header picture


 first page warning pic page below
first page warning pic page below
 grants head
grants head
 http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-Cover-Front.jpg
2nd page
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-Cover-Front.jpg
2nd page
 second page text
second page text
 3 page text
3 page text
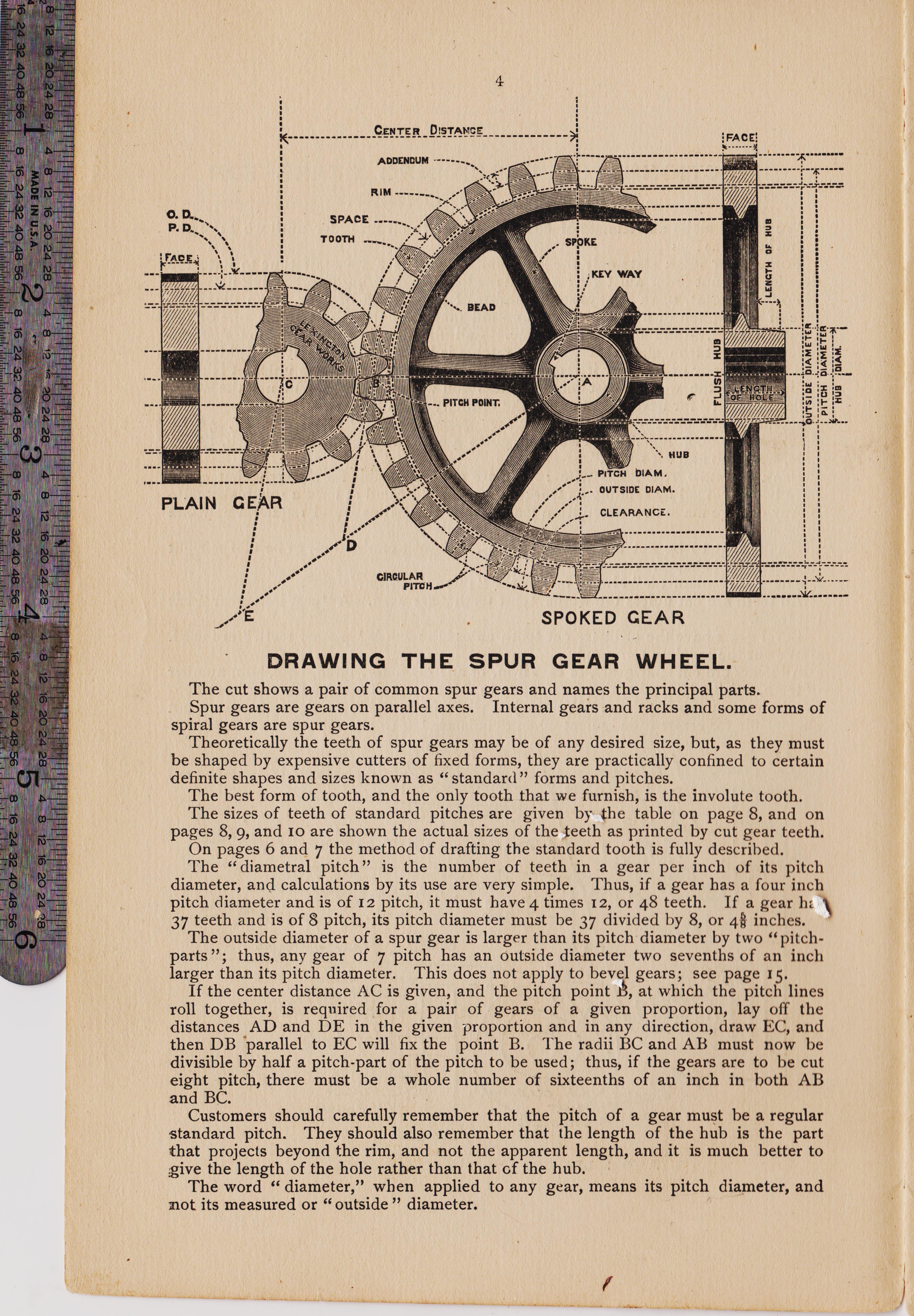 4 page text
4 page text
 sixth catalog page
sixth catalog page
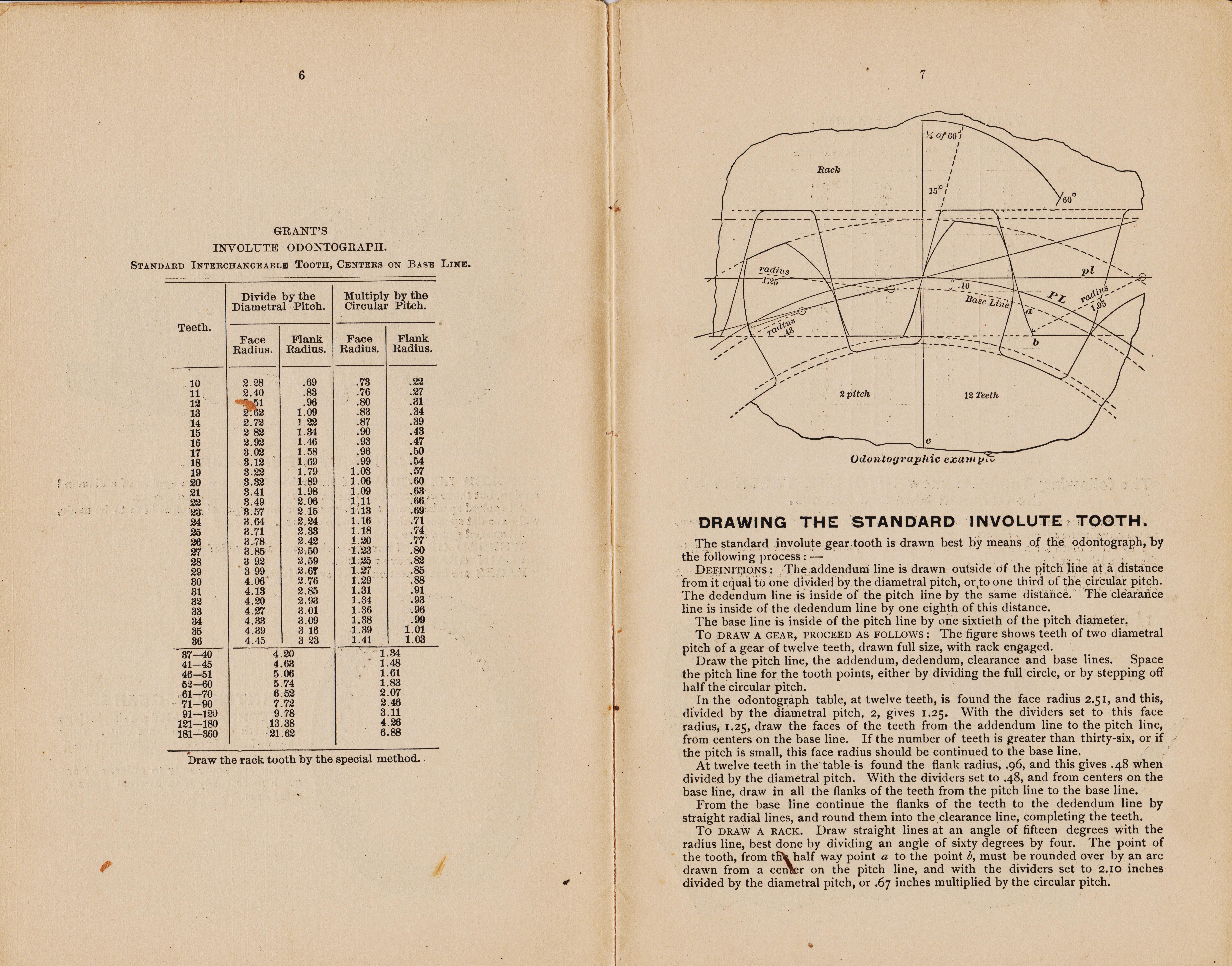 6-7 page text
6-7 page text
 8 page text
8 page text
 9 page text
9 page text
 10 page text
10 page text
 12-13 page text
12-13 page text
 14-15 title text
14-15 title text
 16-17 page text
16-17 page text
 18-19 page title text
18-19 page title text
 20-21 page text
20-21 page text
 22-23 page text
22-23 page text
 24-25 page text
24-25 page text
 page 26-27 text
page 26-27 text
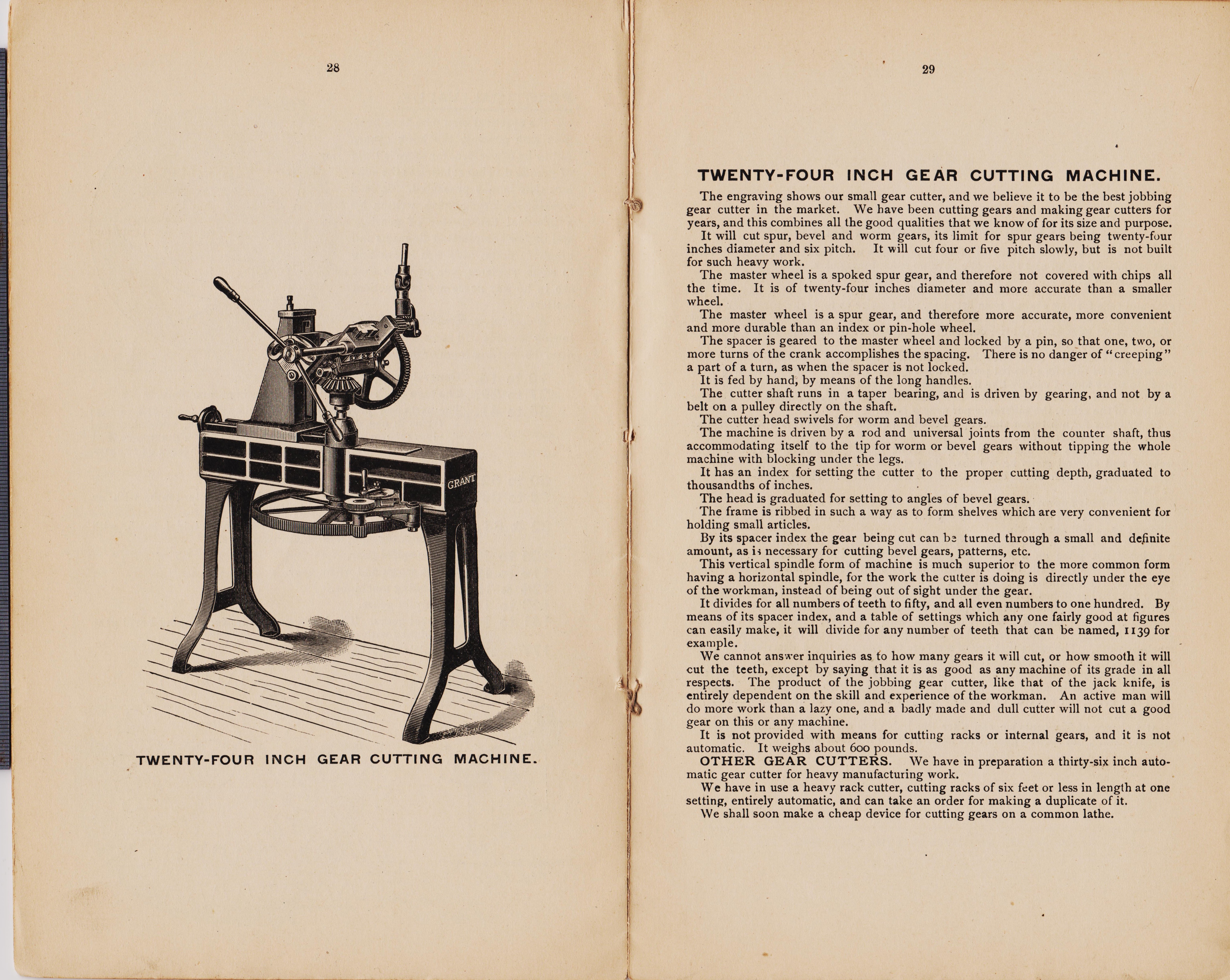 page 28-29 text
page 28-29 text
 page 30-3 text
page 30-3 text
page 30-31 text
 page page 32-33 text
page page 32-33 text
 page-34-35 title text
page-34-35 title text
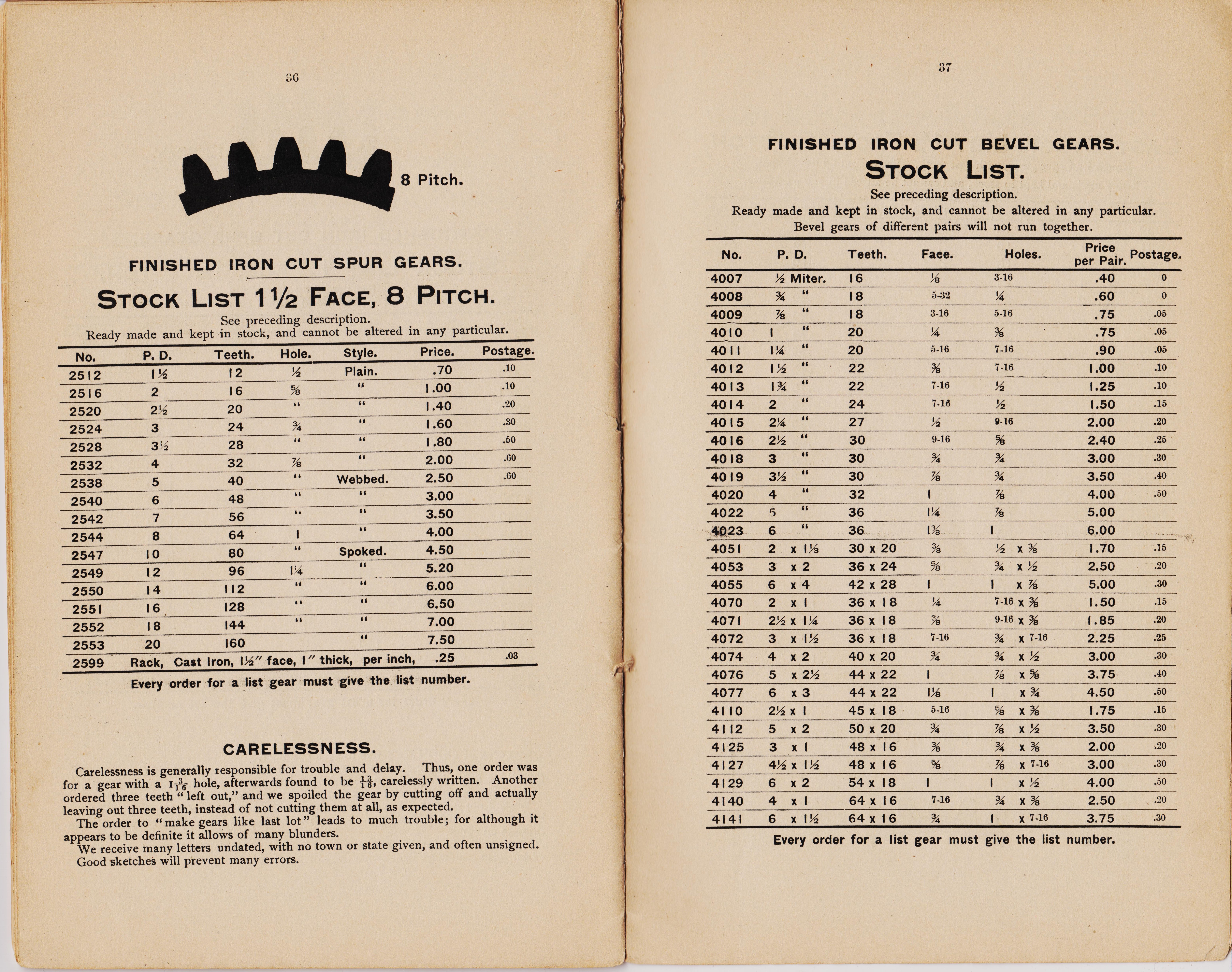 page-36-37 title text
page-36-37 title text
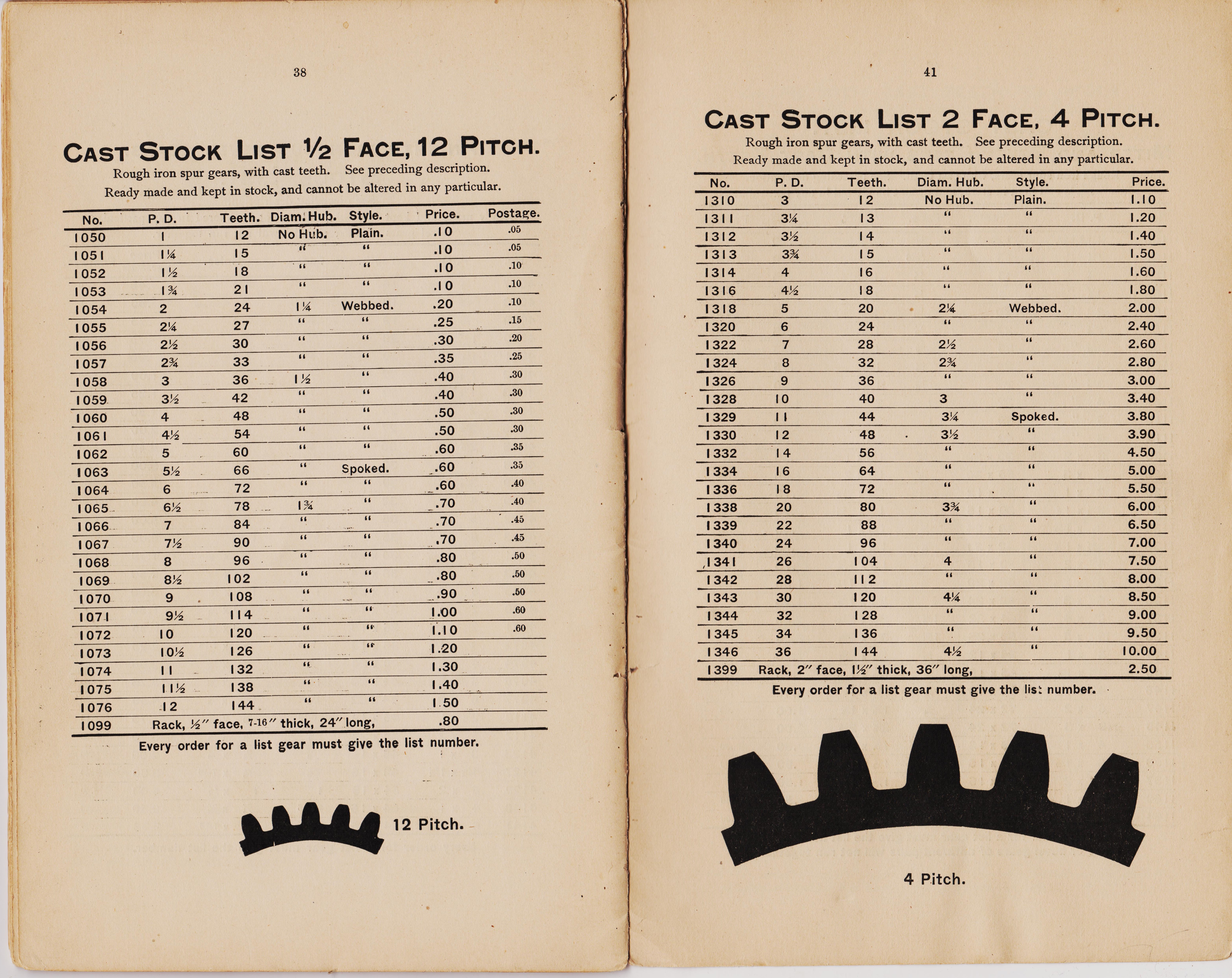 page 38-39 title text
page 38-39 title text
page page 40,41 title text
 page page page 42-43 title text
page page page 42-43 title text
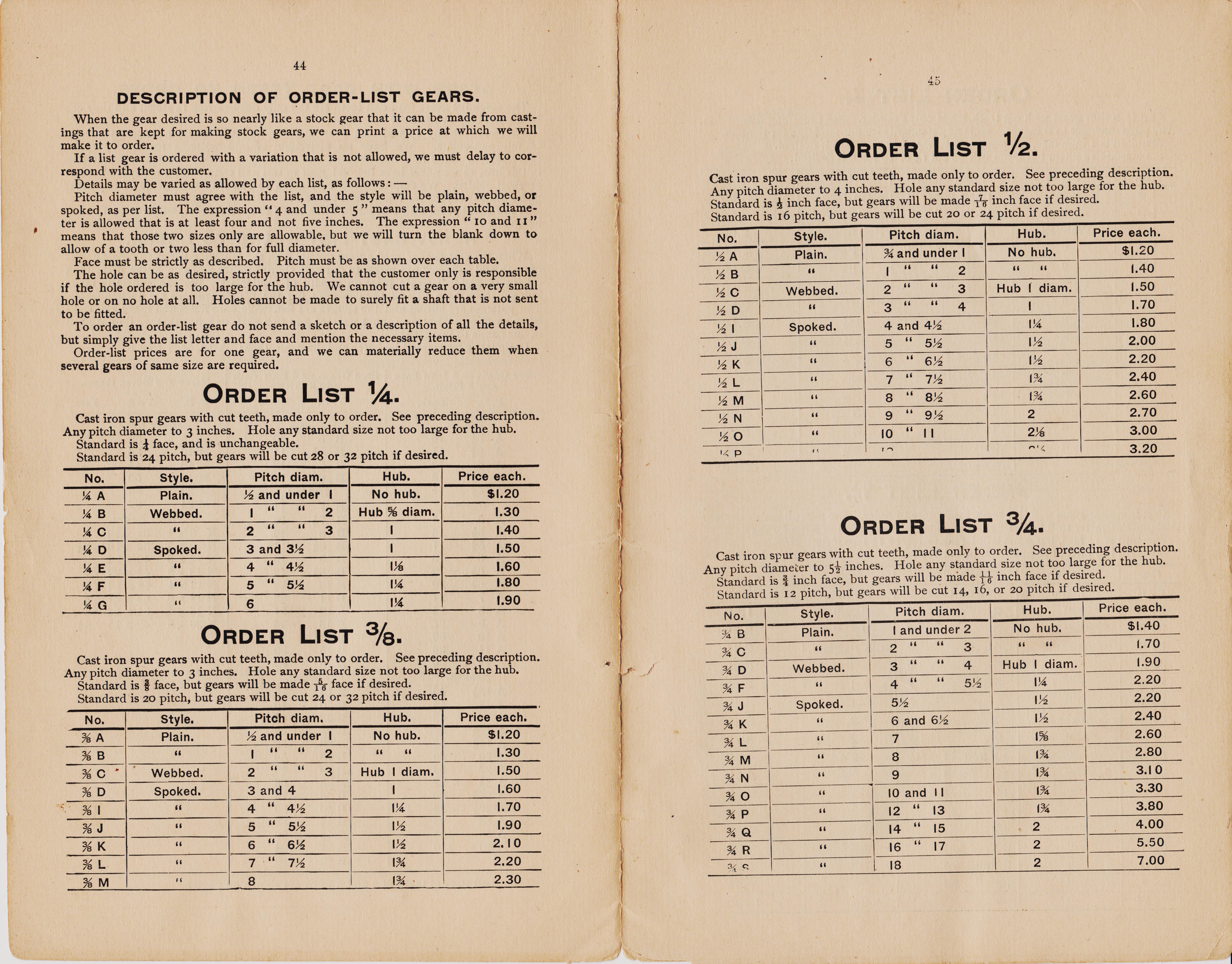 page page pagepage 44-45 title text
page page pagepage 44-45 title text
 page page pagepage page 46-47 title text
page page pagepage page 46-47 title text
 page 39 only text39
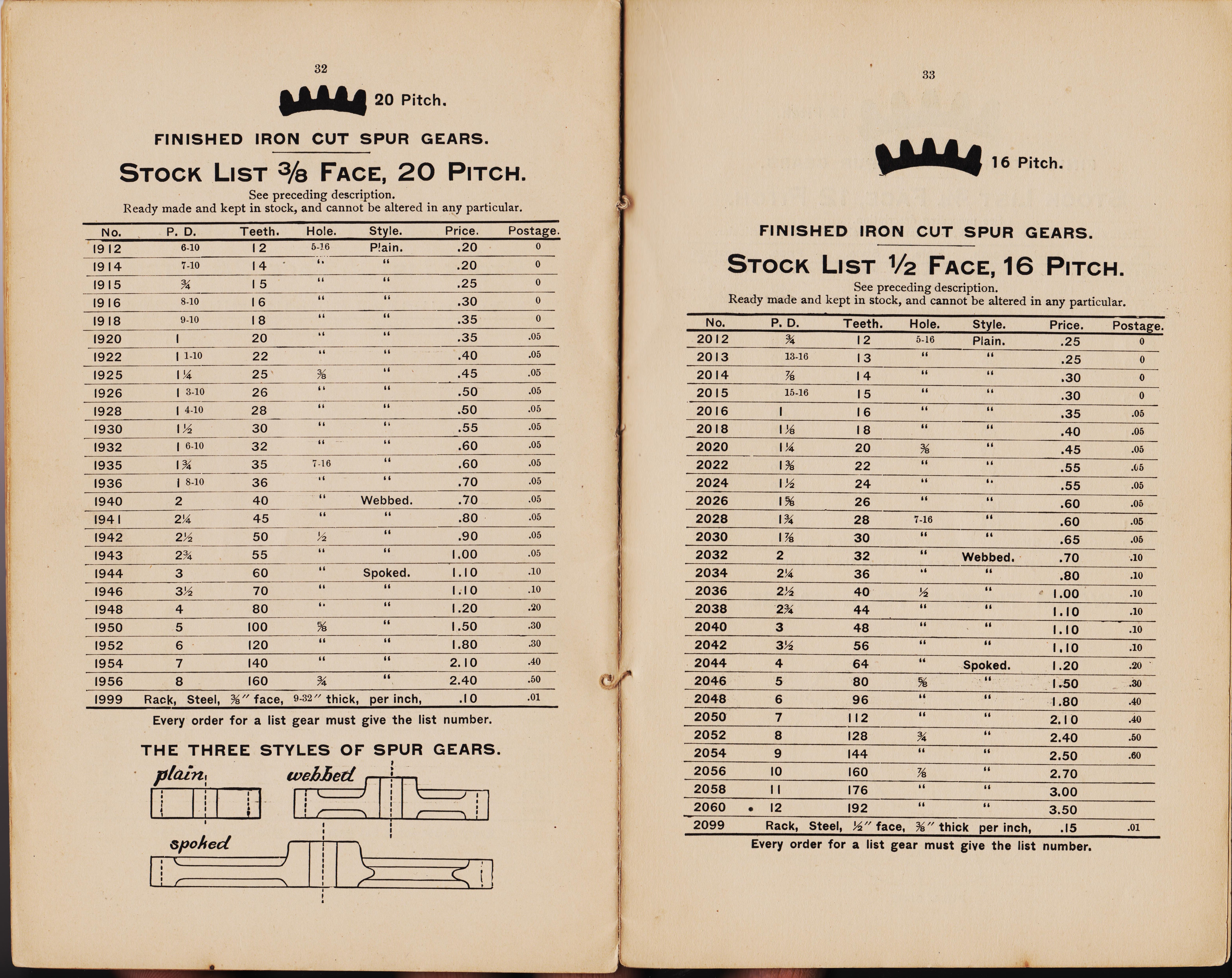
CAST STOCK LIST 1 FACE, 8 PITCH. Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Diam. Hub. Style. Price. Postage. 1020 1 12 No Hub. Plain. .15 .10 1021 1% 14 .20 .15 1022 2 16 LI .25 .15 1023 2 20 Ai .35 .20 1024 3 24 Webbed. .55 .25 1025 3 28 if Li .70 .40 1026 4 32 LL Si .80 .50 1027 4'%2 36 16 .11 .90 1028 5 40 1 N 1.00 1029 - 5% 44 66 1.10 1030 6 48 61 1.20 1031 7 56 61 1.30 1032 8 64 66 Spoked. 1.40 1033 9 72 61 1.50 1034 10 80 1.70 1035 II 88 61 1.90 1036 12 96 2 2.20 1037 14 112 16 2.50 1038 16 128 214 Si 3.00 1039 18 144 21 ii 3.80 1040 20 160 2'X4 66 4.50 1099 Rack, I" face, %" thick, 24" long, 1.40
Every order for a list gear must give the list number.
8 Pitch.
page 39 only text39
CAST STOCK LIST 1 FACE, 8 PITCH. Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Diam. Hub. Style. Price. Postage. 1020 1 12 No Hub. Plain. .15 .10 1021 1% 14 .20 .15 1022 2 16 LI .25 .15 1023 2 20 Ai .35 .20 1024 3 24 Webbed. .55 .25 1025 3 28 if Li .70 .40 1026 4 32 LL Si .80 .50 1027 4'%2 36 16 .11 .90 1028 5 40 1 N 1.00 1029 - 5% 44 66 1.10 1030 6 48 61 1.20 1031 7 56 61 1.30 1032 8 64 66 Spoked. 1.40 1033 9 72 61 1.50 1034 10 80 1.70 1035 II 88 61 1.90 1036 12 96 2 2.20 1037 14 112 16 2.50 1038 16 128 214 Si 3.00 1039 18 144 21 ii 3.80 1040 20 160 2'X4 66 4.50 1099 Rack, I" face, %" thick, 24" long, 1.40
Every order for a list gear must give the list number.
8 Pitch.
 *****************end extra
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-34-35-Stock-list-three-quarter-face-Worm-Thread-Tool-Gauge-12-Pitch-one-inch-face-12-Pitch.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-32-33-Stock-list-three-eights-face-20-Pitch-one-half-face-16-Pitch.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-36-37-Stock-list-one-and-one-half-inch-face-8-pitch-Fnished-iron-cut-bevel-gears-desciptions.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-40-cast-Gear-Stock-List-6-Pitch.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-40-9.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-38-41-Stock-list-One-half-inch-face-12-Pitch-Two-inch-face-4-Pitc.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-10-39-B.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-40-cast-Gear-Stock-List-6-Pitch.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-44-45.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-46-47.jpg
