Machinery-Magazine-pic 2---July-1903-shaper-metal-gould-eberhardt
FIG. 1
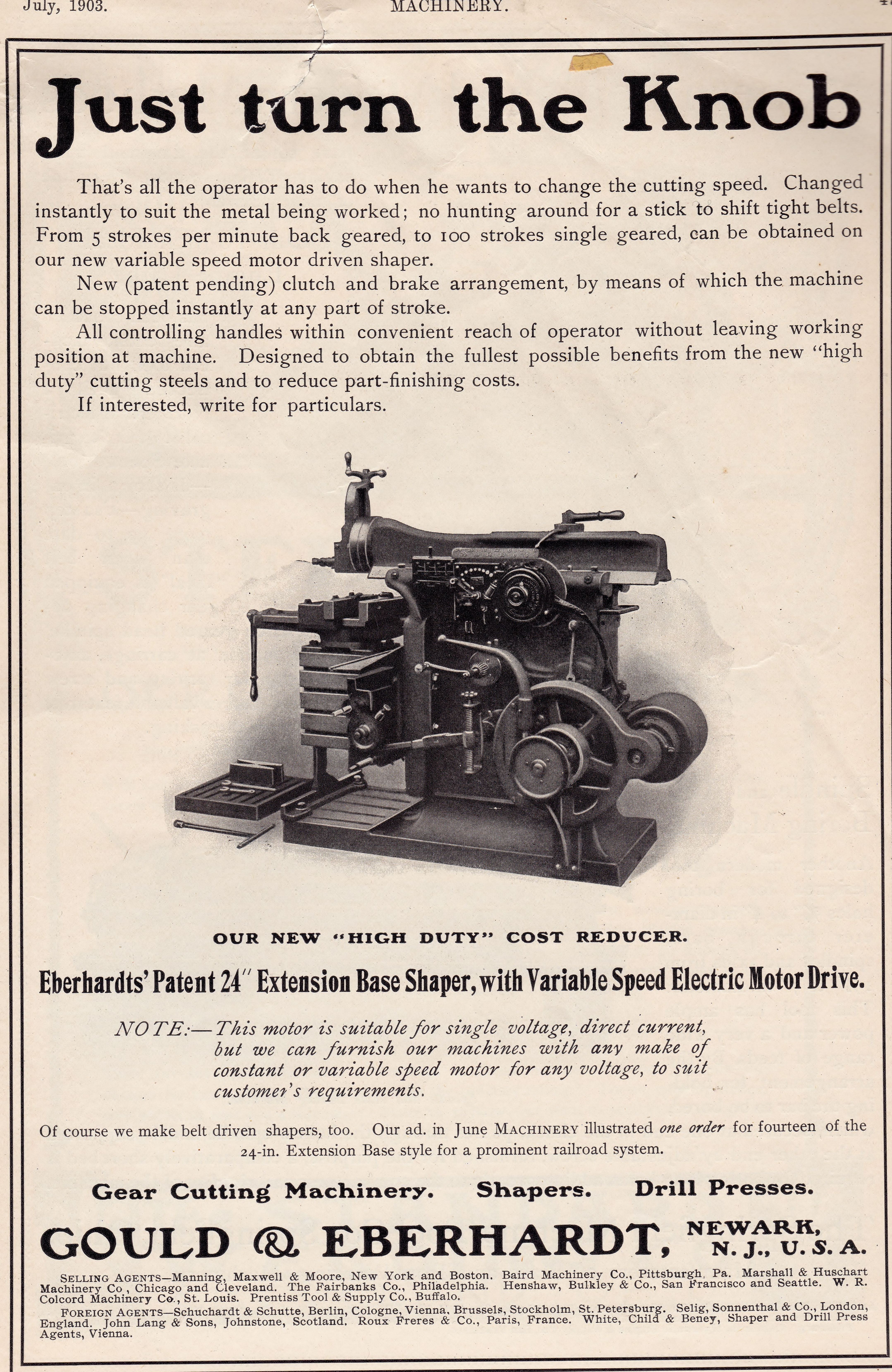
****** MACHINERY.****** Just turn the knob That's fll the operator has to do when he wants to change the cutting speed. Changed instantly to suit the metal being worked; no hunting around for a stick to shift tight belts. From 5 strokes per minute back geared, to roo strokes single geared, can be obtained on our new variable speed motor driven shapper. arrangement, by means of which the machine New (patent pending) clutch and brake can be stopped instantly at any part of stroke. All controlling handles within convenient reach position at machine. Designed to obtain the fullest duty" cutting steels and to reduce part-finishing costs. I f interested, write for particulars . of operator without leaving working possible benefits from the new "high Eberhardt Patent 24" F,xtension Base Shaper,with Yariable Speed Eleotrio Motor Drive. NOTE;-Tkis motor is suitable for single ailtagt, direcl current, bat we can ifurnislc iur naoclaines utith anv make d constant .or variable t|rgd motor for any oaltage, to sait castomet's reguirements, Of course we make belt driven shapers, too. Our ad. in June Mecnrxrnv illustrated on ordcr for fourteen of the z4-in. Extension Base style for a prominent railroad system. Gear Cutting Shaper. shapper Drill Presses. GOULD & EBERHARDT, Mechinery Co. Chicago an( CotcorA MaCtiaery Cd., St. Louis. Prentiss Tool & Supply Co.' Buffalo. --i;riail;Br,im-d"to"t.r6t & Scbutte, Berlir!, Cologfle, Vieana. Brussels, Stockholat St. Peterstqlg. _
July, 1903. MACHINERY. Just turn the Knob That's all the operator has to do when he wants to change the cutting speed. Changed instantly to suit the metal being worked; no hunting around for a stick to shift tight belts. From 5 strokes per minute ba& geared, to roo strokes single geared, oan be obtained on our new variable speed motor driven shaper. arangement, by means of which the machine New (patent pending) clutch and brake can be stopped instantly at any part of stroke. All controlling handles within convenient reach position at machine. Designed to obtain the fullest duty" cutting steels and to reduce part-finishing costs. I f interested, write for particulars . of operator without leaving working possible benefits from the new "high Eberhardt Patent 24" F,xtension Base Shaper,withYariable Speed Eleotrio motor Drive. NO TE;-Th.is motor is suitable for single aoltagt, direct carrent, but ue can ifurnislt. iur naachines zuitlo any make d constant or iariable speed motor for any uoltage, to suit c u.s tom et' s re g uirem en t s, Of course we make belt driven shapers, too. Our ad. in June MecrrNrnv illustrated onc ordcr for fourteen of the z4-in. Extension Base style for a prominent railroad system. Gear Cutting Machinery. Shaper.
