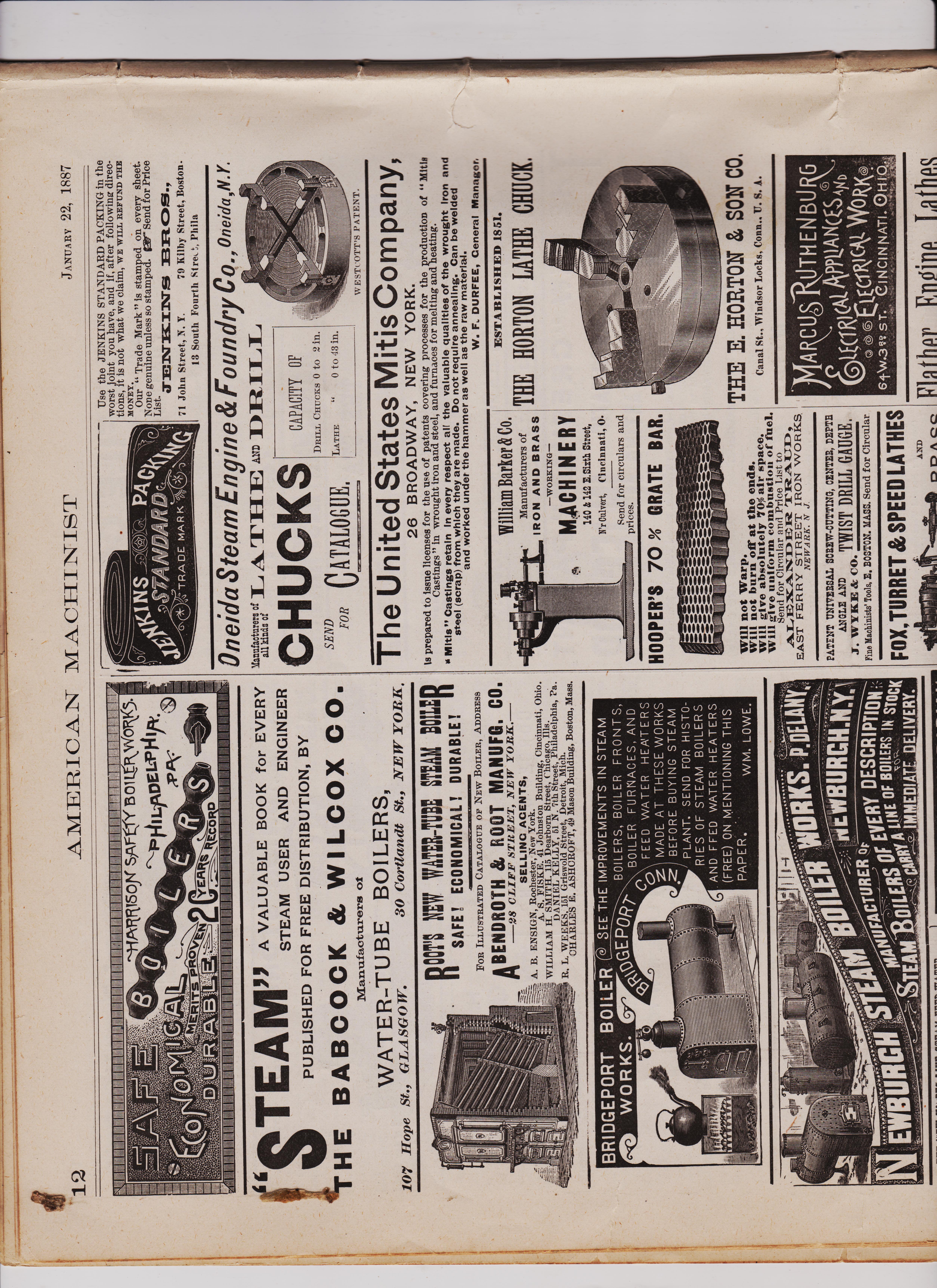
BROWN & SHARPE MFG. CO.
No. 3 SURFACE CRINDINC MACHINE.
Manufacturers of
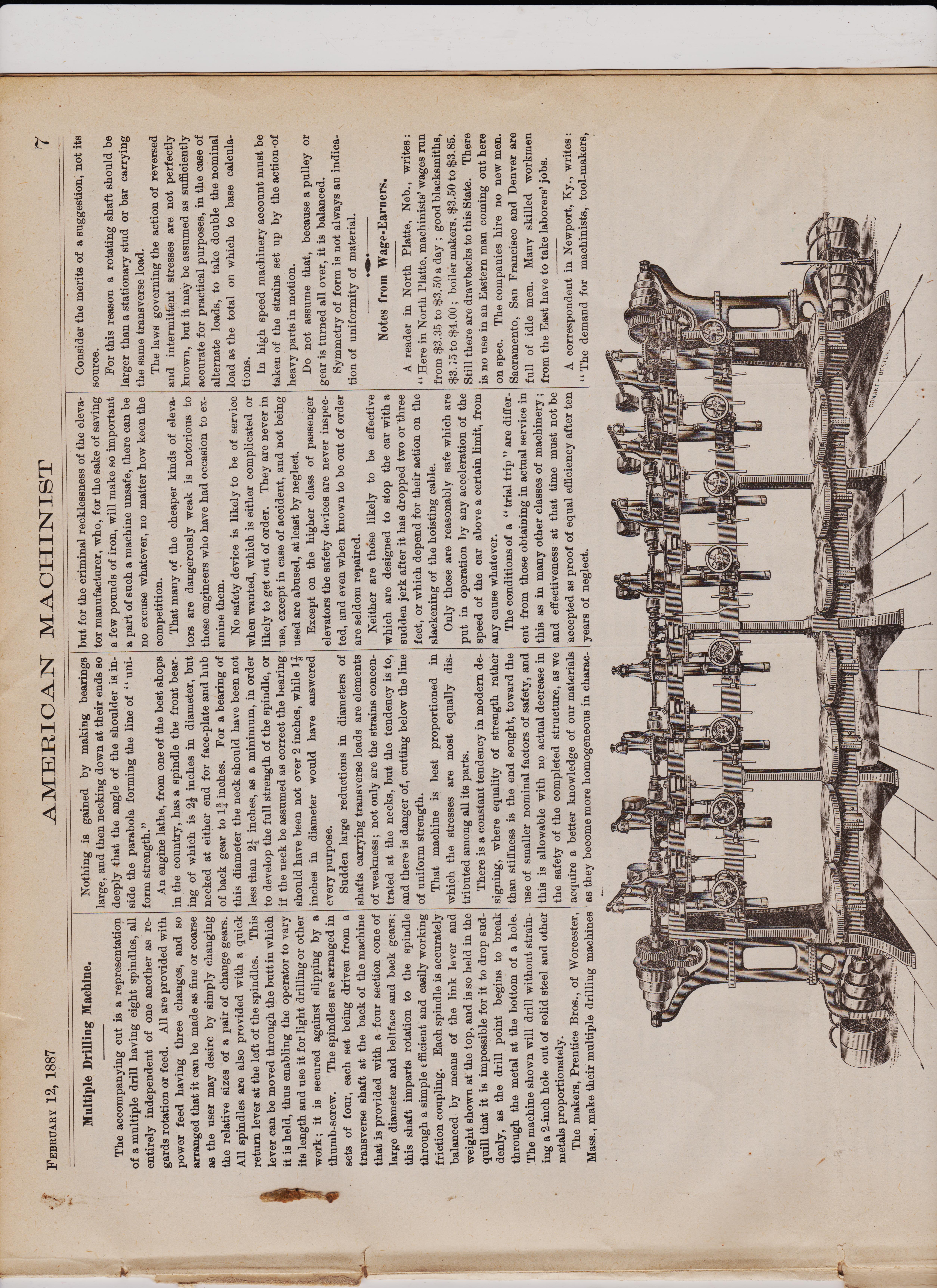
MACHINERY AND TOOLS, PROVIDENCE, R. I. This Machine is designed for flat and true surface grinding and finishing. It is an effec-tive substitute for the operations of filing and stoning. The entire cost of files, and three-quarters of the labor usually expended on these operations are saved, beside obtainine better surfaces upon the work done. For all finished parts of machinery of cast iron or steel, hard or soft, for punches or dies, straight edges, flattening dies, etc , it will prove invalu-able, and will produce fine work with little expense. It will Grind 14" wide, 36" long, 10" high, using a, 9" wheel. The countershaft has tight and loose pulleys 8" diam., 4" face, and should run about 276 turns per minute. Price includes countershaft, wrenches, etc., all complete, delivered F. 0. B. at Providence, R. I. Weight, 2,500 lbs. We are prepared to furnish this machine lengthened,to grind 5 ft. long. Weight, 3,000 lbs.
ILLUSTRATED CATALOGUE MAILED ON APPLICATION.
Grinder-Planer
-No-3-
-Brown-and-Sharpe-
Surface-Planer-
grinding-machine,-
American-Machinist
-Feb-12-1887-
****************
body

AM
A JOURAL FOR MACHINISTS, ENGINEERS, FOUNDERS, BOILER MAKERS, PATTERN MAKERS, AND BLACKSMITHS,
VOL. 10, No. 8 ,WEEKLY. NEW YORK, FEBRUARY 19, 1887.
COPYRIGHT 1887, BY AMERICAN MACHINIST PUBLISHING COMPANY. For Sale Everywhere by Newsdealers.
82.50 per Annum. SINGLE COPIES, S CENTS. ENTERED AT POST OFFICE, NEW YORK, AS SECOND CLASS MATTER.
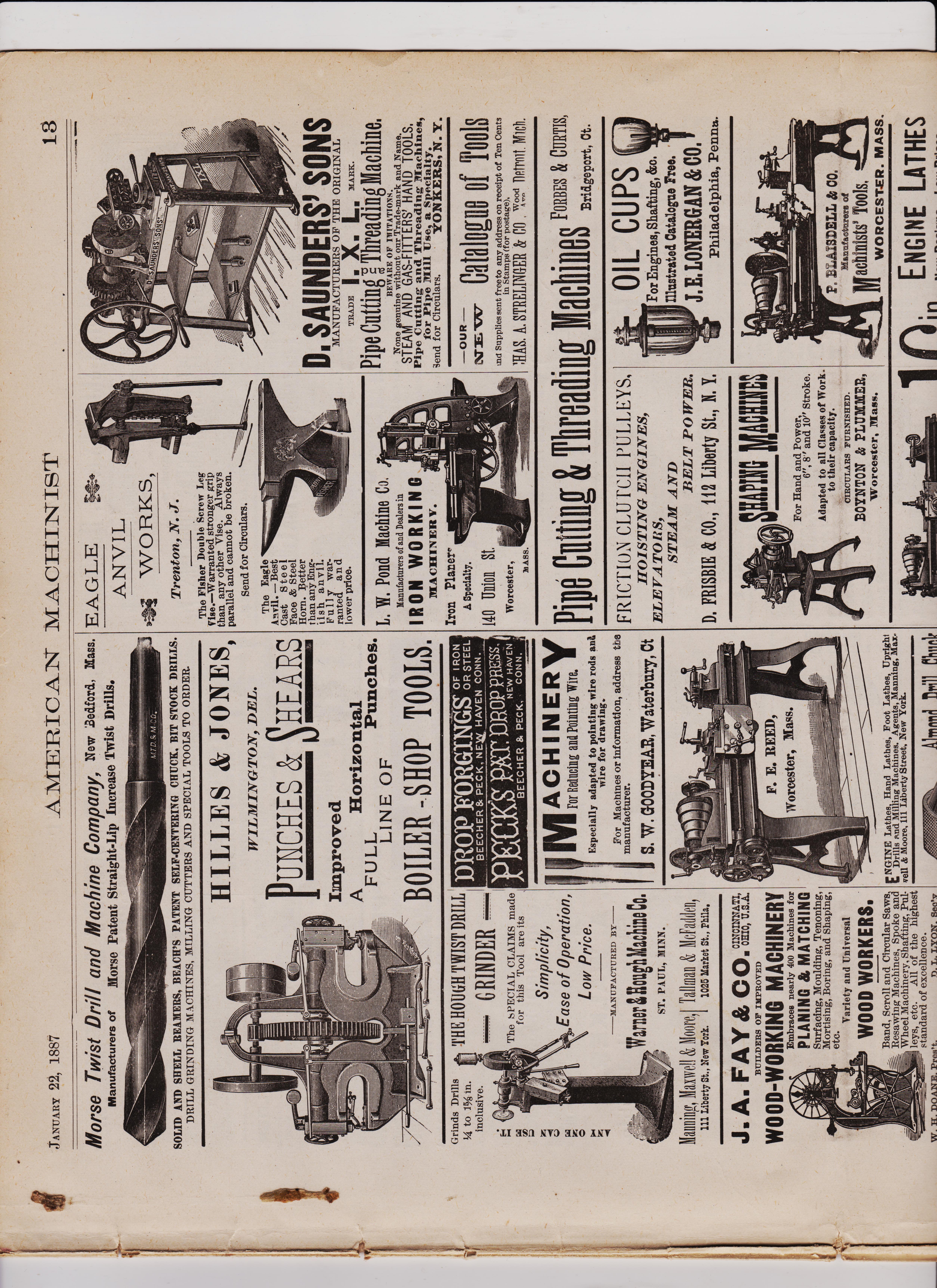
New Boring and Turning Mill.