*******************************************************************************************************************
*****************end extra
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-34-35-Stock-list-three-quarter-face-Worm-Thread-Tool-Gauge-12-Pitch-one-inch-face-12-Pitch.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-32-33-Stock-list-three-eights-face-20-Pitch-one-half-face-16-Pitch.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-36-37-Stock-list-one-and-one-half-inch-face-8-pitch-Fnished-iron-cut-bevel-gears-desciptions.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-40-cast-Gear-Stock-List-6-Pitch.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-40-9.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-38-41-Stock-list-One-half-inch-face-12-Pitch-Two-inch-face-4-Pitc.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-10-39-B.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-40-cast-Gear-Stock-List-6-Pitch.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-44-45.jpg
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-page-46-47.jpg
*******************************************************************************************************************
 14-15 page text
14-15 page text


style="transform:rotate(90deg);"
style="transform:rotate(90deg);"
width="678" height="921"
style="transform:rotate(90deg);"
>The Grant Gear Company,
as seen thru it's catalog.
Enter the late 1890s Gritty Smoke filled Gear shops,
and just try to get the right gear for your boss,
and do it while avoiding any blunders.
first pic
http://antiquemachinery.com/images-2020/Grants-Gear-Book-Lexington-Gear-Works-1892-Cover-front.jpg
as seen thru it's catalog.
Enter the late 1890s Gritty Smoke filled Gear shops,
and just try to get the right gear for your boss,
and do it while avoiding any blunders.
Grants Gear Book Lexington Gear Works 1892.
Page-2 sharp warning notes about ordering gears.
third
Page-2 sharp warning notes about ordering gears.

Grants Gear Book Lexington Gear Works 1892. Page 3
fourth
Grants Gear Book Lexington Gear Works 1892. Page 4
Drawing the spur wheel gear.
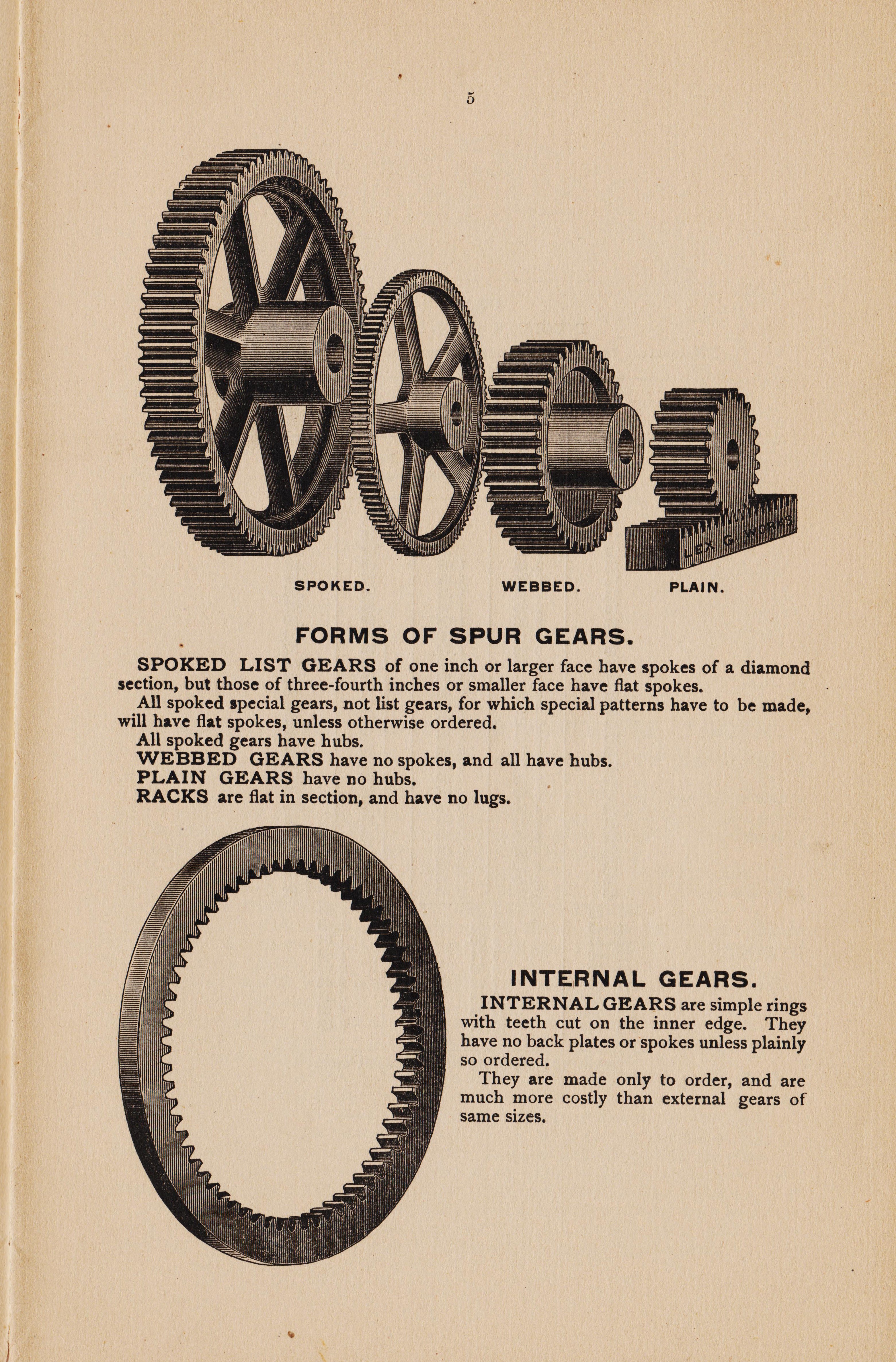
fifth catalog page
Drawing the spur wheel gear.
Grants Gear Book Lexington Gear Works 1892. Page 6-7
Drawing the standard Involute Gear Tooth with Grants Involute Odontograph. Chart and example.
8-11 catalog page
Drawing the standard Involute Gear Tooth with Grants Involute Odontograph. Chart and example.
Grants-Gear-Book-Lexington-Gear-Works-1892-page-6-7-drawing-the-standard-Involute-Gear-Tooth
.<
9th only catalog page
.<
Grants Gear Book Lexington Gear Works 1892. Page 9
Cast-Iron-Pinion-rods-wire-Noiseless-fiber-gears.
10th catalog page
Cast-Iron-Pinion-rods-wire-Noiseless-fiber-gears.
Grants Gear Book Lexington Gear Works 1892. Page 10
Pitch-4-5-6-7-8-9-10-12-14-16-18-20-24-28-32-36-40--48-scale-template.
12-13th catalog page
Pitch-4-5-6-7-8-9-10-12-14-16-18-20-24-28-32-36-40--48-scale-template.