\
T
he history of the drilling machine.
May 17, 1903
pg.9
24 to 42-in.
Heavy PULA machinery-magazine-July-1903-shaper-metal-gould-eberhardt text
JuIy, 1903. MACHIERY. NAME DIATEST F TIIE TUDNED BnASs woDf,S, 50 Norrh Franktin streer, CmcAco f \rc\rrs.r*. If the Maximum Cutting Power at the Minimum Cost is d.esired. The Draw=Cut Machine Saw is IT. No. z cuts ro in. x ro ilr., and can be built especially to cut rz in. rognd s. No. r cuts 6 in. x 6 in. -Geareil Drive. BiaderRelieved on out stroke. Automatic Feed, which lhas Automatic Stop. (the No. 2 has also set stoplfor any depth of cut d.esired,) requires no adjuslm{nt for 6ny
machinery-magazine-July-1903-shaper-metal-gould-eberhardt
machinery-magazine-July-1903-shaper-metal-gould-eberhardt.
12121212*****************************************
machinery-magazine-draw-cut-saw-keystone-machine-tool-works-July-1903
131313****************************************
pg 19
May 17, 1917 'Buying—AMERICAN MACHINIST—
Section 141414***************************draw cut saw******************************* JuIy, 1903. MACHIERY. 95 NAME DIA TEST F TIIE TUDNED BnASs woDf,S, 50 Norrh Franktin streer, CmcAco f \rc\rrs.r*. ^. ^.r^rr./ If the Maximum Cutting Power at the Minimum Cost is desired. The Draw Cut Machine Saw is IT. No. z cuts ro in. x ro ilr., and can be built especially to cut rz in. rognd s. No. r cuts 6 in. x 6 in. -Geareil Drive. BiaderRelieved on out stroke. Automatic Feed, which lhas Automatic Stop. (the No. 2 has also set stoplfor any depth of cut d.esired,) requires no adjuslm{nt for 6ny i


20 Buying—A M E R 88888888888888888888888888888888888888888888************************************ JuIy, 1903. MACHII{ERY. 95 rryGrr^J-)rc\.,cr5 TNAME DIATEST F TIIE TUDNED BnASs woDf,S, 50 Norrh Franktin streer, CmcAco f \rc\rrs.r*. ^. ^.r^rr./ If the Maximum Cutting Power at the Minimum Cost is d.esired. The Draw=Cut Machine Saw is IT. No. z cuts ro in. x ro ilr., and can be built especially to cut rz in. rognd s. No. r cuts 6 in. x 6 in. -Geareil Drive. BiaderRelieved on out stroke. Automatic Feed, which lhas Automatic Stop. (the No. 2 has also set stoplfor any depth of cut d.esired,) requires no adjuslm{nt for 6ny i


pg 24 Buying—AMERICAN MACHINIST—Section Vol. 46, No. 20
FOUR-SPINDLE SINGLE-HEAD TYPE
SIX-SPINDLE DOUBLE-HEAD TYPE
SALES OFFICES: 870 Woodward Ave., Detroit-812 Engineers Bldg., Cleveland-1120 Otis Bldg., Chicago
May 17, 1917 Buying—AMERICAN MACHINIST—Section pg 25
SINGLE-HEAD AUTOMATICS are designed for machining castings, forgings, and second-operation screw machine work.