Vertical boring and turning -mills for finishing large pulleys 'and similar classes of work are fast superseding horizontally arranged machines, owing to the greater facilities with which they can be used, and the much greater quantity of work that can be done on them. First the work is more readily set in position on a vertical than on a horizontal machine, and second it is more face-plate to under side of cross-head 9 feet. The spindle is carried on a steel step. This machine will bore and turn a wheel up to 25 feet diameter, and 9 foot face ; we are also informed that it—k(as been success-fully used for turning and facing flanges on ends of a gas meter case 12 feet 9 inches diameter, and 12 feet 9 inches in height. It requires a floor space of 26 feet 6 inches by 29 feet, and is 22 feet 6 inches high from floor to top of tool bar.
readily come at by the cutting tools. The use of two cutting tools, operating at the same time, is also very conveniently brought about in vertical machines. The illustrations, pages 1 and 2, represent a vertical boring and turning machine, built by the Pusey & Jones Co., Wilmington, Del. Tn the engraving on page 2 a half-wheel 16 feet diameter, 38 inch face, is represented as being turned off for fitting the halves together. This is very easily accomplished, as will be readily understood from the en-/ graving. This provides a convenient means for fitting half-wheels together—a job often done by the tedious process of chipping. The engraving on page 1 shows the same wheel while undergoing the operation of turn-ing—one tool working up from the bottom while the other is moving down from the top. In this machine the driving gear is ar-ranged to give a range of ten different speeds. The feed is automatic in all directions, and has a range from inch to 11 inch. The face-plate is 104 feet diameter, with radial slots for clamping work. The housings are 16 feet apart, and the greatest distance from
Suggestions in Machine Design.
By A. J. SHAW.
Make clearances ample, especially between unmachined surface. Clearances shown ± on drawings are only too apt to be — in the machine. The heavier and more massive the work, the larger the clearances. A chipped clearance is like a blot on a fair page—an unsightly blemish. The draftsman is not always the one who should be blamed for interferences; when his superiors, or others, make changes in his work, during the process of construction, without consulting him, they must take their chances. The designer, if worthy of the name, should be consulted concerning all changes made in at least the first construction of his work after it leaves his hands as a matter of business policy if for no other reason. He has studied the design more carefully
had except by sacrificing other advantages which it is important to retain. Clearances are usually arranged with the expectation of obtaining reasonably good work from the foundry and smith shop, in default of which there may be trouble. When there is any doubt as to the sufficiency of a given clearance increase it if possible. " Barely enough to pass " will fail to pass, nearly always. High speed belts occupy but a line on paper ; in the machine they occupy all the space there is, and, like the immortal Oliver, ask for more. When not running belts extend in a straight line from pulley to pulley ; when in rapid motion the centrifugal action set up causes them to " throw " away from the pulleys and spread out, thus widening the space occu-pied. For this reason, while standing parts of the machine may be located within a moderate distance of, if between, the belts, on the out-side ample space should be given them. High speed belts, if of leather, should be
may be used, one running outside of and upon the other. The belts should not be fastened together in any way, but each should run independently of the other. The sum of their widths may be equal to 'that of the single belt required to do the work. It is better that the under belt should be a little wider than the upper. This is often a very satisfactory method of reinforcing a single belt which is insufficient to do the work required of it. On account of the " throwing " of the belt away from the pulleys, and the increased tension, due to centrifugal force, a high speed belt will not transmit as much power for a given product of width and velocity as one running at a lower speed. At 3000 feet per minute this loss amounts to about one-eighth (i), while at 6000 feet per minute the loss is nearly five-twelfths ; so that to transmit a given power at the latter velocity, a belt must be made one and five-sevenths (14) the width determined by the usual rules. The tendency of modern design and prac-tice is towards narrow fast running belts on
than any one else is likely to have done, and is more familiar with its difficulties and peculiarities. He has selected each detail from many other arrangements, as presenting the greatest ,balance of advantages, and the alteration suggested may be to one of those which have been rejected for good reasons. It is often the case that clearances must be made smaller than desirable, even at some risk of interference, as an increase cannot be lented, not laced, and of the best and st carefully selected material. elts which are spongy in spots, uneven in 3kness, or which stretch more ,on one side n on the other, are sure to run badly and ' e trouble. 8 the capacity of a belt is dependent, on its width, but on its sectional area, cases in which a single belt would be of onvenient width or an ordinary " double " t of too great rigidity, two single belts
AMERICAN-MACHINIST-1887-page 16 ads.
.
MACHINIST JANUARY 22, 1887
pg 16
AM MACHINIST
FEBRUARY 12, 1887
Accurate Bevel Gears.
By the aid of Special Machinery, we are prepared to plane Bevel Gears up to 16 inches diameter, 'whose ratio is not greater than 4 to 1, with the curves of the teeth theoretically correct. This method admits of long faces, good contact and .smooth running, thereby increasing durability. For patterns to cast from and in places where high speed is required, gears cut in this manner are especially desirable.
BROWN & SHARPE MPG. CO.
MAKERS OF
Machinery and Tools, PROVIDENCE, R. I., U. S. A.
DRIVING WHEEL LATHES.
It. R. AND LOCOMOTIVE SHOP EQUIPMENTS.
NILES TOOL WORKS.
HAMILTON. OHIO.
NEW YORK, 96 Liberty St. PIHLADELPHIA, 713 Chestnut St. CHIFIGO, 96 .Lake St.
A_N-13 POWER
Traveling Crane
FOR FOUNDRY USE. Particulars on application. Full Specifications and Tender promptly submitted on receipt of capacity and span of bridge desired. SOLE MAKERS,
THE YALE & TOWNE MFG. CO. M''''Catalogues on application.
THE PRATT &
HARTFORD,
MANUFACTURE HORIZONTAL
Boring Mills,
4S in. and 66 in.
WHITNEY CO.,
ConnectiCuLt.
Double Head Traverse Drills
For 5/, in., 3 in. and smaller holes. Revolving Head Drilling
Machines.
Monitor Head Lathes and Screw Machines, Screw Slotting and Shaving Machines,Rifling Machines, Spring Coiling Machines. Price List and Discount Sheet Sent Upon Application.
The Billings Si Spencer Co., Hartford, Ct. ANU DROP FORGINGS IN COPPER, OPIIRON OR STEEL.
Pure Copper Commutator Bars for Electric Motors or Generators. Steel Commutator Rings and Nuts, Steel Wrenches and Eye Bolts.
DROP=FORGINGS-7:1930141PURINORPER.
BRASS WORKING MACHINERY.
12111. & 16111. Monitors
Valve Milling Mach's Double Key Lathes, Speed Lathes Slide Rests, Revolving Chucks for Globe Valves, Two-Jawed Chucks, Small Tools and Fixtures.
WANE n & SWASEY. Cleveland. 0.
WORCESTER, MASS.
PITILA,DELPHIA, 713 C- hestnut St. Ctilr1GO, 96:Lake St.
,
FOUNDRY TRAVELER.
FIAND POWER
Traveling Crane
FOR FOUNDRY USE. Particulars on application. Full Specifications and Tender promptly submitted on receipt of capacity and span of bridge desired. SOLE MAKERS,
THE YALE & TOWNE MFG. CO. VF–Catalogues on application. STAMFORD, CONN, NEW YORK - CHICAGO - PHILADELPHIA - BOSTON.
RAPERS, TURRET LATHES DRILLS
'22inch UPRIGHT DRILLS Back zclared DRILLS,
30 " Power-feed 32 " LODGE, DAVIS & Co. CINCINNATI, OHIO. pu-Send for Prices, IT WILL PAY YOU.
E. GOULD & EBERHARDT, E. E. CARVIN & CO., MANTJFACTURERS OP
0
NEWARK,
N. Machinists Iron Workers' Tools.
Universal Milling
GEAR WHEELS & GEAR CUTTING.
Send for Catalogue D. G.E CO II, E 13. Gr- 11 A_ 1V 7P, 666 Beverly Street, Boston.
KEY-SEATING MACHINES
and 20-in. Drills, A SPECIALTY. Our Zey-Seating Machina will save enough in 60 days'use to pay first cost ; no shop can afford to do without one. We have now ready for prompt shipment both Key-Seat-ing Machines and 20-in. Drills. Send for Photo. and Catalogue. W. P. DAVIS, NORTH BLOOMFIELD, N. Y.
J. M. ALLEN, PRESIDENT. W. B. FRANKLIN, VICE-PRESIDENT. J. B. PreAcE, SECRETARY.
For New Reduced PRICE LiZT, Write to THE G. A. GRAY CO. Sycamore & Webster St., Cilicilinati3O
Plainer
SI 30"x30"
THE BUFFALO STEEL FOUNDRY, BUFFALO,
ORDERS AND CORRESPONDENCE SOLICITED
Lathes, Planers, Milling Machines and Drills. Special Tools for all kinds of manufacturing to order. Gear and Rack Cutting, Milling and Index Drilling to order.
Kos. 139 to I 43 CENTRE ST., NEW YORK.
I PRATT Sz LETCHWORTH Proprietors.
The Stiles Machinist Tool Crinder.
FOR GRINDING LATHE, PLANER AND OTHER TOOLS. -MANUFACTURED BY-
THE STILES & PAREER PRESS CO.
CONN. Branch Works and Office : 203, 203, 207 Centre Street, corner of Howard, New York,
M -RPENTER14 PAWTUCKET.R.L
kanuioafaturer_
ANDIE
33333333333third
pic bott
AMERICAN-MACHINIST-1887-page 3 January-22-Vol-10-No 4


American-Machinist-Feb-12-1887 page 2
br>AMERICAN MACHINIST
AMERICAN MACHINIST
FEBRUARY 19, 1887 , pg 2
large pulleys, as being more satisfactory and economical than the contrary arrangement. Do not use short quarter twist or crossed belts when it is possible to avoid them. Sliding pieces should be guided by few and approximate, rather than by many and widely separated surfaces, if the principal forces acting upon it are parallel to the line of move-ment. The extension should be in the direc-tion of motion rather than at right angles to it. If, however, there are deflecting forces acting across or at right angles to the direction of motion, the guides for resisting those forces should be widely separated in order to diminish the intensity of the load upon them. The planes of guiding surfaces should be normal or nearly normal to the direction of pressure. The change from the usual double A guid-ing of the carriage of engine lathes to a single A at front and flat slide at back is only a question of time.
ing more. Odd thousandths, sixty-fourths or thirty-seconds, even, are a nuisance in most shops, especially on heavy work. The old adage that " first thought is best " is not often true in machine design. A good design is usually a growth, seldom an inspira-tion ; although its central idea may be. He tvho always employs the first method that suggests itself is either a genius or—a crank ; it is sometimes difficult to determine which. The best results are usually reached by elimination. Seek to make your work as nearly perfect as possible, within your limitations; but do not forget that the search after absolute per-fection, like that after the philosopher's stone, is an endless one. Use standard threads on screws and bolts when practicable. Do not multiply sizes of bolt heads and nuts on one machine, especially if it is to be accompanied by solid wrenches. Wrenches not in constant use are likely to be lost or
reached by the operator from his usual position. On machine tools, and many other ma-chines, there are positions and directional movements for operating and adjusting cranks and handles in constant use, to which we have become so accustomed by long habit that to reach for and move them in the right direction is more automatic than a matter of conscious reflection. These should not be departed from except for the best of reasons. Handiness often counts for more than merits of greater actual importance. When change gears are used on a machine, it is a point gained if they can be so arranged that but one gear need be changed for the usual variations. As a rule, each adjustment of a machine should be independent of, and should not disturb that of other parts. That this is not always considered is evi-denced by a certain automatic machine which is so arranged that, for any change in the
Practical Drawing. BY J. G. A. MEYER. SEVENTEENTH PAPER.