Grants Gear Book Lexington Gear Works 1892. Page12-13 Cast-Iron-Pinion-rods-wire-Noiseless-fiber-gears.
Grants Gear Book Lexington Gear Works 1892. Page12-13
CAST IRON PINION RODS. (NOT PINION WIRE.)
Cast iron rods, centered and cut up as far as the holding dog will allow. Of any number of teeth, provided the diameter is not over three inches and pitch is some standard pitch not coarser than eight. The length of cut must be as follows, to suit our stock and tools : — and under inches diameter has 4 inches length of cut. 16 66 di it it cc it it •i 66 6 I 46 14 9 14 66 2 ccit 64 72 2 3 it 616 s
Not less than a whole rod can be furnished. They are sold just as they leave the machine, and we do not cut them up. Customers can cut them up into gears of any desired face, hub, and hole. They are very cheap if ordered in considerable quantities, but not for one rod. We cut teeth on pinion rods sent to us centered and turned to size, but we do not cut drawn steel rods. Always use the term " pinion rod." We shall carry in stock ready made cast iron pinion rods of twelve pitch and of 12, 13, 14, 15, 16, 18, 20, 22 and 24 teeth, lengths as in table above. Prices lower than fur rods made to order. PINION WIRE. We can make pinion wire to order. It is generally made of steel or brass, and of small sizes. We do not make pinion wire to samples of the imported article. Our pinion wire is cut, and not drawn. We cannot make a very small quantity at a low price, but it is cheap if made in quantity.
page 13 COMPOSITE PINION.
NOISELESS FIBRE GEARS. A metal gear is necessarily noisy at any considerable speed, and when forced to a high speed, as in electric motors, the noise and wear and tear are great. It is therefore often desirable to find some substitute for metal that will work more quietly and at the same time be durable enough for the purpose, and fibre meets the conditions well. There is much ignorance on this subject, for manufacturers of raw hide and fibre make claims that are not true ; sometimes going so far as to claim that the material is more durable than steel, and none of them taking pains to represent the matter in its true shape. The truth is that fibre is hard and also elastic and tough, but it is not as hard as iron or as tough as steel, and is fitted for use in place of metal only when the speed is high, and strain and shock are small. We make these gears to order only, of the best obtainable material; and while we warrant them equal in all respects to any fibre or raw-hide gears, we do not warrant them for hard service or great durability. We cannot undertake to meet the ridiculous claims of makers of similar articles, or to guarantee great mileage or long service. Fibre gears are made in two forms. The first, or " solid " form is of solid fibre, the sheets being simply riveted together when the gear is more than a half inch thick, and this form is the cheapest and the best where the service is light. The sedond, or " composite " form, more costly than the first, is shown by the engraving, and has sheets of steel alternating with the sheets of fibre, so that a high degree of strength is combined with the qualities of the fibre, and the gear is suitable for a combination of high speed and considerable service. The gears are made only of the " plain " form, without spokes, webs, hubs, or any special features. All are made by riveting together plates of the material. Solid fibre gears are five times lighter than cast iron. They are not affected by moisture or oil.
SOLID CEMENTED RAW—HIDE GEARS, tough and absolutely noiseless, not fitted for great strain, but perfect for very high speeds, to special order.
page 14 15
CAST IRON PINION RODS. (NOT PINION WIRE.)
Cast iron rods, centered and cut up as far as the holding dog will allow. Of any number of teeth, provided the diameter is not over three inches and pitch is some standard pitch not coarser than eight. The length of cut must be as follows, to suit our stock and tools : — and under inches diameter has 4 inches length of cut. 16 66 di it it cc it it •i 66 6 I 46 14 9 14 66 2 ccit 64 72 2 3 it 616 s
Not less than a whole rod can be furnished. They are sold just as they leave the machine, and we do not cut them up. Customers can cut them up into gears of any desired face, hub, and hole. They are very cheap if ordered in considerable quantities, but not for one rod. We cut teeth on pinion rods sent to us centered and turned to size, but we do not cut drawn steel rods. Always use the term " pinion rod." We shall carry in stock ready made cast iron pinion rods of twelve pitch and of 12, 13, 14, 15, 16, 18, 20, 22 and 24 teeth, lengths as in table above. Prices lower than fur rods made to order. PINION WIRE. We can make pinion wire to order. It is generally made of steel or brass, and of small sizes. We do not make pinion wire to samples of the imported article. Our pinion wire is cut, and not drawn. We cannot make a very small quantity at a low price, but it is cheap if made in quantity.
page 13 COMPOSITE PINION.
NOISELESS FIBRE GEARS. A metal gear is necessarily noisy at any considerable speed, and when forced to a high speed, as in electric motors, the noise and wear and tear are great. It is therefore often desirable to find some substitute for metal that will work more quietly and at the same time be durable enough for the purpose, and fibre meets the conditions well. There is much ignorance on this subject, for manufacturers of raw hide and fibre make claims that are not true ; sometimes going so far as to claim that the material is more durable than steel, and none of them taking pains to represent the matter in its true shape. The truth is that fibre is hard and also elastic and tough, but it is not as hard as iron or as tough as steel, and is fitted for use in place of metal only when the speed is high, and strain and shock are small. We make these gears to order only, of the best obtainable material; and while we warrant them equal in all respects to any fibre or raw-hide gears, we do not warrant them for hard service or great durability. We cannot undertake to meet the ridiculous claims of makers of similar articles, or to guarantee great mileage or long service. Fibre gears are made in two forms. The first, or " solid " form is of solid fibre, the sheets being simply riveted together when the gear is more than a half inch thick, and this form is the cheapest and the best where the service is light. The sedond, or " composite " form, more costly than the first, is shown by the engraving, and has sheets of steel alternating with the sheets of fibre, so that a high degree of strength is combined with the qualities of the fibre, and the gear is suitable for a combination of high speed and considerable service. The gears are made only of the " plain " form, without spokes, webs, hubs, or any special features. All are made by riveting together plates of the material. Solid fibre gears are five times lighter than cast iron. They are not affected by moisture or oil.
SOLID CEMENTED RAW—HIDE GEARS, tough and absolutely noiseless, not fitted for great strain, but perfect for very high speeds, to special order.
Grants Gear Book Lexington Gear Works 1892. Page 14-15 Bevel-and-Miter-Gears with Planed Teeth are more accurate along Profile along-pitch-line.
14-15 page text
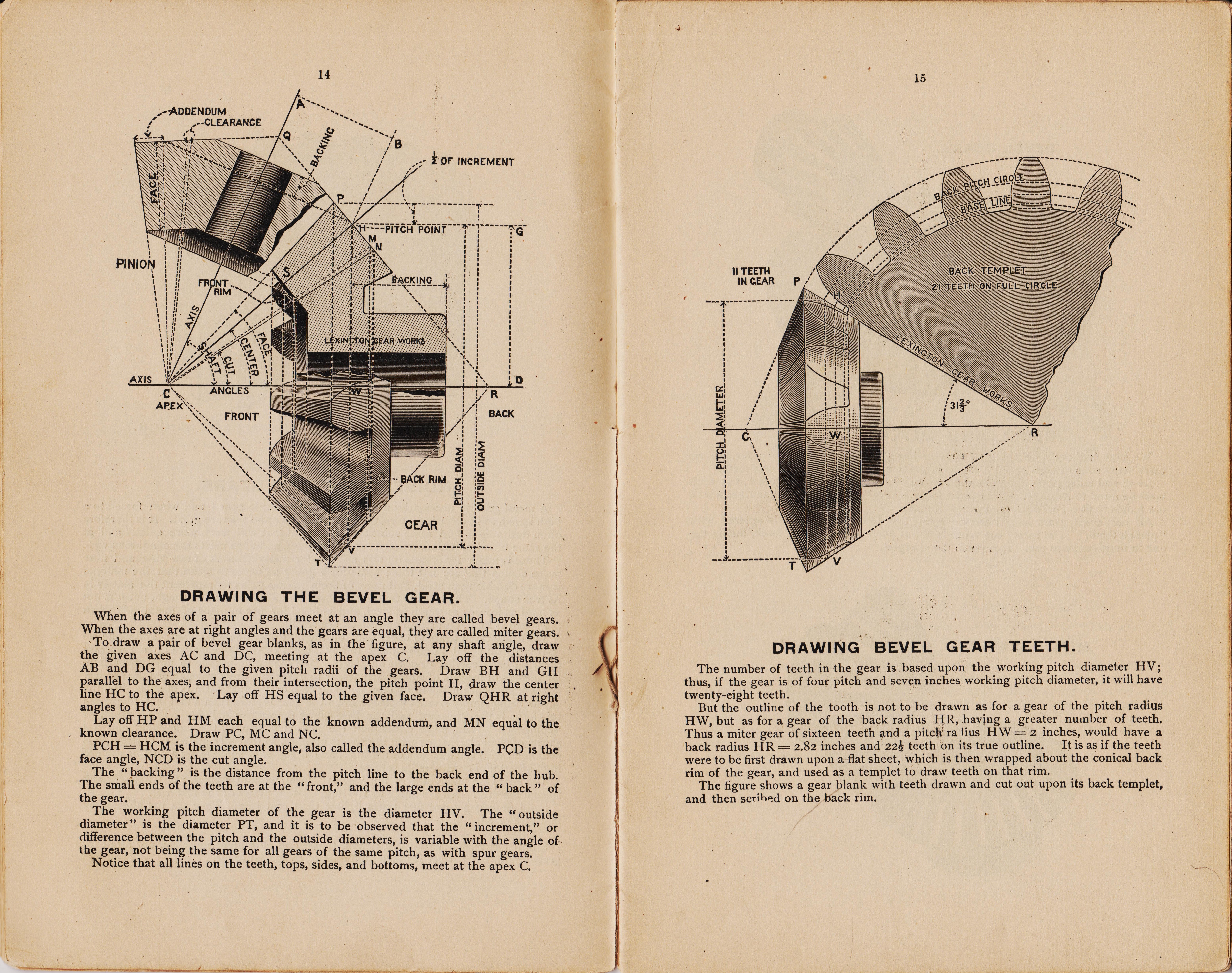
DRAWING THE BEVEL GEAR
When the axes of a pair of gears meet at an angle they are called bevel gears. When the axes are at right angles and the gears are equal, they are called miter gears. 'To draw a pair of bevel gear blanks, as in the figure, at any shaft angle, draw the given axes AC and DC, meeting at the apex C. Lay off the distances AB and DG equal to the given pitch radii of the gears. Draw BH and GII parallel to the axes, and from their intersection, the pitch point H, draw the center line HC to the apex. Lay off HS equal to the given face. Draw QHR at right angles to HC. Lay off HP and HM each equal to the known addendum, and MN equal to the known clearance. Draw PC, MC and NC. PCH = HCM is the increment angle, also called the addendum angle. PCD is the face angle, NCD is the cut angle. The " backing " is the distance from the pitch line to the back end of the hub. The small ends of the teeth are at the " front," and the large ends at the " back " of the gear. The working pitch diameter of the gear is the diameter HV. The " outside diameter " is the diameter PT, and it is to be observed that the " increment," or difference between the pitch and the outside diameters, is variable with the angle of the gear, not being the same for all gears of the same pitch, as with spur gears. Notice that all lines on the teeth, tops, sides, and bottoms, meet at the apex C.
II TEETH IN GEAR
page 15
21-TEETH ON-§FIU DRAWING BEVEL GEAR TEETH.
The number of teeth in the gear is based upon the working pitch diameter HV; thus, if the gear is of four pitch and seven inches working pitch diameter, it will have twenty-eight teeth. But the outline of the tooth is not to be drawn as for a gear of the pitch radius TM, but as for a gear of the back radius H R, having a greater number of teeth. Thus a miter gear of sixteen teeth and a pitch ra lius HW = 2 inches, would have a back radius HR = 2.82 inches and 22A teeth on its true outline. It is as if the teeth were to be first drawn upon a flat sheet, which is then wrapped about the conical back rim of the gear, and used as a templet to draw teeth on that rim. The figure shows a gear blank with teeth drawn and cut out upon its back templet, and then scribed on the back rim.
16-17th catalog page
When the axes of a pair of gears meet at an angle they are called bevel gears. When the axes are at right angles and the gears are equal, they are called miter gears. 'To draw a pair of bevel gear blanks, as in the figure, at any shaft angle, draw the given axes AC and DC, meeting at the apex C. Lay off the distances AB and DG equal to the given pitch radii of the gears. Draw BH and GII parallel to the axes, and from their intersection, the pitch point H, draw the center line HC to the apex. Lay off HS equal to the given face. Draw QHR at right angles to HC. Lay off HP and HM each equal to the known addendum, and MN equal to the known clearance. Draw PC, MC and NC. PCH = HCM is the increment angle, also called the addendum angle. PCD is the face angle, NCD is the cut angle. The " backing " is the distance from the pitch line to the back end of the hub. The small ends of the teeth are at the " front," and the large ends at the " back " of the gear. The working pitch diameter of the gear is the diameter HV. The " outside diameter " is the diameter PT, and it is to be observed that the " increment," or difference between the pitch and the outside diameters, is variable with the angle of the gear, not being the same for all gears of the same pitch, as with spur gears. Notice that all lines on the teeth, tops, sides, and bottoms, meet at the apex C.
II TEETH IN GEAR
page 15
21-TEETH ON-§FIU DRAWING BEVEL GEAR TEETH.
The number of teeth in the gear is based upon the working pitch diameter HV; thus, if the gear is of four pitch and seven inches working pitch diameter, it will have twenty-eight teeth. But the outline of the tooth is not to be drawn as for a gear of the pitch radius TM, but as for a gear of the back radius H R, having a greater number of teeth. Thus a miter gear of sixteen teeth and a pitch ra lius HW = 2 inches, would have a back radius HR = 2.82 inches and 22A teeth on its true outline. It is as if the teeth were to be first drawn upon a flat sheet, which is then wrapped about the conical back rim of the gear, and used as a templet to draw teeth on that rim. The figure shows a gear blank with teeth drawn and cut out upon its back templet, and then scribed on the back rim.
Grants Gear Book Lexington Gear Works 1892. Page 16-17
Bevel-and-Miter-Gears- with Planed-Teeth-are more accurate along Profile along-pitch-line,
16-17 page text
Bevel-and-Miter-Gears- with Planed-Teeth-are more accurate along Profile along-pitch-line,
BEVEL GEARS, Page 16
BEVEL AND MITER GEARS.
We have facilities for making all sorts of bevel and miter gears to order, and we carry many sizes of such gears in stock, as per lists, with either cut or cast teeth. Bevel and miter gears of different pairs cannot be made to run together, but each must be fitted to its mate. We cannot make a bevel gear to run with another not in our hands to fit to, even when of our own make. All our bevel gears have common rotary cut teeth, unless clearly ordered with "planed teeth." The rotary cut tooth is not as good as the planed tooth, but is the one in most common use. It is much the cheapest.
MITER GEARS. page17
BEVEL GEARS WITH PLANED TEETH.
A bevel gear cannot be perfectly cut with a rotary cutter, but by the process of planing, smooth action, 1 mg faces, and full contact may be obtained. Planed teeth are particularly well adapted for pattern bevel gears. The process is considerably more costly than the common process, and it cannot be hurried. Plenty of time must be allowed for such work. Always write in advance of orders for planed teeth. Many sizes require the blanks to be shaped for the purpose instead of by the common rule, and many sizes cannot be planed at all. Always use the term " planed teeth," for otherwise the ordinary tooth will invariably be understood Do not order planed teeth finer than eight pitch.
18-19th catalog page
BEVEL AND MITER GEARS.
We have facilities for making all sorts of bevel and miter gears to order, and we carry many sizes of such gears in stock, as per lists, with either cut or cast teeth. Bevel and miter gears of different pairs cannot be made to run together, but each must be fitted to its mate. We cannot make a bevel gear to run with another not in our hands to fit to, even when of our own make. All our bevel gears have common rotary cut teeth, unless clearly ordered with "planed teeth." The rotary cut tooth is not as good as the planed tooth, but is the one in most common use. It is much the cheapest.
MITER GEARS. page17
BEVEL GEARS WITH PLANED TEETH.
A bevel gear cannot be perfectly cut with a rotary cutter, but by the process of planing, smooth action, 1 mg faces, and full contact may be obtained. Planed teeth are particularly well adapted for pattern bevel gears. The process is considerably more costly than the common process, and it cannot be hurried. Plenty of time must be allowed for such work. Always write in advance of orders for planed teeth. Many sizes require the blanks to be shaped for the purpose instead of by the common rule, and many sizes cannot be planed at all. Always use the term " planed teeth," for otherwise the ordinary tooth will invariably be understood Do not order planed teeth finer than eight pitch.
Grants Gear Book Lexington Gear Works 1892. Page 18-19 BEVEL MITER GEARS WITH PLANED TEETH.
Bevel-and-Miter-Gears- with Planed-Teeth-are more accurate along Profile along-pitch-line,
18-19 page text
Bevel-and-Miter-Gears- with Planed-Teeth-are more accurate along Profile along-pitch-line,
page 18
LEFT HAND WORM. WORM GEARS.
Worm gears can have teeth cut in three different ways, hob cut, drop cut, and straight cut. Hob cut worm gears have their teeth formed with a hob which is made an exact copy of the worm that is to run in the gear. They are very expensive if but one gear is wanted, on account of the cost of making the hob. When the diameter and pitch of the worm to be used agree exactly with one of the following list of standard hobs, and the worm is right hand, we can hob the teeth without charge for making a hob. Diameter, . 1 1 1 1i 2 2 3 All right hand.