The universal work-holding, turret is adaptable for holding work in chucks, draw-back collets and arbors. The arrangement
of the tool-carrying spindles opposite the work-holding devices allows all operations to be performed simultaneously. All
operations are automatic, except insertion and removal of work, and the provision of an extra or idle chuck permits even
that to be done while tools are working. All machining operations take place in the intervals marked by the automatic
progression of the turret indexing mechanism, the time necessary to complete a piece being measured by the period
required for the longest single operation on it.
DOUBLE-HEAD AUTOMATICS differ from the Single-Head in having two sets of tool-carrying spindles oppositely facing a
common work-holding turret. This arrangement provides for machining both ends of the work at. one time, the result being
accomplished in one- half the time which would be required if each end were finished separately in a Single-Head
Machine.. In the case of the, Single-Head Machine the turret advances and feeds the work against the revolving tools,
while:, in the Double-Head type the revolving tools advance from both sides and perform their operations on each end, of
the work.
DOOR CHECK GLAND
PRODUCTION-30 COMPLETE PER HOUR
MATERIAL—MALLEABLE IRON
OPERATIONS-End A: Rough and finish turn body and flange, rough and finish bore, face end and flange recess back of
thread, and thread at rate of 45 per hour. End B: Rough and finish bore and thread, at rate of 90 per hour, in Size 23 Single-
Head Machine.
TURNBUCKLE
PRODUCTION-300 COMPLETE PER HOUR MATERIAL- -MALLEABLE IRON
OPERATIONS—Drill, Ream and Tap
Ordinary methods of handling this piece would require two settings and six consecutive operations.
The New Britain" way requires but one setting, all six operations being completed simultaneously.
FOREIGN AGENTS: Coats Machine Tool Co., Ltd., Caxton House, London, Glasgow and Newcastle-on-Tyne

pg 24 New Britain Automatic Screw Machines FOUR-SPINDLE AUTOMATICS
T—Section pg 27
Home the Facts
I
EXPLICITNESS coupledwith honesty and pounding home the facts—that is what we aim to do ° in our adver-
tising. You cannot afford to ignore us when you contemplate purchasing automatics. If you
do not know us it will pay you to get acquainted. Our range of styles and sizes of machines, suit-able for most any kind of
work,
are well worth looking into and we can name hundreds of things said in praise of our ma- chines in this country that are
most highly prized by us.Our machines are silent messen-gers; they create the bonds of friendship.
Cleveland Automatic Machine Company Cleveland, Ohio
Eastern Representative: J. B. Anderson, 211 Gowan Avenue, Mt. Airy, Philadelphia, Pa. Western Representative: Herbert
E. Nunn, 576 West Washington Street, Chicago, Ill.


pg 26 Buying—AMERICAN MACHINIST—
Section Vol. 46, No. 20
-in. Turret Full Automatic Machine—
Model G.
14-in. Three Hole Turret Full Automatic M
chine—Model C.
pg 28 Buying—AMERICAN 3IACHINIST—
Section Vol. 46, No. 20
You buy a lathe for what it
will do—consider the Fox
_...v_~.-.- In designing and building the
Fox Monitor
Turret Lathe, as with all our other machines,
1 we endeavor to put out a lathe that would
bemost adaptable to the work to be
performed. The Fox is especially intended for
rapid production on general brasswork.
Because of the general satisfaction the Fox
has given wherever used, we • are
convinced that we have produced the highest
type lathe for this class
-* of work. I,
! The Fox incorporates the friction head,
which is very valuable for the :.\\
i class of work handled.
This machine is equipped for a wide range of
production. The chaser
1 attachment may he put aside entirely if
necessary. Taper threads may be chased.
The Turret is regularly equipped with a taper
attachment, so that all possible taper work
may be done with the turret tools.
- - - i The Fox will do all you
require and more. Ask for circular No.
105 with the full description.
The Springfield Machine Tool Co.
Springfield, Ohio
May 17, 1917 surface finish
measurment Buffing—AMlERICAN
MACHINIST—Section
Microphoto of Ball Surface'' Magnified
15 Times
Making a microphoto of a ball for a Hess-
Bright Ball Bearing.
Maintaining Uniform
Surface Finish of the Balls
By the method shown above several from
each lot of balls for Hess-Bright Bearings are
carefully studied. Under the microscope that
surface, which to the naked eye appeared
flawless, will occasionally show up to be
comparatively rough, due to deep grinding
marks or pits.
Such balls would be immediately detected in
the final ball inspection by the Hess-Bright
methods and the entire number of similar
balls rejected.
This microscopic study of the ball surfaces
insures to each Hess-Bright Bearing balls of
the highest polish—balls with that flawless
surface which is absolutely necessary for
smooth running, with almost total absence of
wear.
Hess-Bright's Conrad Patents are thoroughly
adjudicated.
HESSBRIGHT, PHILADELPHIA
LInsuring uniform Quality of Every Hess-
Bright ll Bearing Philadelphia
Note the flip forward threading attachment
1917
1917
1929
1929
1929
1929
PAGE 24 Cleveland Automatic Screw Machine