164. When it is necessary—which some-times will occur—to draw a small scale, say 1; inch, s inch or any smaller scale, it will be a difficult matter to divide such short distances into 12 equal parts, each of which is to repre-sent one inch. Now, to avoid in a great ex-tent this difficulty, a form of scale as shown in Fig. 126 is often adopts 2, in which a half inch or any other shorter distance can be easily and accurately divided into 12 equal parts. The only objection to these scales is that these are so convenient to use as that rep-resented in Fig. 123, because as will presently be seen scales like that shown in Fig. 126 cannot be used in a manner similar to that of using an ordinary rule, namely by holding the scale or rule close to the line which is to
.............
Power and resistance should be applied in as nearly the same line as possible. Ease in replacing and repairing calls for subdivision, but how far subdivision should be carried for this purpose must be decided separately for each case. The constructional necessity for building up and subdivision is in inverse ratio to the shop facilities and skill at the command of the manufacturer. In large constructions, built up work is often stronger than that made in one piece, on account of its greater soundness. • Unless there are reasons to the contrary make all dimensions to whole or as large fractional units as possible. This is particu-larly important for long measurements. Giving the length of a shaft to feet, inches and sixty-fourths, when there is no reason why it may not be an eighth or a quarter of an inch longer or shorter, is an absurdity if noth-
iuii
NEW BORING AND TURNING MILL-SEE PAGE 1.
mislaid ; and even if they are at hand, it is less convenient to change than to use a single wrench for all adjustments. This is especially true of machine and other tools on which frequent changes are required. There are lathes in the market by mak-ers of great reputation and undoubted ex-cellence, the screw-cutting gears on which are so arranged that it requires the use of both the tool post and tailstook wrenches to change them. The most convenient thing is a monkey wrench. This is a piece of awkwardness, for which there is no necessity ; nor is there apparently an excuse for its continuance. When possible—and it is in most cases—so locate all handles, levers, cranks, etc., controlling the action or adjustments s of a machine, that they can be conveniently length of the piece operated upon—a thing of frequent occurrence—there must be readjusted at least three, and sometimes six, stops; the maladjustment of any one of which is likely to be the cause of a break-down, or of spoiled work. Other things being equal, that tool or ma-chine is best which requires the fewest ad-justments in changing from one piece or class of work to another.
The 1887 catalogue of the American Society of Mechanical Engineers shows a total mem-bership of 714, of which 15 are honorary mem-bers, 7 life members 631 members, 27 asso-ciate, and 34 juniors.
The hammer makers of the United States recently held a convention. They are noted for causing strikes.
be measured, and thus at once obtaining its length. 165. When a scale of this kind is to be drawn we proceed in the following manner Let it be required to draw a inch scale. Fig. 126. Draw any straight horizontal line as A H; commencing at the point A, lay off in succession on this line a number of points as I, 1, 2, etc., exactly inch apart ; the distance from the point I to the point marked 1, or that between the points 1 and 2 will represent one foot. Our next step will be to divide the distance Al (which also rep-resents one foot) into 12 equal parts. Through the point A draw the line A (I, and through the point / draw the line Ili, both perpendicular to the line A EL On the line A G commencing from the point A lay off six points as b, c, d, e, f, and 0, all equal distances apart; the distance between the points A and b may be 4 or of an inch, or
AMERICAN-MACHINIST-1887-page 5 January-22-Vol-10-No 4
AMERICAN-MACHINIST-1887-page 3 January-22


AMERICAN-MACHINIST Jan-22-1887, page3
FEBRUARY 12, 1887 AMERICAN MACHINIST pg 3
AMERICAN- MACHINIST FEBRUARY 12, 1887
https://antiquemachinery.com/images-American-Machinist-Feb-12-1887/American-Machinist-Feb-12-1887-pg-3-bot-Single-Valve-Automatic-Steam-Engine-1887-Moris-Machine-Works-for-electric-lighting-purposes.jpeg
Fig. 1
FEBRUARY 12, 1887
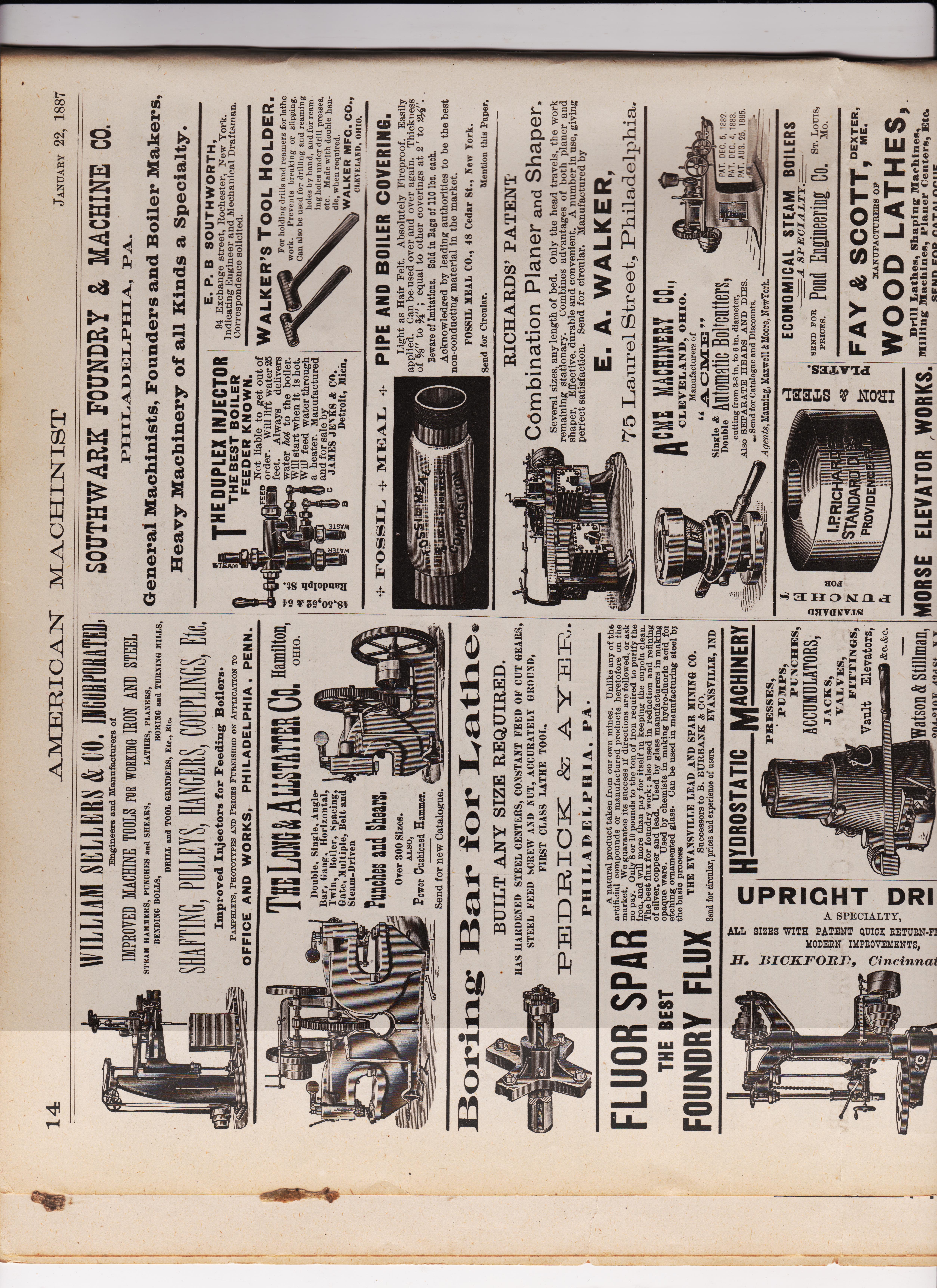
A New SINGLE VALVE AUTOMATIC STEAM ENGINE.
A New Single Valve Automatic Engine.
The illustration which we here-with present is of an automatic engine recently brought out by the Morris Machine Works, of Bald-winsville, N. Y. , which is designed for electric lighting purposes. These engines are built from en-tirely new patterns, with the latest improvements. Special attention has been paid to making all parts plain, simple, strong and durable. All wearing surfaces are large. The material throughout is the best, and they are well made, with the latest improved machinery, thereby securing accu-racy and durability. The engines as now made are self-contained, having only two shaft bearings. The shafts are large, and bearin12 s long, giving both large area of bearings and strength in excess of any reasonable duty. The valve is of the piston type, cast hollow, as light as is consistent with strength, and is fitted with spring rings which travel in removable bushes, which can be replaced should occasion require without taking cylinder from frame. The piston is light, and is fitted with self-adjusting packing. The cylinder is made from a close-grained iron, and great care is taken that it should be free from sand-holes or other imperfections. It is very important that it should.be strong and heavy, and the manufacturers appear to have spared no metal, and to have used good judgment in its diStribution. The ports are large, short and direct, and are of sufficient proportion to admit of high piston speed. The shaft is of the best hammered iron, forged solid and then slotted. Disks are placed on same and held in place by set screws to aid in counter-balancing. All working parts are of steel and phosphor-bronze. The automatic gover-nor is the " Tabor," simple in construction, all parts being in sight and easily accessible for cleaning The variation in speed from no load to full power of engine is said to be less than two per cent. Messrs. Cooke & Co. , of 22 Cortlandt street, New York, are the representatives in this city of the Morris Machine Works, and have a sample engine in store.
under the most favorable circumstances as to introductions, I had the opportunity of see-ing several of Donkin's Fourdrinier machines in operation, and from the owners of two of the mills using them received letters of intro-duction to Mr. Donkin, in both cases without solicitation on my part. On my way from Birmingham to London I stopped at Oxford, mainly to see the great printing establishments, said at that time to be the finest in the world. To Oxford I was accompanied by a friend from Birmingham, who introduced me to Mr. James Swann, of Ensham, a very courteous gentleman who had two expensive paper mills both equipped with Donkin's newest and most improved machines. He took us to his place where we remained a couple of days visiting with him both of his mills, giving opportunity of learning all then known as to paper making machinery. The beauty of these machines, and great perfection in performing their work, made me more desirous than ever to become favorably acquainted with Mr. Don-kin. It was at these mills that I first saw the Ibbotson pulp dresser, built by Donkin, in use. It only differed from the slit plate pulp dresser in use in the United States in being made of separate bars, the spaces be-tween which were regulated by slips of sheet brass of a thickness to give the space required between the bars. My father had invented and patented in the United States a pulp
made paper, when the start had fairly been made, created so great a demand that many establishments went into the manufacturing of both cylinder and Fourdrinier machines, the names of many of which I cannot recall. Nelson Gavatt, who had been employed in setting up and starting machines for Phelps & Spafford, established works in Phila-delphia. At a later period Barton, Rice & Co. and I. L. Severs, of Worcester, Mass. ; Smith & Winchester, of South Windham ; Merrill & Co., Beloit, are among the names that at pres-ent occur to me who built paper machinery. About the years 1831 and 1832 there was much discussion as to the merits of copper or cast iron for drying-cylinders. The thin copper transmitting the heat rapidly, it was urged that the same regularity could not be kept as when the thicker and less rapid con-ductor, cast-iron, was used. It was reported that John Dickenson, for his fine qualities of copper plate veneered paper, used cast-iron
English phraseology, a crisis. Wellington had been invited to re-form a cabinet; in answer to the hail of " What political news ?" came " Sir Walter Scott is dead ;" to the question of " Any other news ?" as the dis-tance increased between the vessels, all we could catch of the reply was the reiterated, " Sir Walter Scott is dead." No possible calamity short of total shipwreck could be greater to the skipper of the lumbering lim-ber bark than the loss of the author whose writing had cheered the hours of his long and tedious voyages. It was a heart felt tribute to Sir Walter Scott. I spent considerable time previous to going to London in visiting mines, iron and gen-eral mechanical works in the vicinity of Manchester, Birmingham, Sheffield and Hali-fax. At one establishment I found them cast-ing of iron, washing and beating engines the entire cistarn in a single piece. There were no recesses or any provision for sand traps.