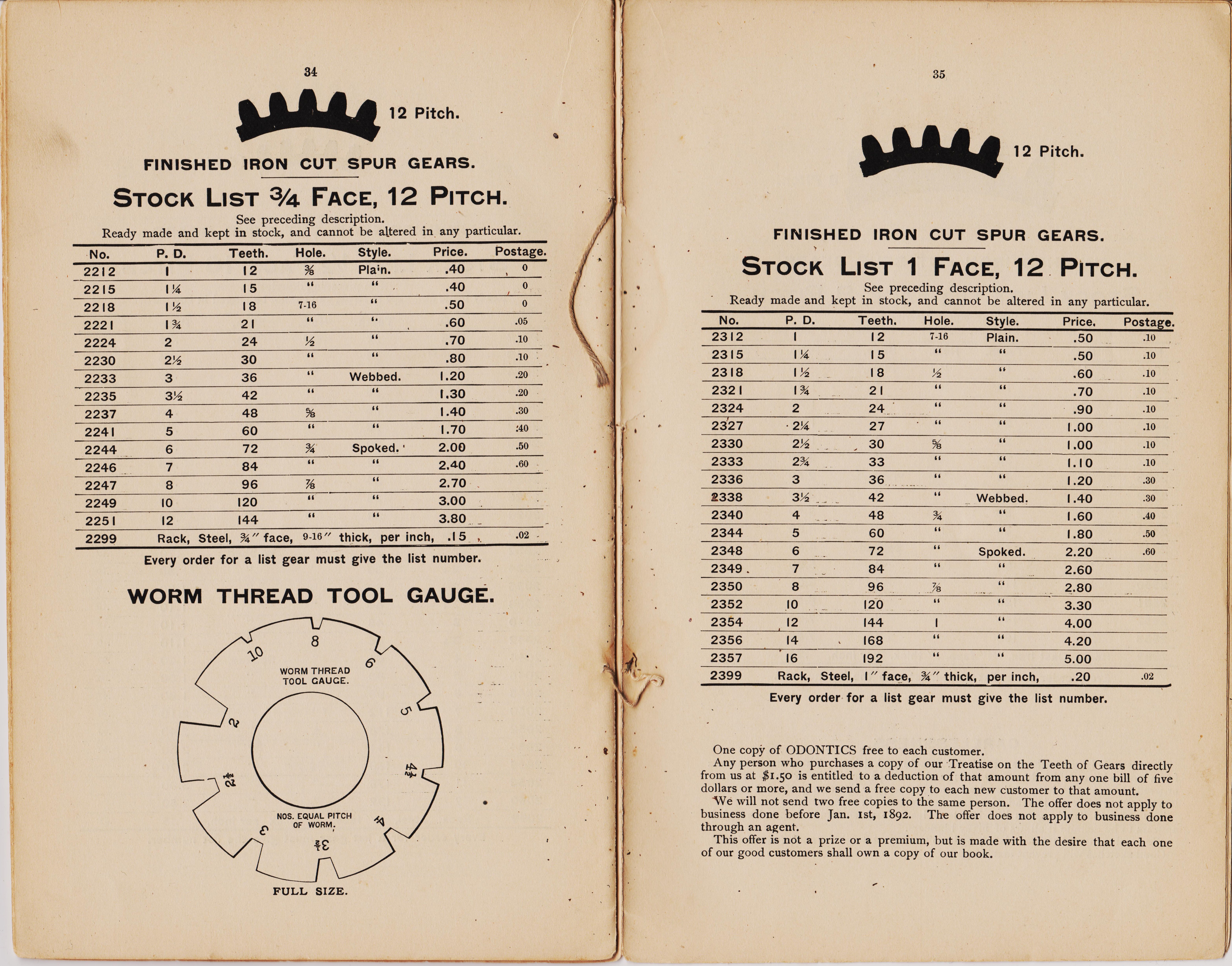
6 4 3 3 2 2 2 Pitch threads or or or or or or per inch, 8 6 4 4 3 3 Drop cut teeth are formed by dropping a cutter into the concave face of the gear, so as to make a tooth that resembles the hobbed tooth. The drop cut tooth is not as perfect as the hobbed tooth, but when the gear is large it is a good substitute for it. The straight cut tooth is formed by running a cutter across the face of the blank at an angle, to as so form spur teeth.that the worm will run in. The face is flat, beveled on the edges, and not concaved. The straight cut tooth is not as perfect as the hobbed tooth, but is much cheaper, and better than the drop cut tooth, and requires no hob to be made for the purpose. All worms are made with right hand thread unless clearly ordered left hand. The figure shows a left hand thread. We do not make the Hindly or " hour glass" worm gear, for it is very costly and no better than the hobbed gear with common teeth. The action of the worm in the gear is by sliding, and therefore worm gears are poorly fitted to convey much power. Experimews show that they waste from a quarter to a half of the power taken. All worm teeth are formed to the worm thread tool gauge shown on page 34.
page 19 BALANCED WORM GEARING.
With the single worm and gear the thrust on the end of the worm shaft is the same as that on the gear teeth, and is equal to the whole load being carried. But, when arranged as in the figure, the thrust between the teeth is balanced and is but half the whole load, and there is no end thrust on the shaft. The combination consists of two spiral gears running in each other and also running in two worm gears on the same shaft. The same effect may be obtained by two ordinary worm gears, not touching, but being controlled by a pair of ordinary spur gears on the same shafts. A great saving of power and increase in durability is effected by this device, and it is the only one that should be adopted for carrying much power, as in elevators, elec-tric pumps, etc., when worm gears are used at all. But we do not wish to be misunderstood as advising the use of worm gearing of any form for the transmission of heavy power, or for hard and continual service of any description. A train of spur gearing will accomplish the same purpose with a great saving of power, although not as simple and compact. We make a modification of this device that is much the best form known where great power is to be transmitted, as by elevators, electric pumps, etc.
20-21 th catalog page
LEFT HAND WORM. WORM GEARS.
Worm gears can have teeth cut in three different ways, hob cut, drop cut, and straight cut. Hob cut worm gears have their teeth formed with a hob which is made an exact copy of the worm that is to run in the gear. They are very expensive if but one gear is wanted, on account of the cost of making the hob. When the diameter and pitch of the worm to be used agree exactly with one of the following list of standard hobs, and the worm is right hand, we can hob the teeth without charge for making a hob. Diameter, . 1 1 1 1i 2 2 3 All right hand.
6 4 3 3 2 2 2 Pitch threads or or or or or or per inch, 8 6 4 4 3 3 Drop cut teeth are formed by dropping a cutter into the concave face of the gear, so as to make a tooth that resembles the hobbed tooth. The drop cut tooth is not as perfect as the hobbed tooth, but when the gear is large it is a good substitute for it. The straight cut tooth is formed by running a cutter across the face of the blank at an angle, to as so form spur teeth.that the worm will run in. The face is flat, beveled on the edges, and not concaved. The straight cut tooth is not as perfect as the hobbed tooth, but is much cheaper, and better than the drop cut tooth, and requires no hob to be made for the purpose. All worms are made with right hand thread unless clearly ordered left hand. The figure shows a left hand thread. We do not make the Hindly or " hour glass" worm gear, for it is very costly and no better than the hobbed gear with common teeth. The action of the worm in the gear is by sliding, and therefore worm gears are poorly fitted to convey much power. Experimews show that they waste from a quarter to a half of the power taken. All worm teeth are formed to the worm thread tool gauge shown on page 34.
page 19 BALANCED WORM GEARING.
With the single worm and gear the thrust on the end of the worm shaft is the same as that on the gear teeth, and is equal to the whole load being carried. But, when arranged as in the figure, the thrust between the teeth is balanced and is but half the whole load, and there is no end thrust on the shaft. The combination consists of two spiral gears running in each other and also running in two worm gears on the same shaft. The same effect may be obtained by two ordinary worm gears, not touching, but being controlled by a pair of ordinary spur gears on the same shafts. A great saving of power and increase in durability is effected by this device, and it is the only one that should be adopted for carrying much power, as in elevators, elec-tric pumps, etc., when worm gears are used at all. But we do not wish to be misunderstood as advising the use of worm gearing of any form for the transmission of heavy power, or for hard and continual service of any description. A train of spur gearing will accomplish the same purpose with a great saving of power, although not as simple and compact. We make a modification of this device that is much the best form known where great power is to be transmitted, as by elevators, electric pumps, etc.
Grants Gear Book Lexington Gear Works 1892.-page-20-21 Hob sprial 90 degree gears
-Hob-sprial-90-degree-gear.
20-21 page text
-Hob-sprial-90-degree-gear.
page 20 LEFT HAND SPIRAL GEARS.
SPIRAL GEARS. We have unusual facilities for cutting spiral teeth. Always write for information in advance, for very few machinists or draftsmen understand this form of tooth. State the distance between centers of shafts, the pro. portion of speeds, and about the size of tooth wanted. Never specify the pitch of the spiral or give the exact numbers of teeth, unless willing to go to considerable extra expense. Spiral gears always have right hand spirals unless left hand spirals are called for. The figure shows left hand spirals. The figure shows a form of spiral gearing used for transmitting motion between shafts at right angles. Spiral gears can also be used for spur gears on parallel shafts, as in the figure on page 19. The teeth slide on each other, as with worm gear teeth, and they are poorly adapted for carrying much power.
page 21 RIGHT HAND RATCHET.
RATCHETS. A ratchet is always right hand unless ordered left hand, and is always made to order. A right hand ratchet is turned to the right by its pawl when the hub is in front. The figure shows a right hand ratchet. RIGHT HAND HOB.
WORM HOBS. We have unusual facilities for making worm hobs to order. They are always made right hand unless ordered left hand. The figure shows a right hand hub. Shape of thread is shown by tool gauge on page 34.
22-23 catalog page
SPIRAL GEARS. We have unusual facilities for cutting spiral teeth. Always write for information in advance, for very few machinists or draftsmen understand this form of tooth. State the distance between centers of shafts, the pro. portion of speeds, and about the size of tooth wanted. Never specify the pitch of the spiral or give the exact numbers of teeth, unless willing to go to considerable extra expense. Spiral gears always have right hand spirals unless left hand spirals are called for. The figure shows left hand spirals. The figure shows a form of spiral gearing used for transmitting motion between shafts at right angles. Spiral gears can also be used for spur gears on parallel shafts, as in the figure on page 19. The teeth slide on each other, as with worm gear teeth, and they are poorly adapted for carrying much power.
page 21 RIGHT HAND RATCHET.
RATCHETS. A ratchet is always right hand unless ordered left hand, and is always made to order. A right hand ratchet is turned to the right by its pawl when the hub is in front. The figure shows a right hand ratchet. RIGHT HAND HOB.
WORM HOBS. We have unusual facilities for making worm hobs to order. They are always made right hand unless ordered left hand. The figure shows a right hand hub. Shape of thread is shown by tool gauge on page 34.
Grants Gear Book Lexington Gear Works 1892.-page-22-23 ELLIPTIC GEARS DRAWING THE GEAR.
-Hob-sprial-90-degree-gear.
22-23 page text -Hob-sprial-90-degree-gear.
page 22 ELLIPTIC GEARS.
We have unusual facilities and patented machinery for making elliptic gears for variable speed and quick return motions. An elliptic gear must turn on a shaft through one focus and not through its center, and it must have an uneven number of teeth. Elliptic gears are used in pairs or in trains, all exactly alike. If a pair or a train of elliptic gears is wanted for a quick return motion or for a variabl° speed, state the longest diameter of gear, the proportion of stroke to return, or of slowest to fastest speed, about the size of the tooth wanted, the face of the gear, and the hole. Let us determine the short diameter, the distance of shaft from the center, and the number of teeth. A single pair of elliptic gears should not be used to obtain a quick return of more than three to one, or a speed ratio of more than six to one, as very flat elliptic gears are hard to make and run poorly. Use three or more in a train to get greater ratios. We cut lobed and irregular gears to order, but such work is very costly and very difficult to do in a first class manner.
page 23 DRAWING THE ELLIPTIC GEAR.
Given the major diameter, AA', and the minor diameter, BB', of an ellipse, the foci, M and N, are found by taking the radius AC on the dividers and drawing the arc NSM from the point B as a center. Having the foci, N and M, and any point, as D, on the curve, the whole curve may be drawn by inserting pins at the foci and stretching a thread around the pins and a pencil at D, when the pencil will follow the curve if carried around so as to keep the thread stretched. The quick return ratio of a given ellipse is the ratio of the angles PNA and PNA', where PM is at right angles to the major axis. Thus, if PNA = 30°, PNA' must be 1500, and the quick return ratio is IN, or five to one. If the major di,,mt ter, AA', and one focus, N, are the only parts known, and it is required to construct an ellit se having a given quick return ratio, the line PN is drawn through the focus N so as to make _ PNA and PNA' in the given ratio, and then a point P is found, by repeated trials, at which the sum of the lines PN and PM will be equal to the given major axis; then M will be the other focus and P a point on the required ellipse. When a pair of elliptic gears having a given quick return ratio are used to produce a reciprocating motion, the ratio of the slow stroke to the quick return will be that ratio. Thus, if a crank planer is driven by a pair of elliptic gears having a quick return ratio of three to one, the cutting stroke will take three times as long as the return of the tool. The speed ratio of the ellipse is the ratio of the distance A'M to the distance AM. Thus, if one of a pair of elliptic gears revolves uniformly, the greatest speed of the driven gear will be A11 as fast, and the slowest speed M as fast. Thus, if A'M is three times as long as AM, the driven gear will vary in speed from one third of the speed of the driving gear to three times its speed. When three or more elliptic gears are used in a train, the effect is much increased, so that several elliptic gears that are nearly circular are as effective in producing a given quick return or variable speed as are two very flat gears. The quick return ratio for the third gear is the ratio of the angles KMA and KMA', PNK being a straight line.
24-25 page catalog page
We have unusual facilities and patented machinery for making elliptic gears for variable speed and quick return motions. An elliptic gear must turn on a shaft through one focus and not through its center, and it must have an uneven number of teeth. Elliptic gears are used in pairs or in trains, all exactly alike. If a pair or a train of elliptic gears is wanted for a quick return motion or for a variabl° speed, state the longest diameter of gear, the proportion of stroke to return, or of slowest to fastest speed, about the size of the tooth wanted, the face of the gear, and the hole. Let us determine the short diameter, the distance of shaft from the center, and the number of teeth. A single pair of elliptic gears should not be used to obtain a quick return of more than three to one, or a speed ratio of more than six to one, as very flat elliptic gears are hard to make and run poorly. Use three or more in a train to get greater ratios. We cut lobed and irregular gears to order, but such work is very costly and very difficult to do in a first class manner.
page 23 DRAWING THE ELLIPTIC GEAR.
Given the major diameter, AA', and the minor diameter, BB', of an ellipse, the foci, M and N, are found by taking the radius AC on the dividers and drawing the arc NSM from the point B as a center. Having the foci, N and M, and any point, as D, on the curve, the whole curve may be drawn by inserting pins at the foci and stretching a thread around the pins and a pencil at D, when the pencil will follow the curve if carried around so as to keep the thread stretched. The quick return ratio of a given ellipse is the ratio of the angles PNA and PNA', where PM is at right angles to the major axis. Thus, if PNA = 30°, PNA' must be 1500, and the quick return ratio is IN, or five to one. If the major di,,mt ter, AA', and one focus, N, are the only parts known, and it is required to construct an ellit se having a given quick return ratio, the line PN is drawn through the focus N so as to make _ PNA and PNA' in the given ratio, and then a point P is found, by repeated trials, at which the sum of the lines PN and PM will be equal to the given major axis; then M will be the other focus and P a point on the required ellipse. When a pair of elliptic gears having a given quick return ratio are used to produce a reciprocating motion, the ratio of the slow stroke to the quick return will be that ratio. Thus, if a crank planer is driven by a pair of elliptic gears having a quick return ratio of three to one, the cutting stroke will take three times as long as the return of the tool. The speed ratio of the ellipse is the ratio of the distance A'M to the distance AM. Thus, if one of a pair of elliptic gears revolves uniformly, the greatest speed of the driven gear will be A11 as fast, and the slowest speed M as fast. Thus, if A'M is three times as long as AM, the driven gear will vary in speed from one third of the speed of the driving gear to three times its speed. When three or more elliptic gears are used in a train, the effect is much increased, so that several elliptic gears that are nearly circular are as effective in producing a given quick return or variable speed as are two very flat gears. The quick return ratio for the third gear is the ratio of the angles KMA and KMA', PNK being a straight line.
Grants Gear Book Lexington Gear Works 1892.-page-24-25 -Brass-gears ODONTICS Theory Practice teeth on gears.
24-25 page text page 24-25 page.
We have unusual facilities and patented machinery for making elliptic gears for variable speed and quick return motions. An elliptic gear must turn on a shaft through one focus and not through its center, and it must have an uneven number of teeth. Elliptic gears are used in pairs or in trains, all exactly alike. If a pair or a train of elliptic gears is wanted for a quick return motion or for a variable ° speed, state the longest diameter of gear, the proportion of stroke to return, or of slowest to fastest speed, about the size of the tooth wanted, the face of the gear, and the hole. Let us determine the short diameter, the distance of shaft from the center, and the number of teeth. A single pair of elliptic gears should not be used to obtain a quick return of more than three to one, or a speed ratio of more than six to one, as very flat elliptic gears are hard to make and run poorly. Use three or more in a train to get greater ratios. We cut lobed and irregular gears to order, but such work is very costly and very difficult to do in a first class manner.
page 23 DRAWING THE ELLIPTIC GEAR.
Given the major diameter, AA', and the minor diameter, BB', of an ellipse, the foci, M and N, are found by taking the radius AC on the dividers and drawing the arc NSM from the point B as a center. Having the foci, N and M, and any point, as D, on the curve, the whole curve may be drawn by inserting pins at the foci and stretching a thread around the pins and a pencil at D, when the pencil will follow the curve if carried around so as to keep the thread stretched. The quick return ratio of a given ellipse is the ratio of the angles PNA and PNA', where PM is at right angles to the major axis. Thus, if PNA = 30°, PNA' must be 1500, and the quick return ratio is IN, or five to one. If the major di,,mt ter, AA', and one focus, N, are the only parts known, and it is required to construct an ellipse having a given quick return ratio, the line PN is drawn through the focus N so as to make _ PNA and PNA' in the given ratio, and then a point P is found, by repeated trials, at which the sum of the lines PN and PM will be equal to the given major axis; then M will be the other focus and P a point on the required ellipse. When a pair of elliptic gears having a given quick return ratio are used to produce a reciprocating motion, the ratio of the slow stroke to the quick return will be that ratio. Thus, if a crank planer is driven by a pair of elliptic gears having a quick return ratio of three to one, the cutting stroke will take three times as long as the return of the tool. The speed ratio of the ellipse is the ratio of the distance A'M to the distance AM. Thus, if one of a pair of elliptic gears revolves uniformly, the greatest speed of the driven gear will be A11 as fast, and the slowest speed M as fast. Thus, if A'M is three times as long as AM, the driven gear will vary in speed from one third of the speed of the driving gear to three times its speed. When three or more elliptic gears are used in a train, the effect is much increased, so that several elliptic gears that are nearly circular are as effective in producing a given quick return or variable speed as are two very flat gears. The quick return ratio for the third gear is the ratio of the angles KMA and KMA', PNK being a straight line.
page 26-27 catalog page
We have unusual facilities and patented machinery for making elliptic gears for variable speed and quick return motions. An elliptic gear must turn on a shaft through one focus and not through its center, and it must have an uneven number of teeth. Elliptic gears are used in pairs or in trains, all exactly alike. If a pair or a train of elliptic gears is wanted for a quick return motion or for a variable ° speed, state the longest diameter of gear, the proportion of stroke to return, or of slowest to fastest speed, about the size of the tooth wanted, the face of the gear, and the hole. Let us determine the short diameter, the distance of shaft from the center, and the number of teeth. A single pair of elliptic gears should not be used to obtain a quick return of more than three to one, or a speed ratio of more than six to one, as very flat elliptic gears are hard to make and run poorly. Use three or more in a train to get greater ratios. We cut lobed and irregular gears to order, but such work is very costly and very difficult to do in a first class manner.
page 23 DRAWING THE ELLIPTIC GEAR.