drying cylinders, and that Bryan Donkin This inclines me to believe that this was covering cast-iron drying cylinders with sheet copper that was so perfectly and beautifully done as to excite the admiration of everyone. They bore the appearance of having finished by turning with great accuracy a very difficult job with copper as thin as used when not soldered or cemented to the cast iron. Letters from England spoke in such high terms of these improved dryers that several prom-inent paper makers were contem-plating importing machines from Donkin. When discussing the advisability of going to England to investigate the entire subject and learn if possible the advantages, if any, over the American machines, Phila-delphia was stricken for the first time by the Asiatic cholera. Hav-ing no fear of the disease, I be-came active in cholera hospital ar-rangements, and in attending at them. The result was an acute at-tack, and I was so utterly pros-trated by it that for recuperation a sea voyage was decided on, and the trip to England was hastened. It being before the day of ocean steamers, three or four weeks on a sailing packet was deemed suffi-cient. I arranged to spend at least fniir months in Enolancl.
portant attendant to all good beating or ing engines is of American origin where were in common use from my earliest lectioia, and these unalterable cast-iroi gines were the first I had ever seen 1, they were omitted. During these excursions, which were made
wash-they .ecol-a. en-where dresser that we had successfully applied between the stuff chest and vat of the hand-making paper mills. I took one of these to to England with me, thinking it might be worth securing there by patent; at all events it would be useful as a favorable introduction in obtaining the information I was in search of. I sketched for and explained this device to Mr. Swann, who advised my sending the machine to Mr. Donkin, and advising with him. He asked me if I was aware that simply exhibiting the machine would, in case of litigation, be fatal to a patent either issued to the inventor or introducer . On replying that I was fully informed on that subject, he said I would be perfectly safe in consulting Mr. Donkin in confidence, He then asked if I had any friends in London who could favor-ably introduce me. I replied no, unless it were John J. Hawkins or Mr. Jacob Perkins, or Charles Leslie the artist. He said Mr. Perkins would not do, for he knew Mr. Don-kin was jealous of, and prejudiced against, Americans, and he had reason to think of Mr. Perkins in particular. As to Mr. Hawkins no one could be better, but Hawkins was aged and somewhat infirm, and might not be able to go with me to the works. As to Leslie, he had never heard Mr. Donkin speak of him as an acquaintance, though no doubt he knew him
revolving, wrought-iron disk, in a large tank fifty or more feet in length, in the center of the hall floor ; his steamboat propelling ap-paratus, consisting of paddle wheels set at an angle of 45° to the keel, on shafts, instead of running across the boat, diverged from a point towards the stern, where they were geared together by bevel wheels. In this position the paddle floats entered the water edgeways, and came out in the same manner, and in the lowest rotation and deepest dip of the wheel were at right angles with the keel, producing an action similar to the Chinese method of sculling, but by rotary motion instead of reciprocating, causing very little disturbance of the water. There was always a crowd interested in watching the races be-tween the little boat with diagonal paddle and a precisely similarly-constructed hull, with the ordinary paddle wheels, both driven by clockwork said to he of equal power. Joseph Saxton was at that time assisting Mr. Perkins, and, as an attraction to the gallery, he had constructed a little railway its entire length, on which he ran a light lightning package express, the propelling power being applied by cord on differential wheels with draft close to the tread. I do not think Mr. Saxton ever had the idea of applying this practically, but merely as an attractive feat_ ure to the exhibition ; it certain-ly caused much amusement to take hold of the cord, and by a short draft hurl the little car from end to end of the long gallery. Sax-ton also had on exhibition an electric magnetic motor of his own invention and construction in which great velocity was obtained; the power being from battery, as in Pages' engine, that at that time was exciting much attention in America. Between what Mr. Perkins had to show me, the introductions tendered, in fact insisted on, the various places of interest I visited with him, Mr. Saxton and grand-father Peale's old associate and friend, John Isaac Hawkins, sever-al days slipped by before I had the opportunity of seeing the then great works of Brandsley, or de-livering my letters to Mr. Bryan Donkin. As this paper has run to so great a length, what I then saw and learned in the way of mechanical engineering must be deferred to my next.
*********************************************************
time by the Asiatic cholera. Ha.v-ing no fear of the disease, I be-came active in cholera hospital ar-rangements, and in attending at them. The result was an acute at-tack, and I was so utterly pros-trated by it that for recuperation a Sea voyage was decided on, and the trip to England was hastened. It being before the day of ocean steamers, three or four weeks on a sailing packet was deemed suffi-cient. I arranged to spend at least four months in England giving ample time to see and learn all that was accessible in the way of civil and mechanical engineering. We had learned through Jacob Perkins and my friend Joseph Saxton, both then in London, that access to many mechanical works was difficult, and, in some cases, impossible for Americans ; that Bryan Donkin's works that above all others I desired to see, was absolutely closed against all foreigners. Both Mr. Perkins and Saxton had frequently met Mr. Donkin in a social way, but had never been invited to visit his works In fact, Mr. Saxton had made appli-cation without success. My prospect in that direction looked dull. My uncle, Rembrandt Peale, the artist, on his return from Italy had spent some time in England, and by in-vitation visited Sir Walter Scott, at Abbots-ford. He said that while there Sir Walter referred to Bryan Donkin in the warmest terms of friendship, and offered Mr. Peale an introduction to the man whom he esteemed as a model man for application, energy and sterling honesty. My uncle, in offering me a letter to Sir Walter, suggested that through him I might get a favorable introduction to Mr. Donkin. Although there was no man in England out of my own line of business that it would have afforded me mere pleasure to meet than Sir Walter, I declined, feeling a delicacy of intruding as a mere curiosity hunter. I refer to this to relate a little inci-dent that occurred on the outward voyage. About mid-ocean we met a west-bound vessel. Our captain slightly altered his course to come within hailing distance, the answer to which came : " Bark , lumberman, of St. John's, New Brunswick ; from London ; homeward bound." This was at a time of great political excitement in England—in
by reputation. I said that I already had two letters of introduction from parties owning and using Fourdrinier machines made by him. If open letters of introduction there would be no impropriety in his asking to see them. When I placed them in his hand he glanced at the signatures and shook his head, saying that my having received the letters I was bound by etiquette to deliver them, but he did not think they would gain my object. He went to his desk and wrote to Mr. Donkin, placed it in my hands, and asked if it met my views. He simply told Mr. Donkin, by whom I was introduced to him, that I was engaged in America in the same line of business that he was ; that he believed a free interchange of ideas would be mutually beneficial ; that he could assure him that I would not intrude or be inquisitive into any matters that he was not disposed to communicate. He then advised my going to Mr. Doukin without any one with me, and in handing him the letters to be careful so to place them, that he would be likely to look at the others before opening his ; he told me of many of the little peculiarities of Mr. Donkin, and told me to observe him closely as he read the letters. On my arrival in London I found Mr. Jacob Perkins very busy at the Adelaide Gal-lery, where he was exhibiting his high-press-ure steam generators and his model marine engine, his steam gun, water compressor, cutting off steel bars or old files by a rapidly-
tendered, in fact insisted on, the vatious places of interest I visited with him, Mr. Saxton and grand-father Peale's old associate and friend, John Isaac Hawkins, sever-al days slipped by before I had the opportunity of seeing the then great works of Brandsley, or de-livering my letters to Mr. Bryan Donkin. As this paper has run to so great a length, what I then saw and learned in the way of mechanical engineering must be deferred to my next.
A New Single Valve Automatic Engine.
The illustration which we here-with present is of an automatic engine recently brought out by the Morris Machine Works, of Bald-winsville, N. Y. , which is designed for electric lighting purposes. These engines are built from en-tirely new patterns, with the latest improvements. Special attention has been paid to making all parts plain, simple, strong and durable. All wearing surfaces are large. The material throughout is the best, and they are well made, with the latest improved machinery, thereby securing accu-racy and durability. The engines as now made are self-contained, having only two shaft bearings. The shafts are large, and bearin12 s long, giving both large area of bearings and strength in excess of any reasonable duty. The valve is of the piston type, cast hollow, as light as is consistent with strength, and is fitted with spring rings which travel in removable bushes, which can be replaced should occasion require without taking cylinder from frame. The piston is light and is fitted with self-adjusting packing. The cylinder is made from a close-grained iron, and great care is taken that it should be free from sand-holes or other imperfections. It is very important that it should.be strong and heavy, and the manufacturers appear to have spared no metal, and to have used good judgment in its diStribution. The ports are large, short and direct, and are of sufficient proportion to admit of high piston speed. The shaft is of the best hammered iron, forged solid and then slotted. Disks are placed on same and held in place by set screws to aid in counter-balancing. All working parts are of steel and phosphor-bronze. The automatic gover-nor is the " Tabor," simple in construction, all parts being in sight and easily accessible for cleaning The variation in speed from no load to full power of engine is said to be less than two per cent. Messrs. Cooke & Co., of 22 Cortlandt street, New York, are the representatives in this city of the Morris Machine Works and have a sample engine in store.
4. AMERICAN-MACHINIST-1887-page 4 Febuary-12
4. AMERICAN-MACHINIST-1887-page 4 Febuary-12
4 pic
top
AMERICAN-MACHINIST Jan-15-1887 page 4
FEBRUARY 12, 1887 AMERICAN MACHINIST page 4
AMERICAN MACHINIST
FEBRUARY 12, 1887
Modern Locomotive Construction.
BY J. G. A. MEYER. THIRTY-SECOND PAPER. CLASSIFICATION OF LINKS.
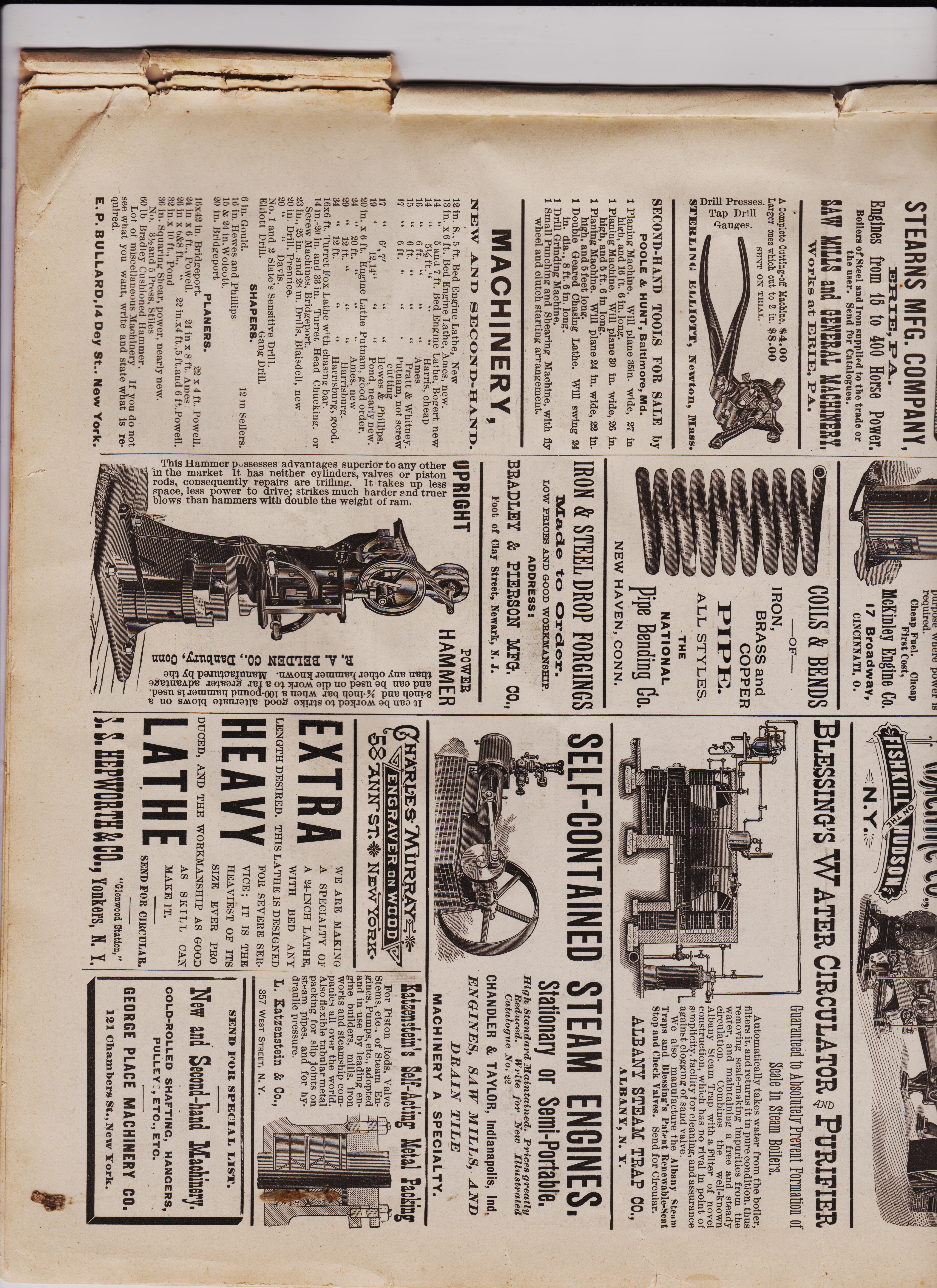
When Railroad Engine links are classified with reference to the manner of their suspension, we have, ac-cording to the twenty-seventh paper, the shifting link and the stationary link. When these same links are classified with reference to their form we have the following two classes, namely, the box link as shown in Fig. 172, and the open link as shown in Figs. 173 and 175 In American locomotives the former is seldom employed, the open link being the favorite; and, therefore, we will consider the latter only. The open link can again be divided into two classes, namely, the solid link, as shown in Fig. 173, and the built up link, generilly. called the skeleton link, shown in Fig. 175. The term " skeleton link " we shall hereafter adopt for this class of links.