Given the major diameter, AA', and the minor diameter, BB', of an ellipse, the foci, M and N, are found by taking the radius AC on the dividers and drawing the arc NSM from the point B as a center. Having the foci, N and M, and any point, as D, on the curve, the whole curve may be drawn by inserting pins at the foci and stretching a thread around the pins and a pencil at D, when the pencil will follow the curve if carried around so as to keep the thread stretched. The quick return ratio of a given ellipse is the ratio of the angles PNA and PNA', where PM is at right angles to the major axis. Thus, if PNA = 30°, PNA' must be 1500, and the quick return ratio is IN, or five to one. If the major di,,mt ter, AA', and one focus, N, are the only parts known, and it is required to construct an ellipse having a given quick return ratio, the line PN is drawn through the focus N so as to make _ PNA and PNA' in the given ratio, and then a point P is found, by repeated trials, at which the sum of the lines PN and PM will be equal to the given major axis; then M will be the other focus and P a point on the required ellipse. When a pair of elliptic gears having a given quick return ratio are used to produce a reciprocating motion, the ratio of the slow stroke to the quick return will be that ratio. Thus, if a crank planer is driven by a pair of elliptic gears having a quick return ratio of three to one, the cutting stroke will take three times as long as the return of the tool. The speed ratio of the ellipse is the ratio of the distance A'M to the distance AM. Thus, if one of a pair of elliptic gears revolves uniformly, the greatest speed of the driven gear will be A11 as fast, and the slowest speed M as fast. Thus, if A'M is three times as long as AM, the driven gear will vary in speed from one third of the speed of the driving gear to three times its speed. When three or more elliptic gears are used in a train, the effect is much increased, so that several elliptic gears that are nearly circular are as effective in producing a given quick return or variable speed as are two very flat gears. The quick return ratio for the third gear is the ratio of the angles KMA and KMA', PNK being a straight line.
Grants Gear Book Lexington Gear Works 1892.-page-26-27-ODONTICS-Generate Involute Theory Practice teeth Theoretical-Value practical.
page 26-27 text page 26-27.
We have unusual facilities and patented machinery for making elliptic gears for variable speed and quick return motions. An elliptic gear must turn on a shaft through one focus and not through its center, and it must have an uneven number of teeth. Elliptic gears are used in pairs or in trains, all exactly alike. If a pair or a train of elliptic gears is wanted for a quick return motion or for a variabl° speed, state the longest diameter of gear, the proportion of stroke to return, or of slowest to fastest speed, about the size of the tooth wanted, the face of the gear, and the hole. Let us determine the short diameter, the distance of shaft from the center, and the number of teeth. A single pair of elliptic gears should not be used to obtain a quick return of more than three to one, or a speed ratio of more than six to one, as very flat elliptic gears are hard to make and run poorly. Use three or more in a train to get greater ratios. We cut lobed and irregular gears to order, but such work is very costly and very difficult to do in a first class manner.
page 23 DRAWING THE ELLIPTIC GEAR.
Given the major diameter, AA', and the minor diameter, BB', of an ellipse, the foci, M and N, are found by taking the radius AC on the dividers and drawing the arc NSM from the point B as a center. Having the foci, N and M, and any point, as D, on the curve, the whole curve may be drawn by inserting pins at the foci and stretching a thread around the pins and a pencil at D, when the pencil will follow the curve if carried around so as to keep the thread stretched. The quick return ratio of a given ellipse is the ratio of the angles PNA and PNA', where PM is at right angles to the major axis. Thus, if PNA = 30°, PNA' must be 1500, and the quick return ratio is IN, or five to one. If the major di,,mt ter, AA', and one focus, N, are the only parts known, and it is required to construct an ellit se having a given quick return ratio, the line PN is drawn through the focus N so as to make _ PNA and PNA' in the given ratio, and then a point P is found, by repeated trials, at which the sum of the lines PN and PM will be equal to the given major axis; then M will be the other focus and P a point on the required ellipse. When a pair of elliptic gears having a given quick return ratio are used to produce a reciprocating motion, the ratio of the slow stroke to the quick return will be that ratio. Thus, if a crank planer is driven by a pair of elliptic gears having a quick return ratio of three to one, the cutting stroke will take three times as long as the return of the tool. The speed ratio of the ellipse is the ratio of the distance A'M to the distance AM. Thus, if one of a pair of elliptic gears revolves uniformly, the greatest speed of the driven gear will be A11 as fast, and the slowest speed M as fast. Thus, if A'M is three times as long as AM, the driven gear will vary in speed from one third of the speed of the driving gear to three times its speed. When three or more elliptic gears are used in a train, the effect is much increased, so that several elliptic gears that are nearly circular are as effective in producing a given quick return or variable speed as are two very flat gears. The quick return ratio for the third gear is the ratio of the angles KMA and KMA', PNK being a straight line.
page 28-29 catalog page
We have unusual facilities and patented machinery for making elliptic gears for variable speed and quick return motions. An elliptic gear must turn on a shaft through one focus and not through its center, and it must have an uneven number of teeth. Elliptic gears are used in pairs or in trains, all exactly alike. If a pair or a train of elliptic gears is wanted for a quick return motion or for a variabl° speed, state the longest diameter of gear, the proportion of stroke to return, or of slowest to fastest speed, about the size of the tooth wanted, the face of the gear, and the hole. Let us determine the short diameter, the distance of shaft from the center, and the number of teeth. A single pair of elliptic gears should not be used to obtain a quick return of more than three to one, or a speed ratio of more than six to one, as very flat elliptic gears are hard to make and run poorly. Use three or more in a train to get greater ratios. We cut lobed and irregular gears to order, but such work is very costly and very difficult to do in a first class manner.
page 23 DRAWING THE ELLIPTIC GEAR.
Given the major diameter, AA', and the minor diameter, BB', of an ellipse, the foci, M and N, are found by taking the radius AC on the dividers and drawing the arc NSM from the point B as a center. Having the foci, N and M, and any point, as D, on the curve, the whole curve may be drawn by inserting pins at the foci and stretching a thread around the pins and a pencil at D, when the pencil will follow the curve if carried around so as to keep the thread stretched. The quick return ratio of a given ellipse is the ratio of the angles PNA and PNA', where PM is at right angles to the major axis. Thus, if PNA = 30°, PNA' must be 1500, and the quick return ratio is IN, or five to one. If the major di,,mt ter, AA', and one focus, N, are the only parts known, and it is required to construct an ellit se having a given quick return ratio, the line PN is drawn through the focus N so as to make _ PNA and PNA' in the given ratio, and then a point P is found, by repeated trials, at which the sum of the lines PN and PM will be equal to the given major axis; then M will be the other focus and P a point on the required ellipse. When a pair of elliptic gears having a given quick return ratio are used to produce a reciprocating motion, the ratio of the slow stroke to the quick return will be that ratio. Thus, if a crank planer is driven by a pair of elliptic gears having a quick return ratio of three to one, the cutting stroke will take three times as long as the return of the tool. The speed ratio of the ellipse is the ratio of the distance A'M to the distance AM. Thus, if one of a pair of elliptic gears revolves uniformly, the greatest speed of the driven gear will be A11 as fast, and the slowest speed M as fast. Thus, if A'M is three times as long as AM, the driven gear will vary in speed from one third of the speed of the driving gear to three times its speed. When three or more elliptic gears are used in a train, the effect is much increased, so that several elliptic gears that are nearly circular are as effective in producing a given quick return or variable speed as are two very flat gears. The quick return ratio for the third gear is the ratio of the angles KMA and KMA', PNK being a straight line.
Grants Gear Book Lexington Gear Works 1892.-page 28 29 -An-24-inch-Gear-Cuttting-Machine-Grant-simular-to-Winton.
page 28-29 text page 28-29.
We have unusual facilities and patented machinery for making elliptic gears for variable speed and quick return motions. An elliptic gear must turn on a shaft through one focus and not through its center, and it must have an uneven number of teeth. Elliptic gears are used in pairs or in trains, all exactly alike. If a pair or a train of elliptic gears is wanted for a quick return motion or for a variabl° speed, state the longest diameter of gear, the proportion of stroke to return, or of slowest to fastest speed, about the size of the tooth wanted, the face of the gear, and the hole. Let us determine the short diameter, the distance of shaft from the center, and the number of teeth. A single pair of elliptic gears should not be used to obtain a quick return of more than three to one, or a speed ratio of more than six to one, as very flat elliptic gears are hard to make and run poorly. Use three or more in a train to get greater ratios. We cut lobed and irregular gears to order, but such work is very costly and very difficult to do in a first class manner.
page 23 DRAWING THE ELLIPTIC GEAR.
Given the major diameter, AA', and the minor diameter, BB', of an ellipse, the foci, M and N, are found by taking the radius AC on the dividers and drawing the arc NSM from the point B as a center. Having the foci, N and M, and any point, as D, on the curve, the whole curve may be drawn by inserting pins at the foci and stretching a thread around the pins and a pencil at D, when the pencil will follow the curve if carried around so as to keep the thread stretched. The quick return ratio of a given ellipse is the ratio of the angles PNA and PNA', where PM is at right angles to the major axis. Thus, if PNA = 30°, PNA' must be 1500, and the quick return ratio is IN, or five to one. If the major di,,mt ter, AA', and one focus, N, are the only parts known, and it is required to construct an ellit se having a given quick return ratio, the line PN is drawn through the focus N so as to make _ PNA and PNA' in the given ratio, and then a point P is found, by repeated trials, at which the sum of the lines PN and PM will be equal to the given major axis; then M will be the other focus and P a point on the required ellipse. When a pair of elliptic gears having a given quick return ratio are used to produce a reciprocating motion, the ratio of the slow stroke to the quick return will be that ratio. Thus, if a crank planer is driven by a pair of elliptic gears having a quick return ratio of three to one, the cutting stroke will take three times as long as the return of the tool. The speed ratio of the ellipse is the ratio of the distance A'M to the distance AM. Thus, if one of a pair of elliptic gears revolves uniformly, the greatest speed of the driven gear will be A11 as fast, and the slowest speed M as fast. Thus, if A'M is three times as long as AM, the driven gear will vary in speed from one third of the speed of the driving gear to three times its speed. When three or more elliptic gears are used in a train, the effect is much increased, so that several elliptic gears that are nearly circular are as effective in producing a given quick return or variable speed as are two very flat gears. The quick return ratio for the third gear is the ratio of the angles KMA and KMA', PNK being a straight line.
page 30-31 catalog page
We have unusual facilities and patented machinery for making elliptic gears for variable speed and quick return motions. An elliptic gear must turn on a shaft through one focus and not through its center, and it must have an uneven number of teeth. Elliptic gears are used in pairs or in trains, all exactly alike. If a pair or a train of elliptic gears is wanted for a quick return motion or for a variabl° speed, state the longest diameter of gear, the proportion of stroke to return, or of slowest to fastest speed, about the size of the tooth wanted, the face of the gear, and the hole. Let us determine the short diameter, the distance of shaft from the center, and the number of teeth. A single pair of elliptic gears should not be used to obtain a quick return of more than three to one, or a speed ratio of more than six to one, as very flat elliptic gears are hard to make and run poorly. Use three or more in a train to get greater ratios. We cut lobed and irregular gears to order, but such work is very costly and very difficult to do in a first class manner.
page 23 DRAWING THE ELLIPTIC GEAR.
Given the major diameter, AA', and the minor diameter, BB', of an ellipse, the foci, M and N, are found by taking the radius AC on the dividers and drawing the arc NSM from the point B as a center. Having the foci, N and M, and any point, as D, on the curve, the whole curve may be drawn by inserting pins at the foci and stretching a thread around the pins and a pencil at D, when the pencil will follow the curve if carried around so as to keep the thread stretched. The quick return ratio of a given ellipse is the ratio of the angles PNA and PNA', where PM is at right angles to the major axis. Thus, if PNA = 30°, PNA' must be 1500, and the quick return ratio is IN, or five to one. If the major di,,mt ter, AA', and one focus, N, are the only parts known, and it is required to construct an ellit se having a given quick return ratio, the line PN is drawn through the focus N so as to make _ PNA and PNA' in the given ratio, and then a point P is found, by repeated trials, at which the sum of the lines PN and PM will be equal to the given major axis; then M will be the other focus and P a point on the required ellipse. When a pair of elliptic gears having a given quick return ratio are used to produce a reciprocating motion, the ratio of the slow stroke to the quick return will be that ratio. Thus, if a crank planer is driven by a pair of elliptic gears having a quick return ratio of three to one, the cutting stroke will take three times as long as the return of the tool. The speed ratio of the ellipse is the ratio of the distance A'M to the distance AM. Thus, if one of a pair of elliptic gears revolves uniformly, the greatest speed of the driven gear will be A11 as fast, and the slowest speed M as fast. Thus, if A'M is three times as long as AM, the driven gear will vary in speed from one third of the speed of the driving gear to three times its speed. When three or more elliptic gears are used in a train, the effect is much increased, so that several elliptic gears that are nearly circular are as effective in producing a given quick return or variable speed as are two very flat gears. The quick return ratio for the third gear is the ratio of the angles KMA and KMA', PNK being a straight line.
Grants Gear Book Lexington Gear Works 1892 page 30 31-Discription-Stock-list-one-quarter-face-24-Pitch.jpg.
page 30-3 text page 28-29.
We have unusual facilities and patented machinery for making elliptic gears for variable speed and quick return motions. An elliptic gear must turn on a shaft through one focus and not through its center, and it must have an uneven number of teeth. Elliptic gears are used in pairs or in trains, all exactly alike. If a pair or a train of elliptic gears is wanted for a quick return motion or for a variabl° speed, state the longest diameter of gear, the proportion of stroke to return, or of slowest to fastest speed, about the size of the tooth wanted, the face of the gear, and the hole. Let us determine the short diameter, the distance of shaft from the center, and the number of teeth. A single pair of elliptic gears should not be used to obtain a quick return of more than three to one, or a speed ratio of more than six to one, as very flat elliptic gears are hard to make and run poorly. Use three or more in a train to get greater ratios. We cut lobed and irregular gears to order, but such work is very costly and very difficult to do in a first class manner.
page 23 DRAWING THE ELLIPTIC GEAR.
Given the major diameter, AA', and the minor diameter, BB', of an ellipse, the foci, M and N, are found by taking the radius AC on the dividers and drawing the arc NSM from the point B as a center. Having the foci, N and M, and any point, as D, on the curve, the whole curve may be drawn by inserting pins at the foci and stretching a thread around the pins and a pencil at D, when the pencil will follow the curve if carried around so as to keep the thread stretched. The quick return ratio of a given ellipse is the ratio of the angles PNA and PNA', where PM is at right angles to the major axis. Thus, if PNA = 30°, PNA' must be 1500, and the quick return ratio is IN, or five to one. If the major di,,mt ter, AA', and one focus, N, are the only parts known, and it is required to construct an ellit se having a given quick return ratio, the line PN is drawn through the focus N so as to make _ PNA and PNA' in the given ratio, and then a point P is found, by repeated trials, at which the sum of the lines PN and PM will be equal to the given major axis; then M will be the other focus and P a point on the required ellipse. When a pair of elliptic gears having a given quick return ratio are used to produce a reciprocating motion, the ratio of the slow stroke to the quick return will be that ratio. Thus, if a crank planer is driven by a pair of elliptic gears having a quick return ratio of three to one, the cutting stroke will take three times as long as the return of the tool. The speed ratio of the ellipse is the ratio of the distance A'M to the distance AM. Thus, if one of a pair of elliptic gears revolves uniformly, the greatest speed of the driven gear will be A11 as fast, and the slowest speed M as fast. Thus, if A'M is three times as long as AM, the driven gear will vary in speed from one third of the speed of the driving gear to three times its speed. When three or more elliptic gears are used in a train, the effect is much increased, so that several elliptic gears that are nearly circular are as effective in producing a given quick return or variable speed as are two very flat gears. The quick return ratio for the third gear is the ratio of the angles KMA and KMA', PNK being a straight line.
page 30-31 catalog page
We have unusual facilities and patented machinery for making elliptic gears for variable speed and quick return motions. An elliptic gear must turn on a shaft through one focus and not through its center, and it must have an uneven number of teeth. Elliptic gears are used in pairs or in trains, all exactly alike. If a pair or a train of elliptic gears is wanted for a quick return motion or for a variabl° speed, state the longest diameter of gear, the proportion of stroke to return, or of slowest to fastest speed, about the size of the tooth wanted, the face of the gear, and the hole. Let us determine the short diameter, the distance of shaft from the center, and the number of teeth. A single pair of elliptic gears should not be used to obtain a quick return of more than three to one, or a speed ratio of more than six to one, as very flat elliptic gears are hard to make and run poorly. Use three or more in a train to get greater ratios. We cut lobed and irregular gears to order, but such work is very costly and very difficult to do in a first class manner.
page 23 DRAWING THE ELLIPTIC GEAR.
Given the major diameter, AA', and the minor diameter, BB', of an ellipse, the foci, M and N, are found by taking the radius AC on the dividers and drawing the arc NSM from the point B as a center. Having the foci, N and M, and any point, as D, on the curve, the whole curve may be drawn by inserting pins at the foci and stretching a thread around the pins and a pencil at D, when the pencil will follow the curve if carried around so as to keep the thread stretched. The quick return ratio of a given ellipse is the ratio of the angles PNA and PNA', where PM is at right angles to the major axis. Thus, if PNA = 30°, PNA' must be 1500, and the quick return ratio is IN, or five to one. If the major di,,mt ter, AA', and one focus, N, are the only parts known, and it is required to construct an ellit se having a given quick return ratio, the line PN is drawn through the focus N so as to make _ PNA and PNA' in the given ratio, and then a point P is found, by repeated trials, at which the sum of the lines PN and PM will be equal to the given major axis; then M will be the other focus and P a point on the required ellipse. When a pair of elliptic gears having a given quick return ratio are used to produce a reciprocating motion, the ratio of the slow stroke to the quick return will be that ratio. Thus, if a crank planer is driven by a pair of elliptic gears having a quick return ratio of three to one, the cutting stroke will take three times as long as the return of the tool. The speed ratio of the ellipse is the ratio of the distance A'M to the distance AM. Thus, if one of a pair of elliptic gears revolves uniformly, the greatest speed of the driven gear will be A11 as fast, and the slowest speed M as fast. Thus, if A'M is three times as long as AM, the driven gear will vary in speed from one third of the speed of the driving gear to three times its speed. When three or more elliptic gears are used in a train, the effect is much increased, so that several elliptic gears that are nearly circular are as effective in producing a given quick return or variable speed as are two very flat gears. The quick return ratio for the third gear is the ratio of the angles KMA and KMA', PNK being a straight line.
Grants Gear Book Lexington Gear Works 1892 page 30 31-Discription-Stock-list-one-quarter-face-24-Pitch.jpg.
page 30-31text page 30-31.
DESCRIPTION OF STOCK GEARS.
There are two distinct kinds of stock gears, those with cut teeth, and those with cast teeth. All are of cast iron. We have no stock brass gears. These stock gears are made in quantities and kept in stock for immediate delivery, and therefore no alteration whatever can be allowed. Any order which names a list gear and calls for any change from list sizes, will require us to make that gear anew as if it had no resemblance to a list gear, and therefore any such order is laid aside until we have obtained the consent of the customer to a change in the price to suit the change in the gear. The gears can be sold cheaply because they are made systematically and in quantities, and therefore the list price of a list gear is no guide to the price of a gear made to order almost exactly like it. It costs no more to make a gear with an inch hole than with a three-quarter inch hole, but when there are a hundred of the one and one of the other, the difference per gear is great. Every order for a list gear should give the list number only, as it is a waste of time to mention any other detail. The three styles are shown on page 5. The plain gears have no hubs. The webbed and spoked gears have hubs. The spokes of the gears of #, and inch face are flat, but those of the others are of diamond section. There are no key ways or set screws. The postage is approximate, but will average about cost to us. All spur gears and racks of the same pitch will run together, but bevel gears of different pairs will not match. We have no regular rate of discount on list prices, but, when we can, we will name a reduced net price on a lot of list gears on receipt of the list numbers. This net price will be less for cash than for credit, and less for many gears than for a few, particularly for a number of gears alike. Do not send sketches with orders for list gears, for the list number is a complete description, and anything further is almost sure to cause correspondence. STOCK CUT GEARS are of cast iron with cut teeth, finished on rims and ends of hubs, but not polished. They are of good quality and suitable for general machine work. The racks that are of steel are the same as those described on page I I. For style and appearance see page 5. STOCK CAST GEARS are rough iron gears with cast teeth and are not bored or finished in any way. Some of them have small cored holes. They are good cast gears, but not true or exactly round, or smooth, or in any way suitable for nice work. At a charge of fifty-cents we can alter the hub of a cast gear pattern and get a special casting, but spoked gears with large hubs do not look well.
page 31 WM 24 Pitch.
FINISHED IRON CUT SPUR GEARS.
STOCK LIST 1/4 FACE, 24 PITCH. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Hole. St le. Price. Postage. 1312 12 9-32 Plain. .20 0 1814 7-12 14 if 66 .20 0 1815 15 66 .25 0 1816 2/3 16 66 5-16 .25 0 1818 18 if .25 0 1820 5-6 20 16 .30 0 , 1822 % 21 66 .30 0 1824 I 24 Webbed. .35 0 1827 1;6 27 If .40 0 1830 1. 30 3a .45 0 1332 32 66 .50 1833 1% 33 .55 0 1836 36 61 .55 0 1837 1% 39 .6 .60 0 1838 12/3 40 if • .60 0 1839 1% 42 7-16 .60 0 1840 45 la .65 1841 2 48 .70 .05 1842 54 1 .80 •05 1843 2i €0 ,. .90 .05 1844 2% 66 f6 1600 •05 1845 3 72 Spoked. 1.10 .10 1847 31 84 1.1 0 .10 1849 4 96 1.20 .15 1851 5 120 ib 1.50 .20 1853 6 144 66 1.80 .30 1899 Rack, Steel, '4" face, 3-16" thick, per inch, .10 .oi
Every order for a list gear must give the list number.
page 32-33 catalog page
DESCRIPTION OF STOCK GEARS.
There are two distinct kinds of stock gears, those with cut teeth, and those with cast teeth. All are of cast iron. We have no stock brass gears. These stock gears are made in quantities and kept in stock for immediate delivery, and therefore no alteration whatever can be allowed. Any order which names a list gear and calls for any change from list sizes, will require us to make that gear anew as if it had no resemblance to a list gear, and therefore any such order is laid aside until we have obtained the consent of the customer to a change in the price to suit the change in the gear. The gears can be sold cheaply because they are made systematically and in quantities, and therefore the list price of a list gear is no guide to the price of a gear made to order almost exactly like it. It costs no more to make a gear with an inch hole than with a three-quarter inch hole, but when there are a hundred of the one and one of the other, the difference per gear is great. Every order for a list gear should give the list number only, as it is a waste of time to mention any other detail. The three styles are shown on page 5. The plain gears have no hubs. The webbed and spoked gears have hubs. The spokes of the gears of #, and inch face are flat, but those of the others are of diamond section. There are no key ways or set screws. The postage is approximate, but will average about cost to us. All spur gears and racks of the same pitch will run together, but bevel gears of different pairs will not match. We have no regular rate of discount on list prices, but, when we can, we will name a reduced net price on a lot of list gears on receipt of the list numbers. This net price will be less for cash than for credit, and less for many gears than for a few, particularly for a number of gears alike. Do not send sketches with orders for list gears, for the list number is a complete description, and anything further is almost sure to cause correspondence. STOCK CUT GEARS are of cast iron with cut teeth, finished on rims and ends of hubs, but not polished. They are of good quality and suitable for general machine work. The racks that are of steel are the same as those described on page I I. For style and appearance see page 5. STOCK CAST GEARS are rough iron gears with cast teeth and are not bored or finished in any way. Some of them have small cored holes. They are good cast gears, but not true or exactly round, or smooth, or in any way suitable for nice work. At a charge of fifty-cents we can alter the hub of a cast gear pattern and get a special casting, but spoked gears with large hubs do not look well.
page 31 WM 24 Pitch.
FINISHED IRON CUT SPUR GEARS.
STOCK LIST 1/4 FACE, 24 PITCH. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Hole. St le. Price. Postage. 1312 12 9-32 Plain. .20 0 1814 7-12 14 if 66 .20 0 1815 15 66 .25 0 1816 2/3 16 66 5-16 .25 0 1818 18 if .25 0 1820 5-6 20 16 .30 0 , 1822 % 21 66 .30 0 1824 I 24 Webbed. .35 0 1827 1;6 27 If .40 0 1830 1. 30 3a .45 0 1332 32 66 .50 1833 1% 33 .55 0 1836 36 61 .55 0 1837 1% 39 .6 .60 0 1838 12/3 40 if • .60 0 1839 1% 42 7-16 .60 0 1840 45 la .65 1841 2 48 .70 .05 1842 54 1 .80 •05 1843 2i €0 ,. .90 .05 1844 2% 66 f6 1600 •05 1845 3 72 Spoked. 1.10 .10 1847 31 84 1.1 0 .10 1849 4 96 1.20 .15 1851 5 120 ib 1.50 .20 1853 6 144 66 1.80 .30 1899 Rack, Steel, '4" face, 3-16" thick, per inch, .10 .oi
Every order for a list gear must give the list number.
Grants Gear Book Lexington Gear Works 1892 page 32-33-Discription-Stock-list-one-quarter-face-24-Pitch.jpg.
page 32-33 text page page 32-33.
We have unusual facilities and patented machinery for making elliptic gears for variable speed and quick return motions. An elliptic gear must turn on a shaft through one focus and not through its center, and it must have an uneven number of teeth. Elliptic gears are used in pairs or in trains, all exactly alike. If a pair or a train of elliptic gears is wanted for a quick return motion or for a variabl° speed, state the longest diameter of gear, the proportion of stroke to return, or of slowest to fastest speed, about the size of the tooth wanted, the face of the gear, and the hole. Let us determine the short diameter, the distance of shaft from the center, and the number of teeth. A single pair of elliptic gears should not be used to obtain a quick return of more than three to one, or a speed ratio of more than six to one, as very flat elliptic gears are hard to make and run poorly. Use three or more in a train to get greater ratios. We cut lobed and irregular gears to order, but such work is very costly and very difficult to do in a first class manner.
page 23 DRAWING THE ELLIPTIC GEAR.
Given the major diameter, AA', and the minor diameter, BB', of an ellipse, the foci, M and N, are found by taking the radius AC on the dividers and drawing the arc NSM from the point B as a center. Having the foci, N and M, and any point, as D, on the curve, the whole curve may be drawn by inserting pins at the foci and stretching a thread around the pins and a pencil at D, when the pencil will follow the curve if carried around so as to keep the thread stretched. The quick return ratio of a given ellipse is the ratio of the angles PNA and PNA', where PM is at right angles to the major axis. Thus, if PNA = 30°, PNA' must be 1500, and the quick return ratio is IN, or five to one. If the major di,,mt ter, AA', and one focus, N, are the only parts known, and it is required to construct an ellit se having a given quick return ratio, the line PN is drawn through the focus N so as to make _ PNA and PNA' in the given ratio, and then a point P is found, by repeated trials, at which the sum of the lines PN and PM will be equal to the given major axis; then M will be the other focus and P a point on the required ellipse. When a pair of elliptic gears having a given quick return ratio are used to produce a reciprocating motion, the ratio of the slow stroke to the quick return will be that ratio. Thus, if a crank planer is driven by a pair of elliptic gears having a quick return ratio of three to one, the cutting stroke will take three times as long as the return of the tool. The speed ratio of the ellipse is the ratio of the distance A'M to the distance AM. Thus, if one of a pair of elliptic gears revolves uniformly, the greatest speed of the driven gear will be A11 as fast, and the slowest speed M as fast. Thus, if A'M is three times as long as AM, the driven gear will vary in speed from one third of the speed of the driving gear to three times its speed. When three or more elliptic gears are used in a train, the effect is much increased, so that several elliptic gears that are nearly circular are as effective in producing a given quick return or variable speed as are two very flat gears. The quick return ratio for the third gear is the ratio of the angles KMA and KMA', PNK being a straight line.
page 34-35 catalog page
We have unusual facilities and patented machinery for making elliptic gears for variable speed and quick return motions. An elliptic gear must turn on a shaft through one focus and not through its center, and it must have an uneven number of teeth. Elliptic gears are used in pairs or in trains, all exactly alike. If a pair or a train of elliptic gears is wanted for a quick return motion or for a variabl° speed, state the longest diameter of gear, the proportion of stroke to return, or of slowest to fastest speed, about the size of the tooth wanted, the face of the gear, and the hole. Let us determine the short diameter, the distance of shaft from the center, and the number of teeth. A single pair of elliptic gears should not be used to obtain a quick return of more than three to one, or a speed ratio of more than six to one, as very flat elliptic gears are hard to make and run poorly. Use three or more in a train to get greater ratios. We cut lobed and irregular gears to order, but such work is very costly and very difficult to do in a first class manner.
page 23 DRAWING THE ELLIPTIC GEAR.
Given the major diameter, AA', and the minor diameter, BB', of an ellipse, the foci, M and N, are found by taking the radius AC on the dividers and drawing the arc NSM from the point B as a center. Having the foci, N and M, and any point, as D, on the curve, the whole curve may be drawn by inserting pins at the foci and stretching a thread around the pins and a pencil at D, when the pencil will follow the curve if carried around so as to keep the thread stretched. The quick return ratio of a given ellipse is the ratio of the angles PNA and PNA', where PM is at right angles to the major axis. Thus, if PNA = 30°, PNA' must be 1500, and the quick return ratio is IN, or five to one. If the major di,,mt ter, AA', and one focus, N, are the only parts known, and it is required to construct an ellit se having a given quick return ratio, the line PN is drawn through the focus N so as to make _ PNA and PNA' in the given ratio, and then a point P is found, by repeated trials, at which the sum of the lines PN and PM will be equal to the given major axis; then M will be the other focus and P a point on the required ellipse. When a pair of elliptic gears having a given quick return ratio are used to produce a reciprocating motion, the ratio of the slow stroke to the quick return will be that ratio. Thus, if a crank planer is driven by a pair of elliptic gears having a quick return ratio of three to one, the cutting stroke will take three times as long as the return of the tool. The speed ratio of the ellipse is the ratio of the distance A'M to the distance AM. Thus, if one of a pair of elliptic gears revolves uniformly, the greatest speed of the driven gear will be A11 as fast, and the slowest speed M as fast. Thus, if A'M is three times as long as AM, the driven gear will vary in speed from one third of the speed of the driving gear to three times its speed. When three or more elliptic gears are used in a train, the effect is much increased, so that several elliptic gears that are nearly circular are as effective in producing a given quick return or variable speed as are two very flat gears. The quick return ratio for the third gear is the ratio of the angles KMA and KMA', PNK being a straight line.
Grants Gear Book Lexington Gear Works 1892 page 34-35-Discription-Stock-list-one-quarter-face-24-Pitch.jpg.
page 34-35 text page 34-35
34 12 Pitch. FINISHED IRON CUT SPUR GEARS. STOCK LIST 3/4 FACE, 12 PITCH. See preceding description. Ready made and kept in stock, and cannot be altered in any particular. No. P. D. Teeth. Hole. Style. Price. Postage. 2212 I 12 Plain. .40 2215 1'4 15 66 .40 2218 11/2 18 7-16 .50 2221 I% 21 6. .60 .05 2224 2 24 66 .70 .10 2230 2 30 16 .80 .10 2233 3 36 Webbed. 1.20 .20 2235 3 42 6i 1.30 .20 2237 4 48 % 1.40 .30 2241 5 60 .. 1.70 :40 2244 6 72 % Spoked. 2.00 .50 2246 7 84 66 2.40 .60 2247 8 96 2.70 2249 10 120 66 3.00 2251 12 144 ii 66 3.80 _ 2299 Rack, Steel, %" face, 9-16" thick, per inch, .15 .02 Every order for a list gear must give the list number. WORM THREAD TOOL GAUGE. pitch 8 NOS. EQUAL PITCH OF WORM. -SE FULL SIZE. page 35 12 Pitch. • FINISHED IRON CUT SPUR GEARS. STOCK LIST 1 FACE, 12. PITCH. See preceding description. Ready made and kept in stock, and cannot be altered in any particular. No. 2312 2315 2318 2321 2324 2327 2330 2333 2336 2338 2340 2344 2348 2349. 2350 2352 2354 2356 2357 P. D. Teeth. I 12 114 15 1 i 18 1N 21 2 24 . • 2'4 27 2 30 2% 33 3 36 3 42 4 48 5 60 6 72 7 84 8 96 10 120 12 144 14 168 '16 192 Hole. Style. Price. Posta e. 7-16 Plain. .50 .10 if .50 .10 .60 .10 .. .70 .10 if .90 .10 ii 1.00 .10 % 1.00 .10 .. 1.10 .10 1.20 .30 Webbed. 1.40 .30 N. 1.60 .40 66 1.80 .50 Spoked. 2.20 .60 2.60 rs 2.80 .. 3.30 I 4.00 4. 4.20 .. 5.00 2399 Rack, Steel, 1" face, %" thick, per inch, .20 .02 Every order for a list gear must give the list number. One copy of ODONTICS free to each customer. Any person who purchases a copy of our Treatise on the Teeth of Gears directly from us at $1.50 is entitled to a deduction of that amount from any one bill of five dollars or more, and we send a free copy to each new customer to that amount. We will not send two free copies to the same person. The offer does not apply to business done before Jan. 1st, 1892. The offer does not apply to business done through an agent. This offer is not a prize or a premium, but is made with the desire that each one of our good customers shall own a copy of our book.
page-36-37
34 12 Pitch. FINISHED IRON CUT SPUR GEARS. STOCK LIST 3/4 FACE, 12 PITCH. See preceding description. Ready made and kept in stock, and cannot be altered in any particular. No. P. D. Teeth. Hole. Style. Price. Postage. 2212 I 12 Plain. .40 2215 1'4 15 66 .40 2218 11/2 18 7-16 .50 2221 I% 21 6. .60 .05 2224 2 24 66 .70 .10 2230 2 30 16 .80 .10 2233 3 36 Webbed. 1.20 .20 2235 3 42 6i 1.30 .20 2237 4 48 % 1.40 .30 2241 5 60 .. 1.70 :40 2244 6 72 % Spoked. 2.00 .50 2246 7 84 66 2.40 .60 2247 8 96 2.70 2249 10 120 66 3.00 2251 12 144 ii 66 3.80 _ 2299 Rack, Steel, %" face, 9-16" thick, per inch, .15 .02 Every order for a list gear must give the list number. WORM THREAD TOOL GAUGE. pitch 8 NOS. EQUAL PITCH OF WORM. -SE FULL SIZE. page 35 12 Pitch. • FINISHED IRON CUT SPUR GEARS. STOCK LIST 1 FACE, 12. PITCH. See preceding description. Ready made and kept in stock, and cannot be altered in any particular. No. 2312 2315 2318 2321 2324 2327 2330 2333 2336 2338 2340 2344 2348 2349. 2350 2352 2354 2356 2357 P. D. Teeth. I 12 114 15 1 i 18 1N 21 2 24 . • 2'4 27 2 30 2% 33 3 36 3 42 4 48 5 60 6 72 7 84 8 96 10 120 12 144 14 168 '16 192 Hole. Style. Price. Posta e. 7-16 Plain. .50 .10 if .50 .10 .60 .10 .. .70 .10 if .90 .10 ii 1.00 .10 % 1.00 .10 .. 1.10 .10 1.20 .30 Webbed. 1.40 .30 N. 1.60 .40 66 1.80 .50 Spoked. 2.20 .60 2.60 rs 2.80 .. 3.30 I 4.00 4. 4.20 .. 5.00 2399 Rack, Steel, 1" face, %" thick, per inch, .20 .02 Every order for a list gear must give the list number. One copy of ODONTICS free to each customer. Any person who purchases a copy of our Treatise on the Teeth of Gears directly from us at $1.50 is entitled to a deduction of that amount from any one bill of five dollars or more, and we send a free copy to each new customer to that amount. We will not send two free copies to the same person. The offer does not apply to business done before Jan. 1st, 1892. The offer does not apply to business done through an agent. This offer is not a prize or a premium, but is made with the desire that each one of our good customers shall own a copy of our book.