DEFINITIONS. Fig. 173.
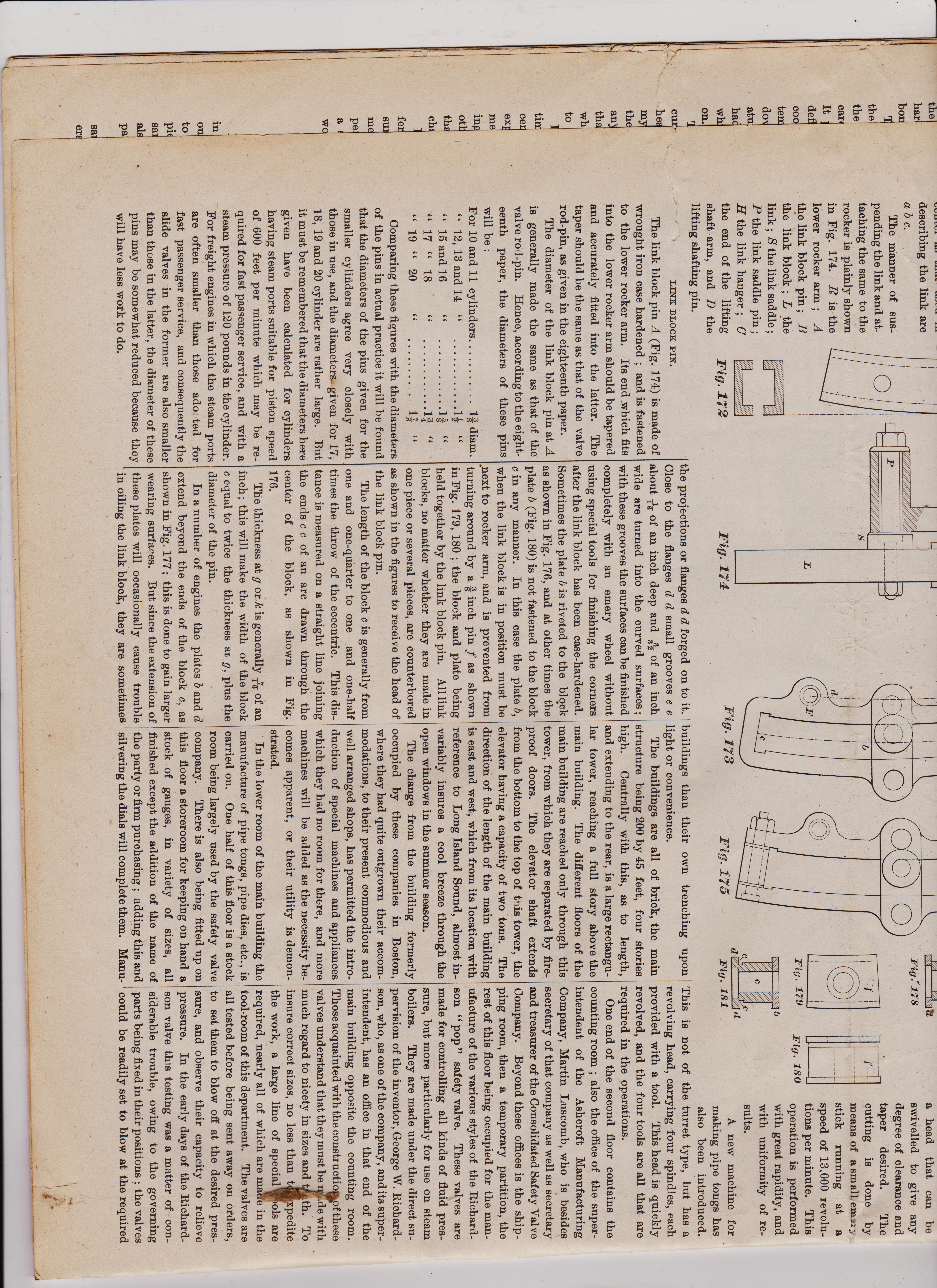
Link arc is an arc as a b c, drawn through the center of the opening. Length of link is the length of the opening measured on a straight line joining the ends a and c of the arc a b c. Radius of link is the radius with which the link arc a b c has been described. Eccentric rod-pin arc is an arc as e d drawn through the centers of the eccentric rod pin-holes F F; this arc is described from the same center as that used in describing the link arc a b c. The manner of sus-pending the link and at-taching the same to the rocker is plainly shown in Fig. 174. R is the lower rocker arm ; A the link block pin ; B the link blOck ; L the link ; S the link saddle ; P the link saddle pin ; 77 .1 7. 7
LINK BLOCKS.
The link block is made of wrought iron and case hardened ; it works freely and accu-rately on the pin A. For skeleton links, the link block is generally made in one piece, the grooves a a, Fig. 178, being turned out of a solid piece of iron. But when the solid link is used the link block consists of two or three pieces. Fig. 176 represents a side view ; Fig. 177 an end view ; and Fig. 178 a section of a link block which is made in three pieces, namely, the plates b and d, and the block c; after the block c has been placed in the open-ing of the link the plates b and d and the block c are riveted together by four f3-" rivets when link block is large, and four " rivets when the link block is small ; the posi-tion of the rivets is shown in Fig 176. The advantage claimed for a link block made in this manner is, that the curved sur-faces a a of the block e and the plates b and d can be finished in a slotting machine, which in some shops is more convenient than turn-ing the curved surfaces of the block. Some master mechanics prefer to make the link block in two pieces, as shown in Figs. 179, 180 and 181. Link blocks made in this man-ner consist of the plate b and the block c with
cut flush with the ends of the block, as shown in Fig. 179. The depth of the flanges at It h is generally ins of an inch, and we have seen them a of an inch deep ; but in the latter case the dis-tance between the link arc and the eccentric rod-pin arc was greater than desirable. The plates 1) and d are generally made 11 of an inch thick. The oil hole at i, half way through the metal, is 4 of an inch in diameter, and then increased to 1 or 14-- inch in diameter, to hold the waste and oil.
The Ashcroft Manufacturing Company's Shops, at Bridgeport, Conn.
Those who are interested in machine shop construction and arrangement, will be repaid for considerable trouble in visiting the shops of the Ashcroft Manufacturing Company, recently built at Bridgeport, Conn., for he use of that company and the Consolidated Safety Valve Company. These shops are built on a lot 400 by 200 feet, bounded on each of its sides by a street ; this insures room for the inevitable enlargement and the location precludes the possibility of other facturers of boilers, and dealers in boiler ap-pliances usually order gauges in considerable quantities, having their firm name engraved on the dials, and this stock will be kept to facilitate filling orders from them. Such orders can in this way be filled with a delay of only a day or two, instead of waiting to assemble parts and complete the gauges. There is also a polishing room in the lower story ; in this room a ventilating fan does remarkably efficient duty in keeping it free from dust, maintaining the atm sphere, ap-parently, as pure as in the other parts of the shops. In the manufacture of dies the steel is ob-tained in bars of the requisite width and thickness. This is annealed in an hermeti-cally sealed furnace, after which it is cut to length by the use of machines carrying gangs of mills. The dies are drilled, then tapped a little under size, after which they are chan-nelled to give the necessary cutting edges, and to remove the superfluous thread. This grooving is done with a mill shaped like straight fluted reamer, and at a speed that i worth observing by thoSe interested in milling processes. When grooved the dies are again tapped, to exact size. This size is a little larger than standard, the difference bein that which experience demonstrates to be equal to the contrac-
_Fig. 176
ci Fig. 178 • Fig. 179 tion due to tempering. After tempering they are again tested for size and those, if any, that will not stand the test are discarded. For FlU. backing off the teeth of the dies at and near the face a little special machine is used in which the die is held i a head that can be swivelled to give any degree of clearance and taper desired. The cutting is done by means of a small elks;;; stick running at a speed of 13,000 revolu-tions per minute. This operation is performed with great rapidity, and with uniformity of re-
177
_rig. 180
*****************************************
describing the link arc a b c. The manner of sus-pending the link and at-taching the same to the rocker is plainly shown in Fig. 174. 1? is the lower rocker arm ; A the link block pin ; B the link block ; L the link ; AS the link saddle ; _P the link saddle pin ; H the link hanger ; C the end of the lifting shaft arm, and D the lifting shafting pin.
Fig. 172
LINK BLOCK PIN.
The link block pin A (Fig. 174) is made of wrought iron case hardened ; and is fastened to the lower rocker arm. Its end which fits into the lower rocker arm should be tapered and accurately fitted into the latter. The taper should be the same as that of the valve rod-pin, as given in the eighteenth paper. The diameter of the link block pin at A is generally made the same as that of the valve rod-pin. Hence, according to the eight-eenth paper, the diameters of these pins will be : For 10 and 11 cylinders " 12, 13 and 14 " " 15 and 16 " 17 " 18 " 19 " 20
Comparing i hese figures with the diameters of the pins in actual practice it will be found that the diameters of the pins given for the smaller cylinders agree very closely with those in use, and the diameters given for 17, 18, 19 and 20 cylinder are rather large. But it must be remembered that the diameters here given have been calculated for cylinders having steam ports suitable for piston speed of 600 feet per minute which may be re-quired for fast passenger service, and with a steam pressure of 120 pounds in the cylinder. For freight engines in which the steam ports are often smaller than those ado ted for fast passenger service, and consequently the slide valves in the former are also smaller than those in the latter, the diameter of these pins may be somewhat reduced because they will have less work to do.
Fig. 174
Fig. 173
the projections or flanges d d forged on to it. Close to the flanges d d small grooves e e about i s of an inch deep and 332 of an inch wide are turned into the curved surfaces ; with these grooves the surfaces can be finished completely with an emery wheel without using special tools for finishing the corners after the link block has been case-hardened. Sometimes the plate b is riveted to the block as shown in Fig. 176, and at other times the plate b (Fig. 180) is not fastened to the block c in any manner. In this case the plate b, when the link block is in position must be next to rocker arm, and is prevented from turning around by a s inch pin f as shown in Fig. 179, 180 ; the block and plate being held together by the link block pin. All blocks, no matter whether they are made in one piece or several pieces, are counterbored as shown in the figures to receive the head of the link block pm. The length of the block c is generally from one and one-quarter to one and one-half times the throw of the eccentric. This dis-tance is measured on a straight line joining the ends c c of an arc drawn through the center of the block, as shown in Fig. 176. The thickness at g or k is generally 16 of an inch; this will make the width of the block c equal to twice the thickness at g, plus the diameter of the pin. In a number of engines the plates b and d extend beyond the ends of the block c, as shown in Fig. 177 ; this is done to gain larger wearing surfaces. But since the extension of these plates will occasionally cause trouble in oiling the link block, they are sometimes
_Fig. 175
Fig.' 11;-8
a head that can be swivelled to give any degree of clearance and taper desired. The IL-- cutting is done by , means of a small stick running at a speed of 13,000 revolu-tions per minute. This _Lit'. 180 operation is performed mowU with great rapidity, and PEP0E, with uniformity of re-ults. sults. A new machine for making pipe tongs has also been introduced. This is not of the turret type, but has a revolving head, carrying four spindles, each provided with a tool. This head is quickly revolved, and the four tools are all that are required in the operations. One end of the second floor contains the counting room ; also the office of the super-intendent of the Ashcroft Manufacturing Company, Martin Luscomb, who is besides secretary of that company as well as secretary and treasurer of the Consolidated Safety Valve Company. Beyond these offices is the ship-ping room, then a temporary partition, the rest of this floor being occupied for the man-ufacture of the various styles of the Richard-son " pop " safety valve. These valves are made for controlling all kinds of fluid pres-sure, but more particularly for use on steam boilers. They are made under the direct su-pervision of the inventor, George W. Richard-son, who, as one of the company, and its super-intendent, has an office in that end of the main building opposite the counting room.
Fig. 170
Fig. 181
buildings than their own trenching upon light or convenience. The buildings are all of brick, the main structure being 200 by 45 feet, four stories high. Centrally with this, as to length, and extending to the rear, is a large rectangu-lar tower, reaching a full story above the main building. The different floors of the main building are reached only through this tower, from which they are separated by fire-proof doors. The elevator shaft extends from the bottom to the top of t-,is tower, the elevator having a capacity of two tons. The direction of the length of the main building is east and west, which from its location with reference to Long Island Sound, almost in-variably insures a cool breeze through the open windows in the summer season. The change from the building formerly occupied by these companies in Boston, where they had quite outgrown their accom-modations, to their present commodious and well arranged shops, has permitted the intro-duction of special machines and appliances which they had no room for there, and more machines will be added as the necessity be-comes apparent, or their utility is demon-strated. In the lower room of the main building the manufacture of pipe tongs, pipe dies, etc., is carried on. One half of this floor is a stock room being largely used by the safety valve company. There is also being fitted up on this floor a storeroom for keeping on hand a stock of gauges, in variety of sizes, all finished except the addition of the name of the party or firm purchasing ; adding this and silvering the dials will complete them. Manu-
Those acquainted with the constr uctio valves understand that they must be much regard to nicety in sizes and insure correct sizes, no less than t the work, a large line of special required, nearly all of which are ma
of these .de with ,th. To pedite ols are e in the
tool-room of this department. The valves are all tested before being sent away on orders, to set them to blow off at the desired pres-sure, and observe their capacity to relieve pressure. In the early days of the Richard-son valve this testing was a matter of con-siderable trouble, owing to the governing parts being fixed in their positions ; the valves could be readily set to blow at the required
&&&9&&&
5. AMERICAN-MACHINIST-


AMERICAN MACHINIST pg-5
'
AMERICAN MACHINIST
pg 5
AMRICAN MACHINIST
FEBRUARY 12, 1887
pressure, but adjusting their capacity and operation required time and patience. Later improvements have made the operation of testing comparatively a simple matter, but there is the same necessity for testing as ever. Important improvements made by Superin-tendent Richardson in the arrangements for testing have also simplified the matter. A separate room in the tower is devoted to test-ing valves. In this room is a special shell or drum upon which the valves are placed. This shell is three feet in diameter and eight feet in length. The longitudinal seam is made a butt-joint, with covering plates outside and inside, the rivets being arranged to get the greatest strength practi-cable with this joint. The heads are stayed by rods, extending from head to head, secured by nuts at each end. These rods have col-lars, one near each end, which are faced true. The heads are put in with the flanges outside. A copper liner completely covers the inside surface of each head, extending out over the flanges. Against these copper liners the collars of the stay rods make steam-tight joints. The heads were drawn into place, and nuts on stay rods screwed up hard. Then the holes for riveting heads to .shells were drilled and reamed, leaving no chance for disturbing local strains. It will be understood that there is no fire near this shell, but tha there is sometimes occasion to place it under high pressure. In use, this boiler is partly filled with water; then steam is admitted from either one of two special boilers, situated in the boiler room. By peculiar arrrangements the steam mingles with the water, heating it to a temperature due the pressure of the steam admitted, making steam in this shell precisely as if it were a boiler subjected to furnace heat, only more rapidly. Means are provided for se-curing rapid circulation of the water at all times. It is evident that the capacity of this shell for supplying steam may be made greater or less by graduating the flow of steam to it; also that the water in the shell is an additional heat reservoir, and that the pressure in the boiler supplying steam may be to any extent consistent with safety higher than the pressure in the testing shell, or the pressure at which the valve is to be tested. illy, those moans a comparatively small shell i H 11111(10 ample for testing the largest val yes made ; and this quality of
after being graduated they are tested once more and ifound right passed as correct. On this floor is an apartment where, in drawers suitably marked, the various small parts of the different gauges, which, of course, are made in large quantities, are kept ready for assembling. Finished gauges and indica-tors are also kept in stock in this room. Each separate room, or department has its own tool room, and necessary stock room ; also wash room and all needed sanitary con-veniences of the most approved kind, those for each floor being located in a room in the tower against that floor. The floors consist of 31 inch spruce with grooves and tongue pieces, upon which are laid 1-,} inch pine to break joints ; between these are two thicknesses of specially prepared roofing paper. This is for the purpose of making the floors both dust and water proof. All the rooms are heated by a system of overhead steam pipes, so arranged as to be used in sections or entire. This system seems to work very satisfactory, and appar-ently economically. In the rear of the main building is the brass foundry, a brick building 100x60 feet, with a monitor roof. There are ten furnaces in the foundry, which with the large floor and bench space gives a capacity more than
31"
*************************************************************************
Moulding Pulleys.
BY ROBERT E. MASTERS.
In the previous articles on this subject I have been writing altogether on pulleys with arms in them, but there is another class called " web pulleys " to which we will have to pay a little attention; some firms prefer this style in smaller pulleys. I know one of the largest lumber and saw will concerns in the United States that use nothing but web pulleys of the heaviest class under 40" diam-eter, yet there are comparatively few web pulley patterns to be found in any foundry. Between a set of arm pulley patterns in halves and a set of band patterns, almost any kind of a web pulley can be made ; often orders for this class of pulleys are filled by cutting the sand out in the mould between the arms of the half pulley patterns ; this is an easy and quick way of making a web pulley. If however among the pulley patterns that are in halves one cannot be found of the right diam-eter, thickness of rim, etc., the plain ring or band patterns are then resorted to. Above is illustrated the moulding of a web pulley 36" diameter, 16" face from a ring pattern, 6" face, 1" thick, web to be 1" thick, The pulley ring is leveled up on the floor, rammed up in the cheek A and drawn up 2r; this allows the 1" web to be all in the drag, and brings it in the center of the pulley, a piece of board out in length to fit the inside diameter of the pulley across the center and 4" wide, shown in plan and section B B, with a hole centered in it, for the opens with bright prospects foes heavy de-mand and higher prices in 511 kinds of rail-way material. Even in the matter of locomo-tive engines and passenger and freight cars, contracts cannot be placed now within five or ten per cent, of the prices at which they could have been placed three months ago. A num-ber of moderate locomotive orders have been placed during the past 30 days, and we learn that several companies are contracting for ad-ditional locomotive capacity. The makers of the best approved engines are taking advan-tage of the present demand to widen their margins slightly, and in so doing are follow-ing the natural course of things."
ample. The core oven is fitted with revolving table and shelves. At present a blacksmith's forge and a tempering furnace, also a small engine for driving a fan are located in the foundry. These will be removed as soon as a blacksmith shop, which will be begun early in the spring, is completed. The smithing is now done at the company's shop in Lynn. The engine room is situated immediately in the rear of the main building, and as near cen-trally as to length as practicable; directly back of this is the boiler room. Power is furnished by a 65 horse-power Westinghouse engine, run-ning 315 revolutions per minute. The belt from engine is direct to an enlarged section of the line shaft in the lower room of the main building, the lines in the other rooms being driven by belting directly up. The driving and driven pulley on each use is wide faced for both belts. These pulleys arc loose on their shafts, except as they are locked by friction clutches. Throwing out the clutch in either room will stop the line in that room, the pulley running loose and driving the lines is the other rooms. There is also in the engine room a Knowles automatic feed pump and receiver for return ing the water of condensation from the heat-ing pipes to the boiler; this was described in our issue of April 3, 1886. A Knowles steam fire pump and a Goubert feed-water heater form part of the engine room equipment. A Babcox & Wilcox water-tube boiler, in the boiler room, furnishes steam for the en-gine and also for heating when the exhaust steam is not sufficient. Two boilers for use in testing safety valves, one a Whittier steel
hubs is bedded in the sand with the lower hub and filled in with sand flush with the board and the rim and a parting made. Before the cope is put on the bars are cut so that the rim can be drawn up into the cope when ramming it up the same as it is drawn in the drag, securing it good with gaggers at C 0, and having the nails D D in the cope extend out close to the pattern all around. After the pulley is drawn up to the right depth of face, four risers E 1' are set on top of the rim equal distances apart and the rest of the cope rammed up. The pattern is not lifted off with the cope for the reason that the draw-holes are at the top edge. After the risers E E have been taken out, four wrought-iron bars are nicked with a file or marked with a piece of chalk (if the chalk has not been " banished from the shop " ) the depth of the cope ; these bars are put into the risers, and the rim gently rapped back until it is even with the cheek, as shown ; the rods are then taken out and the cope lifted off. Before the ring pattern is drawn, the board B is taken out and the sand between the edge of the board and the inside of the pulley rim cut away from the rest of the web ; the pat-tern is drawn out of the mould and the mould finished up. The board B is a cheaper and easier way to make the web center than to make the whole circle for the web. This requires a great deal of work in the pattern shop, if you intend to keep it and not have it spring or warp out of shape. If thought best, this pulley can be made on the same plan all in the floor by having the bars extend below the cope the depth that it is to be drawn up above the web. The Railway Review says : ' The year opens with bright prospects for a la y de-mand and higher prices in all kinds of rail-way material. Even in the matter of locomo-tive engines and passenger and freight cars, contracts cannot be placed now within five or ten per cent. of the prices at which they could have been placed three months ago. A num-ber of moderate locomotive orders have been placed during the past 30 days, and we learn that several companies are contracting for ad-ditional locomotive capacity. The makers of the best approved engines are taking advan-tage of the present demand to widen their
Se-curing rapid circulatios of the water at all theses.
It is evident that the capacity of this shell for supplying steam may be made greater or less by graduating the flow of steam to it; also that the water in the shell is an additional heat reservoir, and that the pressure in the boiler supplying steam may be to any extent consistent with safety higher than the pressure in the testing shell, or the pressure at which the valve is to be tested. By these means a comparatively small shell is made ample for testing the largest valves made ; and this quality of capacity is absolutely essential to the correct testing of large valves. The third floor of the main building is called the machine shop. This is a clear space of 200x45 feet, the floor overhead being supported bv rods from the trussed roof. Here the more distinctively machine shop work for the various departments except that of safety valves is done. The " Tabor " indicator is also made in this room. There is in this room convenient for use a small steam drum for testing indicator springs. It is so ar-ranged that the pressure to which the springs are subjected can be suddenly let on and released, simulating the action when the in-dicator is in actual use ; the pressure can also be varied for scaling the springs. The "gouge coos" is in the fourth story. Here the gauges for all kinds of fluid pressure are assembled, and most of the work of man-ufacturing gauges done. The floor of this room is unobstructed except by the iron rods from the roof. Before the springs, of seamless drawn tubes, are put in place they are tested under steam pressure. While it is not intended, in use, that steam shall come in contact with the spring, it is sometimes carelessly permitted to do so. This will fre-quently give the spring a slight " set." To test the springs otherwise and to give them this set," which will do no harm before adjustment, they are submitted to steam pres-sure. After the working parts of a gauge are assembled they go to the workman who marks the dials for graduating, and who is provided with separate facilities for testing for vacuum, for steam or ordinary fluid pres-sure and for the highest requirements of hydraulic pressure. The springs are then submitted to a cold test and the dials marked. After being marked, presumably right, they are again tested for verification, and finally
Professor Kennedy, of England,
recently read a paper before the Institution of civil Engineers on " The Use and Equipment of Engineering Laboratories." He believed that it was essential for a young engineer to get his training in the workshop, but thought there was plenty of room for practical train-ing that fell within the scope of a scientific institution; this should supplement and Com-plete workshop experience without overlap-ping it. He enumerated the following sub-jects for investigation as being amongst the most important Elasticity and the strength of materials; the economy, efficiency and gen-eral working of pi ime movers, especially of the steam engine and boiler; friction; the accuracy of the apparatus commonly used for experimentation, such as springs, indicators, dynamometers, and gauges of various hinds; the discharge over weirs and through orifices, and hydraulic experiments in general; the theory of structures ; the form and efficiency of cutting -tools ; the efficiency of machines ; especially of machine tools, and of tsasuuoiu.l sion gearing ; the action and efficiency o pumps and valves ; the resistance of vessel and of propellers, and experiments coniaecte with both.