Grants-Gear-Book-Lexington-Gear-Works-1892-page-36-37-Stock-list-one-and-one-half-inch-face-8-pitch-Fnished-iron-cut-bevel-gears-desciptions.
page-36-37 text page 36 8 Pitch.
FINISHED IRON CUT SPUR GEARS.
STOCK LIST 1/2 FACE, 8 PITCH. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Hole. Style. Price. Postage. 2512 12 Plain. .70 .10 2516 2 16 % 61 1.00 .10 2520 2 20 .• 1.40 2524 3 24 N 1.60 2528 3%2 28 66 1.80 2532 4 32 7i 16 2.00 2538 5 40 ‘. Webbed. 2.50 2540 6 48 66 3.00 2542 7 56 .. 3.50 2544 8 64 1 4.00 2547 10 80 66 Spoked. 4.50 2549 12 96 U.i. 5.20 2550 14 112 IS 11 6.00 2551 16 128 6.50 2552 18 144 66 7.00 2553 20 160 7.50 2599 Rack, Cast Iron, 1" face, 1" thick, per inch, .25
Every order for a list gear must give the list number.
.20 .30 .50 .60 .60 .03
CARELESSNESS. Carelessness is generally responsible for trouble and delay. Thus, one order was for a gear with a hole, afterwards found to be 16, carelessly written. Another ordered three teeth " left out," and we spoiled the gear by cutting off and actually leaving out three teeth, instead of not cutting them at all, as expected. The order to " make gears like last lot " leads to much trouble; for although it appears to be definite it allows of many blunders. We receive many letters undated, with no town or state given, and often unsigned. Good sketches will prevent many errors.
page 37 FINISHED IRON CUT BEVEL GEARS. STOCK LIST.
See preceding description. Ready made and kept in stock, and cannot be altered in any particular. Bevel gears of different pairs will not run together.
No. P. D. Teeth. Face. Holes. pePrripeaeir. Postage. 4007 4008 N 4009 '6 4010 I 4011 14 4012 I 4013 IN 4014 2 4015 214 4016 2 4018 3 4019 3 4020 4 4022 5 4023 6 4051 2 4053 3 4055 6 4070 2 4071 2 4072 3 4074 4 4076 5 4077 6 4110 2 4112 5 4125 3 4127 4 4129 6 4140 4 4141 6
Miter. 16 3-16 " 18 5-32 Si 18 3-16 5-16 " 6 20 4 % 11 20 5-16 7-16 di 22 % 7-16 " 22 7-16 1, 24 7-16 11 27 9-16 30 9-16 % 61 30 N N 11 30 % 1i 32 I 11 36 14 A) •• 36. I7 I x 1Y3 30 x 20 % x% x 2 36 x 24 % % x x 4 42 x 28 I I x x I 36 x 18 4 7-16 x % x 114 36 x 18 % 9-16 x % x 1 36 x 18 7-16 3 x 7-16 x 2 40 x 20 3 N x x 2 44 x 22 I 36 x % x 3 44 x 22 N I x N x 1 45 x 18 5-16 % x% x 2 50 x 20 N 7,6 x x I 48x 16 % N x% x 48 x 16 % x 7-16 x 2 54x 18 I I x x I 64 x 16 7-16 N x% x li 64 x I 6 I x 7-16 .40 o .60 0 .75 .05 .75 .05 .90 .05 1.00 .10 1.25 .10 1.50 .15 2.00 .20 2.40 .25 3.00 .30 3.50 .40 4.00 .50 5.00 6.00 1.70 .15 2.50 .20 5.00 .30 1.50 .15 1.85 .20 2.25 .25 3.00 .30 3.75 .40 4.50 .50 1.75 .15 3.50 .30 2.00. .20 3.00 .30 4.00 .50 2.50 .20 3.75 .30
Every order for a list gear must give the list number.
page 38-39
STOCK LIST 1/2 FACE, 8 PITCH. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Hole. Style. Price. Postage. 2512 12 Plain. .70 .10 2516 2 16 % 61 1.00 .10 2520 2 20 .• 1.40 2524 3 24 N 1.60 2528 3%2 28 66 1.80 2532 4 32 7i 16 2.00 2538 5 40 ‘. Webbed. 2.50 2540 6 48 66 3.00 2542 7 56 .. 3.50 2544 8 64 1 4.00 2547 10 80 66 Spoked. 4.50 2549 12 96 U.i. 5.20 2550 14 112 IS 11 6.00 2551 16 128 6.50 2552 18 144 66 7.00 2553 20 160 7.50 2599 Rack, Cast Iron, 1" face, 1" thick, per inch, .25
Every order for a list gear must give the list number.
.20 .30 .50 .60 .60 .03
CARELESSNESS. Carelessness is generally responsible for trouble and delay. Thus, one order was for a gear with a hole, afterwards found to be 16, carelessly written. Another ordered three teeth " left out," and we spoiled the gear by cutting off and actually leaving out three teeth, instead of not cutting them at all, as expected. The order to " make gears like last lot " leads to much trouble; for although it appears to be definite it allows of many blunders. We receive many letters undated, with no town or state given, and often unsigned. Good sketches will prevent many errors.
page 37 FINISHED IRON CUT BEVEL GEARS. STOCK LIST.
See preceding description. Ready made and kept in stock, and cannot be altered in any particular. Bevel gears of different pairs will not run together.
No. P. D. Teeth. Face. Holes. pePrripeaeir. Postage. 4007 4008 N 4009 '6 4010 I 4011 14 4012 I 4013 IN 4014 2 4015 214 4016 2 4018 3 4019 3 4020 4 4022 5 4023 6 4051 2 4053 3 4055 6 4070 2 4071 2 4072 3 4074 4 4076 5 4077 6 4110 2 4112 5 4125 3 4127 4 4129 6 4140 4 4141 6
Miter. 16 3-16 " 18 5-32 Si 18 3-16 5-16 " 6 20 4 % 11 20 5-16 7-16 di 22 % 7-16 " 22 7-16 1, 24 7-16 11 27 9-16 30 9-16 % 61 30 N N 11 30 % 1i 32 I 11 36 14 A) •• 36. I7 I x 1Y3 30 x 20 % x% x 2 36 x 24 % % x x 4 42 x 28 I I x x I 36 x 18 4 7-16 x % x 114 36 x 18 % 9-16 x % x 1 36 x 18 7-16 3 x 7-16 x 2 40 x 20 3 N x x 2 44 x 22 I 36 x % x 3 44 x 22 N I x N x 1 45 x 18 5-16 % x% x 2 50 x 20 N 7,6 x x I 48x 16 % N x% x 48 x 16 % x 7-16 x 2 54x 18 I I x x I 64 x 16 7-16 N x% x li 64 x I 6 I x 7-16 .40 o .60 0 .75 .05 .75 .05 .90 .05 1.00 .10 1.25 .10 1.50 .15 2.00 .20 2.40 .25 3.00 .30 3.50 .40 4.00 .50 5.00 6.00 1.70 .15 2.50 .20 5.00 .30 1.50 .15 1.85 .20 2.25 .25 3.00 .30 3.75 .40 4.50 .50 1.75 .15 3.50 .30 2.00. .20 3.00 .30 4.00 .50 2.50 .20 3.75 .30
Every order for a list gear must give the list number.
Grants-Gear-Book-Lexington-Gear-Works-1892-page-38-39-Stock-list-One-half-inch-face-12-Pitch-- CAST STOCK LIST 1/2 FACE, 12 PITCH..
page 38-39 text 38 CAST STOCK LIST 1/2 FACE, 12 PITCH.
Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Diam. Hub. Style. Price. Postage. 1050 I 12 No Hub. Plain. .10 .05 1051 1'4 15 rc 66 .10 .05 1052 18 .10 .10 1053 21 it 66 .10 .10 1054 2 24 114 Webbed. .20 .10 1055 214 27 .25 .15 1056 30 .30 .20 1057 33 .35 .25 1058 3 36 1 .. .40 .30 1059 42 .40 .30 1060 4 48 .50 .30 1061 54 .50 .30 1062 5 60 .60 .35 1063 66 Spoked. .60 •35 1064 6 72 .60 .40 1065 78 1h .70 .40 1066 7 84 .70 - .45 1067 90 .70 .45 1068 8 96 66 .80 .50 1069 102 .80 .50 1070 9 108 66 if .90 .50 1071 114 66 66 1.00 .60 1072 10 120 66 66• 1.10 .60 1073 10 126 66 66" 1.20 1074 II 132 66 66 1.30 1075 11 138 66 1.40 1076 12 144 66 66 I.50 1099 Rack, " face, 7-16" thick, 24" long, .80
Every order for a list gear must give the list number. 12 Pitch.
page 39 CAST STOCK LIST 1 FACE, 8 PITCH.
Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Diam. Hub. Style. Price. Postage. 1020 1 12 No Hub. Plain. .15 .10 1021 1% 14 .20 .15 1022 2 16 LI .25 .15 1023 2 20 Ai .35 .20 1024 3 24 Webbed. .55 .25 1025 3 28 if Li .70 .40 1026 4 32 LL Si .80 .50 1027 4'%2 36 16 .11 .90 1028 5 40 1 N 1.00 1029 - 5% 44 66 1.10 1030 6 48 61 1.20 1031 7 56 61 1.30 1032 8 64 66 Spoked. 1.40 1033 9 72 61 1.50 1034 10 80 1.70 1035 II 88 61 1.90 1036 12 96 2 2.20 1037 14 112 16 2.50 1038 16 128 214 Si 3.00 1039 18 144 21 ii 3.80 1040 20 160 2'X4 66 4.50 1099 Rack, I" face, %" thick, 24" long, 1.40
Every order for a list gear must give the list number. 8 Pitch.
page 40-41
Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Diam. Hub. Style. Price. Postage. 1050 I 12 No Hub. Plain. .10 .05 1051 1'4 15 rc 66 .10 .05 1052 18 .10 .10 1053 21 it 66 .10 .10 1054 2 24 114 Webbed. .20 .10 1055 214 27 .25 .15 1056 30 .30 .20 1057 33 .35 .25 1058 3 36 1 .. .40 .30 1059 42 .40 .30 1060 4 48 .50 .30 1061 54 .50 .30 1062 5 60 .60 .35 1063 66 Spoked. .60 •35 1064 6 72 .60 .40 1065 78 1h .70 .40 1066 7 84 .70 - .45 1067 90 .70 .45 1068 8 96 66 .80 .50 1069 102 .80 .50 1070 9 108 66 if .90 .50 1071 114 66 66 1.00 .60 1072 10 120 66 66• 1.10 .60 1073 10 126 66 66" 1.20 1074 II 132 66 66 1.30 1075 11 138 66 1.40 1076 12 144 66 66 I.50 1099 Rack, " face, 7-16" thick, 24" long, .80
Every order for a list gear must give the list number. 12 Pitch.
page 39 CAST STOCK LIST 1 FACE, 8 PITCH.
Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Diam. Hub. Style. Price. Postage. 1020 1 12 No Hub. Plain. .15 .10 1021 1% 14 .20 .15 1022 2 16 LI .25 .15 1023 2 20 Ai .35 .20 1024 3 24 Webbed. .55 .25 1025 3 28 if Li .70 .40 1026 4 32 LL Si .80 .50 1027 4'%2 36 16 .11 .90 1028 5 40 1 N 1.00 1029 - 5% 44 66 1.10 1030 6 48 61 1.20 1031 7 56 61 1.30 1032 8 64 66 Spoked. 1.40 1033 9 72 61 1.50 1034 10 80 1.70 1035 II 88 61 1.90 1036 12 96 2 2.20 1037 14 112 16 2.50 1038 16 128 214 Si 3.00 1039 18 144 21 ii 3.80 1040 20 160 2'X4 66 4.50 1099 Rack, I" face, %" thick, 24" long, 1.40
Every order for a list gear must give the list number. 8 Pitch.
Grants-Gear-Book-Lexington-Gear-Works-1892-page-40-41-CAST STOCK LIST 1/2 FACE, 12 PITCH
---Finished-iron-cut-bevel-gears-desciptions.
page 40,41 text page 40
CAST STOCK LIST 2 FACE, 4 PITCH.
Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Diam. Hub. Style. Price. 1310 3 12 No Hub. Plain. 1.10 1311 X% 13 61 61 1.20 1312 3 14 1.40 1313 3% 15 66 1.50 1314 4 16 1.60 1316 4 18 1.80 1318 5 20 2'4 Webbed. 2.00 1320 6 24 2.40 1322 7 28 2 2.60 1324 8 32 2% 2.80 1326 9 36 3.00 1328 10 40 3 3.40 1329 11 44 ali. Spoked. 3.80 1330 12 48 31 66 3.90 1332 14 56 .. 4.50 1334 I6 64 66 5.00 1336 18 72 16 5.50 1338 20 80 3% 61 6.00 1339 22 88 16 16 6.50 1340 24 96 .. 66 7.00 /1341 26 104 4 66 7.50 1342 28 112 8.00 1343 30 120 414 61 8.50 1344 32 128 9.00 1345 34 136 9.50 1346 36 144 4 66 10.00 1399 Rack, 2" face, 1" thick, 36" long, 2.50 Every order for a list gear must give the list number.
page 41
CAST STOCK LIST 2 FACE, 4 PITCH.
Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Diam. Hub. Style. Price. 1310 3 12 No Hub. Plain. 1.10 1311 X% 13 61 61 1.20 1312 3 14 1.40 1313 3% 15 66 1.50 1314 4 16 1.60 1316 4 18 1.80 1318 5 20 2'4 Webbed. 2.00 1320 6 24 2.40 1322 7 28 2 2.60 1324 8 32 2% 2.80 1326 9 36 3.00 1328 10 40 3 3.40 1329 11 44 ali. Spoked. 3.80 1330 12 48 31 66 3.90 1332 14 56 .. 4.50 1334 I6 64 66 5.00 1336 18 72 16 5.50 1338 20 80 3% 61 6.00 1339 22 88 16 16 6.50 1340 24 96 .. 66 7.00 /1341 26 104 4 66 7.50 1342 28 112 8.00 1343 30 120 414 61 8.50 1344 32 128 9.00 1345 34 136 9.50 1346 36 144 4 66 10.00 1399 Rack, 2" face, 1" thick, 36" long, 2.50 Every order for a list gear must give the list number.
page 42-43
CAST STOCK LIST 2 FACE, 4 PITCH.
Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Diam. Hub. Style. Price. 1310 3 12 No Hub. Plain. 1.10 1311 X% 13 61 61 1.20 1312 3 14 1.40 1313 3% 15 66 1.50 1314 4 16 1.60 1316 4 18 1.80 1318 5 20 2'4 Webbed. 2.00 1320 6 24 2.40 1322 7 28 2 2.60 1324 8 32 2% 2.80 1326 9 36 3.00 1328 10 40 3 3.40 1329 11 44 ali. Spoked. 3.80 1330 12 48 31 66 3.90 1332 14 56 .. 4.50 1334 I6 64 66 5.00 1336 18 72 16 5.50 1338 20 80 3% 61 6.00 1339 22 88 16 16 6.50 1340 24 96 .. 66 7.00 /1341 26 104 4 66 7.50 1342 28 112 8.00 1343 30 120 414 61 8.50 1344 32 128 9.00 1345 34 136 9.50 1346 36 144 4 66 10.00 1399 Rack, 2" face, 1" thick, 36" long, 2.50 Every order for a list gear must give the list number.
page 41
CAST STOCK LIST 2 FACE, 4 PITCH.
Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. Teeth. Diam. Hub. Style. Price. 1310 3 12 No Hub. Plain. 1.10 1311 X% 13 61 61 1.20 1312 3 14 1.40 1313 3% 15 66 1.50 1314 4 16 1.60 1316 4 18 1.80 1318 5 20 2'4 Webbed. 2.00 1320 6 24 2.40 1322 7 28 2 2.60 1324 8 32 2% 2.80 1326 9 36 3.00 1328 10 40 3 3.40 1329 11 44 ali. Spoked. 3.80 1330 12 48 31 66 3.90 1332 14 56 .. 4.50 1334 I6 64 66 5.00 1336 18 72 16 5.50 1338 20 80 3% 61 6.00 1339 22 88 16 16 6.50 1340 24 96 .. 66 7.00 /1341 26 104 4 66 7.50 1342 28 112 8.00 1343 30 120 414 61 8.50 1344 32 128 9.00 1345 34 136 9.50 1346 36 144 4 66 10.00 1399 Rack, 2" face, 1" thick, 36" long, 2.50 Every order for a list gear must give the list number.
Grants-Gear-Book-Lexington-Gear-Works-1892-page-42-43-
page 42-43 text page 42
CAST STOCK LIST. MITER AND BEVEL GEARS WITH CAST TEETH.
Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. 1 Teeth. Face. Diam. Hub. 1100 1101 Miter. 114 " 12 15 5-16 Price Postage. per Pair. .10 . I 0 .05 .10 II 0 2 '1 15 .15 .20 II 03 IN '1 16 II 04 2 " 20 .30 .20 .35 .20 II 05 214 " 22 • 1% .45 .20 II 0 6 " 25 .50 .30 II 0 7 II 0 8 3 3 '1 24 .75 _ .50 29 • 1% 1.0 0 .60 11 0 9 4 " 32 1 2 1.20 .60 --I 5 40 I 2.4 1.5 0 1112 1120 11 23 6 " 3 x2 5 x3 48 1;i3 2.00 30 x 20 50 x 30 1 x IY3 .50 I % x 2 1.00 .30 .60 1130 1131 1132 2 x x 3 x 24 x 12 30 x I 5 48 x 24 Il x .15 1 x .20 I x I .40 .10 .15 .2a 1133 x 1134 4 x 2 42 x 2 I 30 x 15 • I% x 1 .60 .30 • 1%x 14 .75 .40 1135 1136 1137 5 x2i 6 x3 8 x4 40 x 20 % 1% x I.00 .60 48 x 24 I /24 x11% 1.25 64 x 32 14 , x V% 2.00 1138 10 x 5 1144 3 x 50 x 2 5 I% 3 x2% 36 x 12 14x % 3.00 • .25 .15 1145 x 1'4 45x 15 % 1%x 1 .45 .30 1146 x 54 x 18 % x I .40, .30 1147 1148 II 55 6 x2 9 x3 4 x 1 I56 f x 1157 8 x2 . 72 x 24 % I% x 1.00 72 x 24 14 2% x 23 2.00 48 x 12 11-6 x .30 72 x 18 % 1% x 14 .90 64x 16 14 1%x 1.50 .60 .30 .50 II 60 II 64 5 x 1 6 x I 60 x 12 72 x I 2 x % .50 .40 1 % x .e0 .50
Every order for a list gear must give the list number. Miter or bevel gears of different pairs will not run together.
page 43
GEARS WITH CAST TEETH TO ORDER.