When boilers made from iron
are spoke_i of it is understood that their worth is largely dependent upon the quality of iron used. But it is not so generally understood that there is quite as such difference in the quality of steel as of iron plates. Specifica-tions for steel boilers should cover the quality even more carefully than for boilers wade of iron. Be one would expect a good iron boiler made of tank iron, yet this would be quite as reasonable as to expect a good steel boiler made from cheap material.
boiler and the other a Babcox & Wilcox water-tube
are situated in the boiler room. Both the boiler and engine room are ex-cellently well provided with light; in fact there are no dark rooms or corners in any part of the entire building, the whole being exceptionally well lighted. In the upper room of the tower there are two water tanks, one having a capacity of 8,000 and the other of 2,000 gallons. The larger of these tanks overflows into the smaller one, so the large one is under any circumstances always full of water for fire purposes. When the water will not flow to the large tank from the water service it is supplied by the fire pump. To the stand pipe connected with this tank hose is at-tached in each room, all ready for instant use. The fire pump will also supply water to this stand pipe, a check valve near the tank preventing the water from going there. Altogether these shops are excellently well arranged, and provided with all modern con-veniences both for the workmen and for expediting work. The rooms are high, well ventilated, and cheerful. The company have 3iow in contemplation the erection of a separate building for offices, etc., thereby giving the safety-valve depart-ment more room, of which the need is already felt.
&&&&&&& 6666 &&&
. AMERICAN-MACHINIST-1887-page6-
AMERICAN-MACHINIST-1887-page 6
, 1887 AMERICAN MACHINIST pg 6
-1887 AMERICAN MACHINIST page 6
American-Machinist-Feb-12-1887-pg-6-bot-Heat-Value-of-Coals-Letters-Core-Box-Making-A-Small-Cupola-Quick-Setting-of-an-Engine-Quick-Mechanical-Work
AMERICAN MACHINIST
page 6 FEBRUARY 12, 1887
LETTERS FROM PRACTICAL MEN.
Difficulties in Pumping Water. Editor American _Machinist :
Noticing an answer in a recent issue of your paper to a query in regard to pumping water by suction through a long pipe, I would submit the following, if it is worth anything, to the readers of your paper. We recently attempted to draw a small stream of water 800 feet through a two-inch pipe containing four elbows, with a good Knowles pump. The rise was about 16 or 18 feet, and was about 10 feet in a distance of 30 at the commencement. The pipe was laid carefully and was about two-thirds of the way under water, and was the rest of the way buried in damp ground, so we did not be-lieve that it leaked. A good foot valve was placed at the further end. When we started it had a tendency to pump air which it never got over. The pump had a small cock at the foot of the air chamber, and we were obliged to leave this slightly open so as to let the air out, or the chamber would fill until the valves, which were placed high in this style of pump would be out of water, so to speak. I have thought of the matter considerably, and have often wondered if the water which flowed on account of removal of pressure by couplings and elb ws was not relieved of a portion of the air which it naturally contained, and which did not again mingle with it in the short time in which it was in the discharging chamber of the pump. The pump, if it happened to move a little faster than the water would flow into it, would upon revers-ing, strike the inflowing water with a con-siderable jar, which battered the rubber valves and made them leak, and which was aggravated when the air chamber was full enough of air to come down as far as the upper valves. The pump also worked better though a little harder when pumping against a boiler pressure than when pumping into the atmosphere, which was probably due to increased pressure upon the valves holding them down. Now I would like to have the opinion of some one else in regard to my ideas as to the air in the water. Did the pipe actually leak, or does my experience differ from that of others who have tried a similar experiment ? If it did not leak I would suggest that others who eontemnlate such a move he very care-
HEAT OF COAL
to give 10.33 ; while mixed with anthracite dust it gave 10.12. Other kinds of coal gave as follows : Rey-noldsville coal, a gas coal which made so much gas the furnace could not manage it, 9.11 ; George's Creek Cumberland, 10.84; Pocahontas, 10.70 ; Elk Garden Cumberland, 10.46. These tests were made with a 50 horse-power Harrison boiler, and about 12 pounds of coal were burned per square foot of grate which had slightly over 50 per cent air space. Each test was continued two days under actual working conditions, and included coal for banking fires, etc. Difference between flue gas and boiler room about 380°. Not knowing the heating value of the different coals, I am uncertain how near the full value these results are. In one table the value of anthracite coal, or combustible is put at 14,500 heat units ; Cumberland, 15,370 ; and coking bituminous, 15,837. W. E.
CRANE.
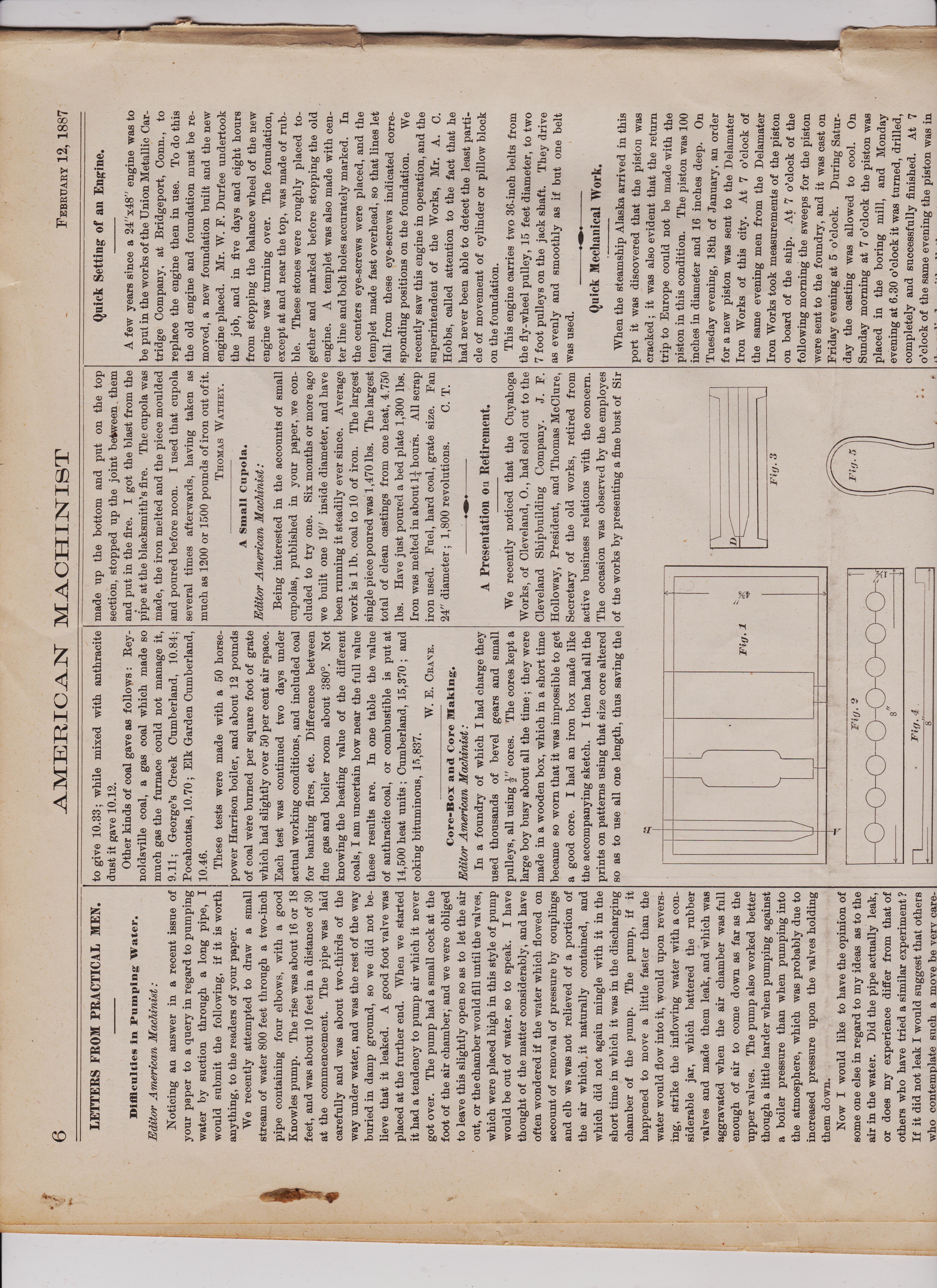
Core-Box and Core Making. Editor American Machinist : In a foundry of which I had charge they used thousands of bevel gears and small pulleys, all using ;" cores. The cores kept a large boy busy about all the time ; they were made in a wooden box, which in a short time became so worn that it was impossible to get a good core. I had an iron box made like the accompanying sketch. I then had all the prints on patterns using that size core altered so as to use all one length, thus saving the
made up the bottom and put on the top section, stopped up the joint between them and put in the fire. I got the blast from the pipe at the blacksmith's fire. The cupola was made, the iron melted and the piece moulded and poured before noon. I used that cupola several times afterwards, having taken as much as 1200 or 1500 pounds of iron out of it. THOMAS WATHEY.
A Small Cupola.
Editor American Machinist : Being interested in the accounts of small cupolas, published in your paper, we con-cluded to try one. Six months or more ago we built one 19" inside diameter, and have been running it steadily ever since. Average work is 1 lb. coal to 10 of iron. The largest single piece poured was 1,470 lbs. The largest total of clean castings from one heat, 4,750 lbs. Have just poured a bed plate 1,300 lbs. Iron was melted in about 1 hour's. All scrap iron used. Fuel, hard coal, grate size. Fan 24" diameter ; 1,800 revolutions. C. T. A Presentation oil Retirement.
We recently noticed that the Cuyahoga Works, of Cleveland, 0.,
had sold out to the Cleveland Shipbuilding Company. J. F. Holloway, President, and Thomas McClure, Secretary of the old works, retired from active business relations with the concern. The occasion was observed by the employes of the works by presenting a fine bust of Sir
Fig. 1 4
Fig. 2 0 8'
Fig. 4 8,,
Fig. 3
(Th Fig. 5
Quick Setting of an Engine.
A few years since a 24"x48" engine was to be put in the works of the Union Metallic Car-tridge Company, at Bridgeport, Conn., to replace the engine then in use. To do this the old engine and foundation must be re-moved, a new foundation built and the new engine placed. Mr. W. F. Durfee undertook the job, and in five days and eight hours from stopping the balance wheel of the new engine was turning over. The foundation, except at and near the top, was made of rub-ble. These stones were roughly placed to-gether and marked before stopping the old. engine. A templet was also made with cen-ter line and bolt holes accurately marked. In the centers eye-screws were placed, and the templet made fast overhead, so that lines let fall from these eye-screws indicated corre-sponding positions on the foundation. We recently saw this engine in operation, and the superintendent of the Works, Mr. A. C. Hobbs, called attention to the fact that he had never been able to detect the least parti-cle of movement of cylinder or pillow block on the foundation. This engine carries two 36-inch belts from the fly-wheel pulley, 15 feet diameter, to two 7 foot pulleys on the jack shaft. They drive as evenly and smoothly as if but one belt was used.
Quick Mechanical Work.
When the steamship Alaska arrived in this port it was discovered that the piston was cracked ; it was also evident that the return trip to Europe could not be made with the piston in this condition. The piston was 100 inches in diameter and 16 inches deep. On Tuesday evening, 18th of January, an order for a new piston was sent to the Delamater Iron Works of this city. At 7 o'clock of the same evening men from the Delamater Iron Works took measurements of the piston on board of the ship. At 7 o'clock of the following morning the sweeps for the piston were sent to the foundry, and it was cast on Friday evening at 5 o'clock. During Satur-day the casting was allowed to cool. On Sunday morning at 7 o'clock the piston was placed in the boring mill, and Monday evening at 6.30 o'clock it was turned, drilled, completely and successfully finished. At 7 o'clock of the same evening the piston was in
******************************************
aggravated when the air chamber was full enough of air to come down as far as the upper valves. The pump also worked better though a little harder when pumping against a boiler pressure than when pumping into the atmosphere, which was probably due to increased pressure upon the valves holding them down. Now I would like to have the opinion of some one else in regard to my ideas as to the air in the water. Did the pipe actually leak, or does my experience differ from that of others who have tried a similar experiment ? If it did not leak I would suggest that others who contemplate such a move be very care-ful to have ample room in the suction pipe to avoid friction, and also select the best pumps, and that they should be so made that the dis-charge would be above the valves and not below them. E. D. DAVIS. Minneapolis, Minn. .
Heat Value of Coals. .