The stock list gears with cast teeth are the only ones carried in stock, and they can be altered only at the hub. We can make any special cast gear to order, and will quote a price on receipt of full particulars. We have no collection of odd patterns for this purpose, every pattern being fully described in this catalogue. We do not solicit repair jobs in this line, as we never have the odd gear to suit and cannot fill such special orders at short notice. We cannot make cast gears to run with cast gears of any other make unless ordered for that special purpose. A few small gears with cast teeth, when made to special order, will cost more than cut gears. HEAVY CAST LIST GEARS TO ORDER. When the cast gear wanted agrees exactly with the following list as to face, number of teeth and style, we can make to order at shorter notice and at a lower price than otherwise, and will quote price on receipt of particulars. We can generally make hub and core hole to suit the customer, but the list dimensions are unchangeable. The patterns are strong and the spokes are flat. We bore holes and make key ways when so directed, but we cannot warrant a fit to a shaft or a key that we do not have in our hands to work to. Designate gear wanted by letter and diameter, thus : A 12, or N 18 x 6. SPUR GEARS OF 3 INCH FACE AND 3 PITCH. P. D. Teeth.
SPUR GEARS OF 4 INCH FACE AND 2 PITCH. P. D. Teeth.
Plain. A 3? 10 A_ 3f 11 A 4 12 A 41 13 A 41 14 Webbed. A 5 15 A 51 16 A 5f 17 A 6 18 A 61 19 A Gf 20 A 7 21 A 8 24 A 9 27 A 10 30 A 11 33 Al2 36 Spoked. A 131 40 A 15 45 A 16 A 171 A 181 A 20 A 22 A 24 A 261 A 291 A 32 A 36 A 40 48 52 56 60 66 72 80 88 96 108 120 Plain. B 5 10 B 54 11 B 6 12 B 64 13 Webbed. B 7 14 B 74 15 B 8 16 B 8i 17 B_ 9 18 B 94 B 10 B 11 B 12 B 13 B 14 B 15 B 16 19 20 22 24 26 28 30 32 Spoked. B 18 36 B20 40. B 22 44 B 24 B 26 B 28 B 30 B 33 B 36 B 40 B 44 B 48 B 54 B 60 48 52 56 60 66 72 80 88 96 108 120 MITER AND BEVEL GEARS.
P. D. Teeth. Face. Miter Gears. M 8 32 2 M 10 38 24 M 12 44 3 M 16 50 4 M 20 56 5 M 24 62 54 Bevel Gears. N 8 x 4 32 x 16 2 N 10 x 5 36 x 18 24 N 12 x 6 40 x 20 3 N 18,x 9 44 x 22 4 N 12 x 4 48 x 16 N 18 x 6 63 x 21 .4 N 16 x 4 64 x 16 _4_ N 20 x 5 60 x 15 44 The actual sizes of teeth of 2 and 3 pitch are shown on page 9.
8888888888888888888888888888
page 44-45
CAST STOCK LIST. MITER AND BEVEL GEARS WITH CAST TEETH.
Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
No. P. D. 1 Teeth. Face. Diam. Hub. 1100 1101 Miter. 114 " 12 15 5-16 Price Postage. per Pair. .10 . I 0 .05 .10 II 0 2 '1 15 .15 .20 II 03 IN '1 16 II 04 2 " 20 .30 .20 .35 .20 II 05 214 " 22 • 1% .45 .20 II 0 6 " 25 .50 .30 II 0 7 II 0 8 3 3 '1 24 .75 _ .50 29 • 1% 1.0 0 .60 11 0 9 4 " 32 1 2 1.20 .60 --I 5 40 I 2.4 1.5 0 1112 1120 11 23 6 " 3 x2 5 x3 48 1;i3 2.00 30 x 20 50 x 30 1 x IY3 .50 I % x 2 1.00 .30 .60 1130 1131 1132 2 x x 3 x 24 x 12 30 x I 5 48 x 24 Il x .15 1 x .20 I x I .40 .10 .15 .2a 1133 x 1134 4 x 2 42 x 2 I 30 x 15 • I% x 1 .60 .30 • 1%x 14 .75 .40 1135 1136 1137 5 x2i 6 x3 8 x4 40 x 20 % 1% x I.00 .60 48 x 24 I /24 x11% 1.25 64 x 32 14 , x V% 2.00 1138 10 x 5 1144 3 x 50 x 2 5 I% 3 x2% 36 x 12 14x % 3.00 • .25 .15 1145 x 1'4 45x 15 % 1%x 1 .45 .30 1146 x 54 x 18 % x I .40, .30 1147 1148 II 55 6 x2 9 x3 4 x 1 I56 f x 1157 8 x2 . 72 x 24 % I% x 1.00 72 x 24 14 2% x 23 2.00 48 x 12 11-6 x .30 72 x 18 % 1% x 14 .90 64x 16 14 1%x 1.50 .60 .30 .50 II 60 II 64 5 x 1 6 x I 60 x 12 72 x I 2 x % .50 .40 1 % x .e0 .50
Every order for a list gear must give the list number. Miter or bevel gears of different pairs will not run together.
page 43
GEARS WITH CAST TEETH TO ORDER.
The stock list gears with cast teeth are the only ones carried in stock, and they can be altered only at the hub. We can make any special cast gear to order, and will quote a price on receipt of full particulars. We have no collection of odd patterns for this purpose, every pattern being fully described in this catalogue. We do not solicit repair jobs in this line, as we never have the odd gear to suit and cannot fill such special orders at short notice. We cannot make cast gears to run with cast gears of any other make unless ordered for that special purpose. A few small gears with cast teeth, when made to special order, will cost more than cut gears. HEAVY CAST LIST GEARS TO ORDER. When the cast gear wanted agrees exactly with the following list as to face, number of teeth and style, we can make to order at shorter notice and at a lower price than otherwise, and will quote price on receipt of particulars. We can generally make hub and core hole to suit the customer, but the list dimensions are unchangeable. The patterns are strong and the spokes are flat. We bore holes and make key ways when so directed, but we cannot warrant a fit to a shaft or a key that we do not have in our hands to work to. Designate gear wanted by letter and diameter, thus : A 12, or N 18 x 6. SPUR GEARS OF 3 INCH FACE AND 3 PITCH. P. D. Teeth.
SPUR GEARS OF 4 INCH FACE AND 2 PITCH. P. D. Teeth.
Plain. A 3? 10 A_ 3f 11 A 4 12 A 41 13 A 41 14 Webbed. A 5 15 A 51 16 A 5f 17 A 6 18 A 61 19 A Gf 20 A 7 21 A 8 24 A 9 27 A 10 30 A 11 33 Al2 36 Spoked. A 131 40 A 15 45 A 16 A 171 A 181 A 20 A 22 A 24 A 261 A 291 A 32 A 36 A 40 48 52 56 60 66 72 80 88 96 108 120 Plain. B 5 10 B 54 11 B 6 12 B 64 13 Webbed. B 7 14 B 74 15 B 8 16 B 8i 17 B_ 9 18 B 94 B 10 B 11 B 12 B 13 B 14 B 15 B 16 19 20 22 24 26 28 30 32 Spoked. B 18 36 B20 40. B 22 44 B 24 B 26 B 28 B 30 B 33 B 36 B 40 B 44 B 48 B 54 B 60 48 52 56 60 66 72 80 88 96 108 120 MITER AND BEVEL GEARS.
P. D. Teeth. Face. Miter Gears. M 8 32 2 M 10 38 24 M 12 44 3 M 16 50 4 M 20 56 5 M 24 62 54 Bevel Gears. N 8 x 4 32 x 16 2 N 10 x 5 36 x 18 24 N 12 x 6 40 x 20 3 N 18,x 9 44 x 22 4 N 12 x 4 48 x 16 N 18 x 6 63 x 21 .4 N 16 x 4 64 x 16 _4_ N 20 x 5 60 x 15 44 The actual sizes of teeth of 2 and 3 pitch are shown on page 9.
Grants-Gear-Book-Lexington-Gear-Works-1892-page-page 44-45
page page 44-45 text page 44-45
CAST STOCK LIST. MITER AND BEVEL GEARS WITH CAST TEETH. Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
. GEARS WITH CAST TEETH TO ORDER. The stock list gears with cast teeth are the only ones carried in stock, and they can be altered only at the hub. We can make any special cast gear to order, and will quote a price on receipt of full particulars. We have no collection of odd patterns for this purpose, every pattern being fully described in this catalogue. We do not solicit repair jobs in this line, as we never have the odd gear to suit and cannot fill such special orders at short notice. We cannot make cast gears to run with cast gears of any other make unless ordered for that special purpose. A few small gears with cast teeth, when made to special order, will cost more than cut gears. HEAVY CAST LIST GEARS TO ORDER. When the cast gear wanted agrees exactly with the following list as to face, number of teeth and style, we can make to order at shorter notice and at a lower price than otherwise, and will quote price on receipt of particulars. We can generally make hub and core hole to suit the customer, but the list dimensions are unchangeable. The patterns are strong and the spokes are flat. We bore holes and make key ways when so directed, but we cannot warrant a fit to a shaft or a key that we do not have in our hands to work to. Designate gear wanted by letter and diameter, thus : A 12, or N 18 x 6. SPUR GEARS OF 3 INCH FACE AND 3 PITCH. P. D. Teeth. SPUR GEARS OF 4 INCH FACE AND 2 PITCH. P. D. Teeth.
$$$$$$$$$$$$$$$$$$$$$$
page 46-47
CAST STOCK LIST. MITER AND BEVEL GEARS WITH CAST TEETH. Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
. GEARS WITH CAST TEETH TO ORDER. The stock list gears with cast teeth are the only ones carried in stock, and they can be altered only at the hub. We can make any special cast gear to order, and will quote a price on receipt of full particulars. We have no collection of odd patterns for this purpose, every pattern being fully described in this catalogue. We do not solicit repair jobs in this line, as we never have the odd gear to suit and cannot fill such special orders at short notice. We cannot make cast gears to run with cast gears of any other make unless ordered for that special purpose. A few small gears with cast teeth, when made to special order, will cost more than cut gears. HEAVY CAST LIST GEARS TO ORDER. When the cast gear wanted agrees exactly with the following list as to face, number of teeth and style, we can make to order at shorter notice and at a lower price than otherwise, and will quote price on receipt of particulars. We can generally make hub and core hole to suit the customer, but the list dimensions are unchangeable. The patterns are strong and the spokes are flat. We bore holes and make key ways when so directed, but we cannot warrant a fit to a shaft or a key that we do not have in our hands to work to. Designate gear wanted by letter and diameter, thus : A 12, or N 18 x 6. SPUR GEARS OF 3 INCH FACE AND 3 PITCH. P. D. Teeth. SPUR GEARS OF 4 INCH FACE AND 2 PITCH. P. D. Teeth.
Grants-Gear-Book-Lexington-Gear-Works-1892-page-46-47
page page page 46-47 text page page 46-47
CAST STOCK LIST. MITER AND BEVEL GEARS WITH CAST TEETH. Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
. GEARS WITH CAST TEETH TO ORDER. The stock list gears with cast teeth are the only ones carried in stock, and they can be altered only at the hub. We can make any special cast gear to order, and will quote a price on receipt of full particulars. We have no collection of odd patterns for this purpose, every pattern being fully described in this catalogue. We do not solicit repair jobs in this line, as we never have the odd gear to suit and cannot fill such special orders at short notice. We cannot make cast gears to run with cast gears of any other make unless ordered for that special purpose. A few small gears with cast teeth, when made to special order, will cost more than cut gears. HEAVY CAST LIST GEARS TO ORDER. When the cast gear wanted agrees exactly with the following list as to face, number of teeth and style, we can make to order at shorter notice and at a lower price than otherwise, and will quote price on receipt of particulars. We can generally make hub and core hole to suit the customer, but the list dimensions are unchangeable. The patterns are strong and the spokes are flat. We bore holes and make key ways when so directed, but we cannot warrant a fit to a shaft or a key that we do not have in our hands to work to. Designate gear wanted by letter and diameter, thus : A 12, or N 18 x 6. SPUR GEARS OF 3 INCH FACE AND 3 PITCH. P. D. Teeth. SPUR GEARS OF 4 INCH FACE AND 2 PITCH. P. D. Teeth.
*********************begin extra
CAST STOCK LIST. MITER AND BEVEL GEARS WITH CAST TEETH. Rough iron spur gears, with cast teeth. See preceding description. Ready made and kept in stock, and cannot be altered in any particular.
. GEARS WITH CAST TEETH TO ORDER. The stock list gears with cast teeth are the only ones carried in stock, and they can be altered only at the hub. We can make any special cast gear to order, and will quote a price on receipt of full particulars. We have no collection of odd patterns for this purpose, every pattern being fully described in this catalogue. We do not solicit repair jobs in this line, as we never have the odd gear to suit and cannot fill such special orders at short notice. We cannot make cast gears to run with cast gears of any other make unless ordered for that special purpose. A few small gears with cast teeth, when made to special order, will cost more than cut gears. HEAVY CAST LIST GEARS TO ORDER. When the cast gear wanted agrees exactly with the following list as to face, number of teeth and style, we can make to order at shorter notice and at a lower price than otherwise, and will quote price on receipt of particulars. We can generally make hub and core hole to suit the customer, but the list dimensions are unchangeable. The patterns are strong and the spokes are flat. We bore holes and make key ways when so directed, but we cannot warrant a fit to a shaft or a key that we do not have in our hands to work to. Designate gear wanted by letter and diameter, thus : A 12, or N 18 x 6. SPUR GEARS OF 3 INCH FACE AND 3 PITCH. P. D. Teeth. SPUR GEARS OF 4 INCH FACE AND 2 PITCH. P. D. Teeth.
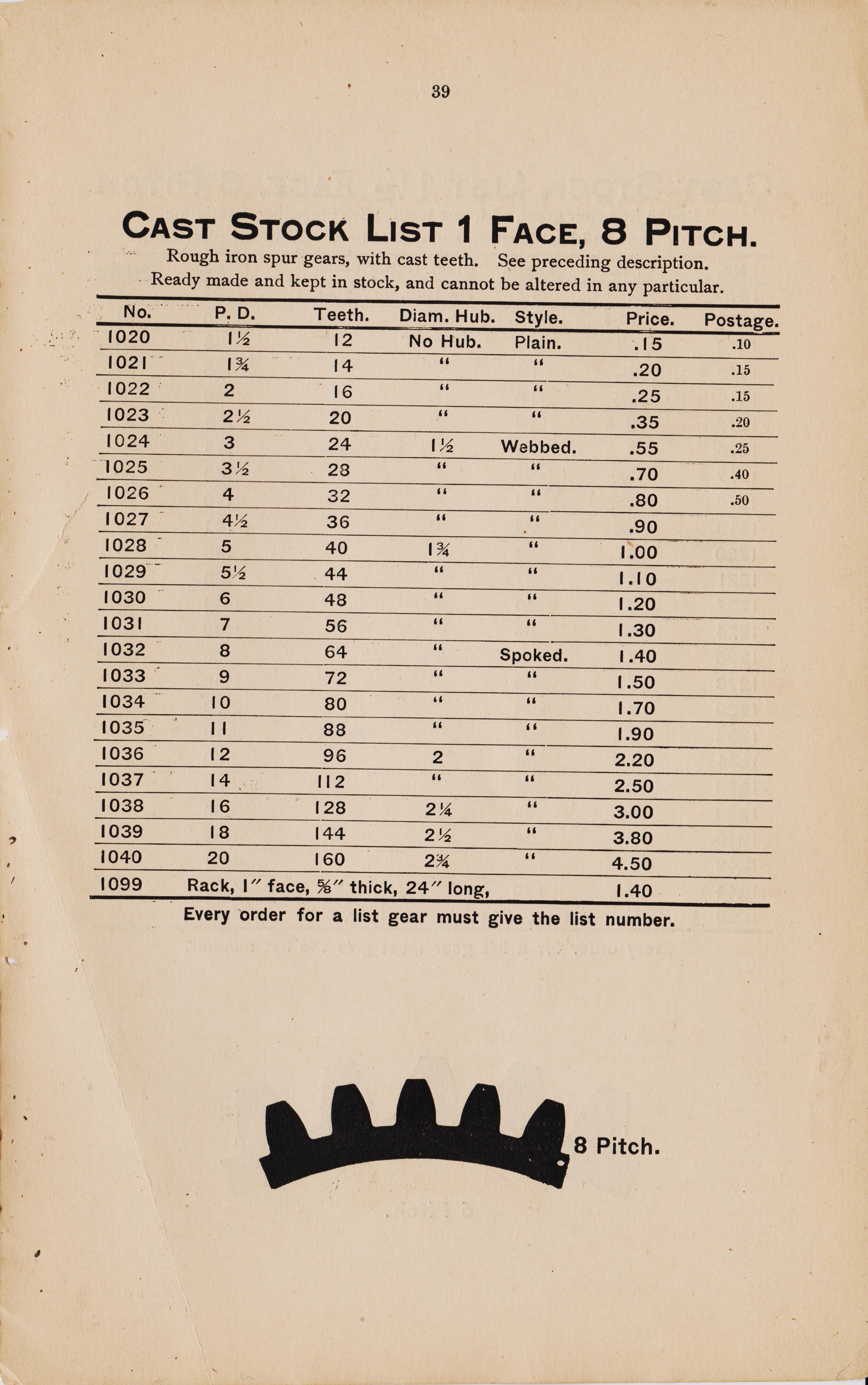
Grants Gear Book Lexington Gear Works 1892. Page 14-15
This is also a Winton Gear Cutting Machine. Antiquemachinery.com has one a slightly ornate one of them from the 1890's in it's collection from the BRECK auction. Gears with Planed-Teeth-are more accurate along Profile along-pitch-line. .
This is also a Winton Gear Cutting Machine. Antiquemachinery.com has one a slightly ornate one of them from the 1890's in it's collection from the BRECK auction. Gears with Planed-Teeth-are more accurate along Profile along-pitch-line. .