Editor American Machinist: Your suggestion that some simple means for determining the heat value of different fuels if carried out would be invaluable, as in practice they give widely varying results. For instance it has been the practice of the writer to test various coals that were offered, and from that test determine whether to pur-chase that grade or not. In getting at the value all have been determined from 212' feed to pressure of atmosphere per pound coal, as the ash had to be paid for at the same price. Quoting from my note book one pound anthracite egg size evaporated 9.15 pound water, ash 13.5 per cent. Webster coal, fire about 6" thick and spread even and but little fired at a time 9.81 pounds water, 5.68 per cent. ash. " From and at 212° " per pound combustible would make the egg coal 10.48 and Webster 10.40. I then tried firing the Webster so as to coke it as much as possible, in this way : The fire was carried 10 to 12 inches thick, and one side of furnace was allowed to burn bright while the other was covered and allowed to coke. When the side that was burning needed re-plenishing cover it over medium heavy and break up the other or the coke. This method brought the evaporation up to 10.63 per pound coal, and other tests showed about the same difference between the two ways of managing. Another cargo of same coal was only able
Fig. 1
Fig. 8,
labor of cutting them to a length. There was no further trouble with those cores ; they came round and straight every time. The box illustrated was made for a core 4" long. Fig. 1 shows elevation ; dotted lines show some of the various styles of cores that can be made. Fig. '2 is a plan and Fig. 3 a section through A B. Fig. 4 is a plate for drying thee cores. The flange on end should be half the diameter of core. Fig. 5 is a clamp for the ends of the box while ramming up the cores, The line D in sectional view shows vent-hole through bottom of box. After the cores are all rammed up, the box is turned over, and they are vented from the bottom. .
W. P. BRYAN. .
A Small Cupola. Editor American, Machinist : Some time since I read in the AMERICAN MACHINIST an account of melting iron in a ladle. I thought I would try it. There had been a failure of another man the day before, but I thought that by a little addition I could succeed. The effort was a grand failure, not as regards melting the iron—that was melted, but when I came to pouring it had set in the bottom of the ladle. One day after that a break down job came in, wanted that day. I was not going to cast that day, so I thought I would try another scheme. I found two sections of an old smoke stack, each about 2 feet long by 18 inches diameter. I cut two holes, one for tapping out and the other for a tuyere. I shoveled some sand from front of cupola and mixed it into a mud and daubed up the sec-tions, placed a flask near the blacksmith forge, filled it up with rubbish and set one of the sections on it, with a piece of sheet iron through the front hole for a spout. I then .
Fig. 3 .
for a new piston was sent to the Delamater Iron Works of this city. At 7 o'clock of the same evening men from the Delamater Iron Works took measurements of the piston on board of the ship. At 7 o'clock of the following morning the sweeps for the piston were sent to the foundry, and it was cast on Friday evening at 5 o'clock. During Satur-day the casting was allowed to cool. On Sunday morning at 7 o'clock the piston was placed in the boring mill, and Monday evening at 6.30 o'clock it was turned, drilled, completely and successfully finished. At 7 o'clock of the same evening the piston was in the cylinder with all the nuts screwed down, and the job was finished. On the following morning, Tuesday, 25th of January, at 5 o'clock the ship started for Europe with a new piston weighing 13,000 pounds. Considering the size and weight of piston, and also re-membering that no pattern for the same was on hand, it must be admitted that this piston was very quickly cast and finished. The energetic management of the Delamater Ii on Works deserve great credit for showing our English cousins what American workmen can do ; and we believe that this record cannot be beaten on the other side of the Atlantic. Previous to 1882 the cost of an engineer's license from the inspectors of steam vessels was from $5 to $10, according to grade. In 1882 it was reduced to 50 cents, and in 1886 the fee was abolished altogether. The Railway Age tabulates the railway mileage of 47 States and Territories on Jan-uary 1, 1887, and finds the total to be 137,500. Illinois stands at the head with 9,579 miles, and Rhode Island at the bottom with 400 miles. Iowa stands second with 7,907 mi s Pennsylvania third with 7,817, and New 'k fourth with 7,466 miles. .111111..- The Albany Journal says : " It is never safe to enclose an old greenback in a letter. * * If you will notice an old greenback it has a peculiar smell about it that can readily be perceived even if enclosed in a letter." With all deference to the sense of smelling lodged in the editorial sanctum of the Journal, we suggest that the Post Office clerk, or letter carrier, who could not tell without smelling whether a greenback, old or new, was enclosed in an ordinary letter must have a phenomenally poor sense of feeling. .
Walter Scott to the former, and a gold-headed cane to the latter. Thomas D. West, fore-man of the foundry (who remains in that position), made the presentation address, which was very appropriate. " I supposed," said Mr. Holloway, in reply, " when I made the speech to you which conveyed the information to you that the old Cuyahoga Steam Furnace Company was no more, it would be the last time that I should address you. This scene is in some respects the saddest of my life, and while the parting is attended with the keenest regret, I cannot but beb eve that the change will be of advantage to you all. In my past connection with you I have always tried to do what was right and to deal justly by both my men and their employers. If I have failed in this, it has been the fault of the head and not of the heart. Since I came among you, nearly a quarter of a century ago, the changes have been many, but I cannot speak of this. Many of you have grown to manhood in my em-ploy, and the thought as expressed by Mr. West, that I have been instrumental in making your lives pleasanter, is one of the pleasant thoughts of this hour. When the firm went out of existence, my only fear was that, perhaps, some of you would be de-prived of your situations ; but when I was assured by the new management that all the men would be retained, it brightened the pleasures of the new year. I don't know how I can thank you for this handsome present, but permit me to assure you that it will ever be cherished as a reminder of the kindly feeling that has always been shown me, and which I hope will continue." Mr. McClure thanked the men briefly for the cane, and said lie would ever think of the men and " old Cuyahoga."
.
&&&&& 7 &&&&&&&&&&
. AMERICAN-MACHINIST-1887-page 7-
AMERICAN-MACHINIST-1887-page 7
, 1887 AMERICAN MACHINIST pg 7
AMERICAN MACHINIST
AMERICAN-MACHINIST-1887-page 7
DECEMBER 31, 1887 AMERICAN MACHINIST pg 7
AMERICAN MACHINIST MANUFACTURERS OF
FEBRUARY 12, 1887
AMERICAN MACHINIST pg 7
Multiple Drilling Machine.
The accompanying cut is a representation of a multiple drill having eight spindles, all entirely independent of one another as re-gards rotation or feed. All are provided with power feed having three changes, and so arranged that it can be made as fine or coarse as the user may desire by simply changing the relative sizes of a pair of change gears. All spindles are also provided with a quick return lever at the left of the spindles. This lever can be moved through the butt in which it is held, thus enabling the operator to vary its length and use it for light drilling or other work ; it is secured against slipping by a thumb-screw. The spindles are arranged in sets of four, each set being driven from a transverse shaft at the back of the machine that is provided with a four section cone of large diameter and beltface and back gears; this shaft imparts rotation to the spindle through a simple ( fficient and easily working friction coupling. Each spindle is accurately balanced by means of the link lever and weight shown at the top, and is so held in the quill that it is impossible for it to drop sud-denly, as the drill point begins to break through the metal at the bottom of a hole. The machine shown will drill without strain-ing a 2-inch hole out of solid steel and other metals proportionately. The makers, Prentice Bros., of Worcester, Mass., make their multiple drilling machines
with as many spindles as desired, with heads stationary or can be moved to any desired distance from center to center-8" ordinarily being the smallest distance, though they have built machines in which the spindles ap-proached to within 3 and 5 inches of one another. The feed can be made independent or not as desired, and the table either as shown in the cut or running the entire length of the machine. These machines are built of all sizes, corresponding to the single spindle machines of the same makers that range from 12" to 50" swing. The first of the style of multiple drills shown was built for the Silver & Deming Manufacturing Company, of Salem, 0., and used by them in the manufacture of pumps, and is in use at present and giving great satisfaction. The machine illustrated in the cut is at the works of McConway & Torley, Pittsburgh, Pa. The weight of this machine is eleven tons.
Notes from Wage-Earners. A reader in North Platte, Neb., writes : " Here in North Platte, machinists' wages run from $3.35 to $3.50 a day ; good blacksmiths, $3. 5 to $4.00 ; boiler makers, $3.50 to $3.85. Still there are drawbacks to this State. There is no use in au Eastern man coming out here on spec. The companies hire no new men. Sacramento, San Francisco and Denver are full of idle men. Many skilled workmen from the East have to take laborers' jobs.
A correspondent in Newport, Ky., writes : " The demand for machinists, tool-makers,
ter, and as more care is taken in the distribu-tion of stresses. The stresses per square inch allowable in good practice on wrought iron, and the so-called mild steel has gradually increased until it has reached as high as 14,000 to 16,000 pounds for medium sections for quies-cent loads. For intermittent and suddenly applied loads the allowable stress decreases, running down to 6,000 or 8,000 pounds or lower, for loads which reverse in direction. Factors of safety have been called " factors of ignorance," but it would be hardly just to judge a designer's ignorance by the size of his factor of safety. The factor of safety varies not only for different materials, but also for the same ma-terials under different conditions. When the breakage of a part would do little damage, a lower factor is allowable than if its failure would be disastrous. When failure would be likely to involve loss of life, safety should be secured at any cost, as far as it is attainable. This is the prime requirement, a failure to meet which cancels all other merits, no matter how great. It is but a few weeks since the drum of an elevator in Boston crushed like paper under the coils of the hoisting cable the fall of the car seriously injuring three persons, two of whom have since died. The inscription on their tombstones should be " Murdered to save $5.00." There may be some excuse for the neglect to provide safety devices on hoisting machin-ery of this class, as there is so much doubt as to their effectiveness when most wanted,
but for the criminal recklessness of the eleva-tor manufacturer, who, for the sake of saving a few pounds of iron, will make so important a part of such a machine unsafe, there can be no excuse whatever, no matter how keen the competition. That many of the cheaper kinds of eleva-tors are dangerously weak is notorious to those engineers who have had occasion to ex-amine them. No safety device is likely to be of service when wanted, which is either complicated or likely to get out of order. They are never in use, except in case of accident, and not being used are abused, at least by neglect. Except on the higher class of passenger elevators the safety devices are never inspec-ted, and even when known to be out of order are seldom repaired. Neither are those likely to be effective which are designed to stop the car with a sudden jerk after it has dropped two or three feet, or which depend for their action on the slackening of the hoisting cable. Only those are reasonably safe which are put in operation by any acceleration of the speed of the car above a certain limit, from any cause whatever. The conditions of a " trial trip " are differ-ent from those obtaining in actual service in this as in many other classes of machinery ; and effectiveness at that time must not be accepted as proof of equal efficiency after ten years of neglect.
Consider the merits of a suggestion, not its source. For this reason a rotating shaft should be larger than a stationary stud or bar carrying the same transverse load. The laws governing the action of reversed and intermittent stresses are not perfectly known, but it may be assumed as sufficiently accurate for practical purposes, in the case of alternate loads, to take double the nominal load as the total on which to base calcula-tions. In high speed machinery account must be taken of the strains set up by the action-of heavy parts in motion. Do not assume that, because a pulley or gear is turned all over, it is balanced. Symmetry of form is not always an indica-tion of uniformity of material.
>
********************************************************
Suggestions in Machine Design.
IV. BY A. J. SHAW.
Bearing, instead of being, as is too often the case, the weakest should be the stiffest part of the shaft many bearings give trouble by heating or cutting from this cause alone. Long bearings wear long. But increase of length beyond a certain limit is of little, if any, value, especially if the diameter be not increased at the same time. A bearing which deflects in its own length is of less value than a smaller one which preserves its form.
Nothing is gained by making bearings large, and then necking down at their ends so deeply that the angle of the shoulder is in-side the parabola forming the line of " uni-form strength." An engine lathe, from one of the best shops in the country, has a spindle the front bear-ing of which is 2 inches in diameter, but necked at either end for face-plate and hub of back gear to 14 inches. For a bearing of this diameter the neck should have been not less than 2+ inches, as a minimum, in order to develop the full strength of the spindle, or if the neck be assumed as correct the bearing should have been not over 2 inches, while inches in diameter would have answered every purpose. Sudden large reductions in diameters of shafts carrying transverse loads are elements of weakness ; not only are the strains concen-trated at the necks, but the tendency is to, and there is danger of, cutting below the line of uniform strength. That machine is best proportioned in which the stresses are most equally dis-tributed among all its parts. There is a constant tendency in modern de-signing, where equality of strength rather than stiffness is the end sought, toward the use of smaller nominal factors of safety, and this is allowable with no actual decrease in the safety of the completed structure, as we acquire a better knowledge of our materials as they become more homogeneous in charac-
rsk
Offset levers and other parts subjected to a combined bending and torsional stress are best made of a section approaching the cylin-drical. When possible, the heaviest loads should be carried nearest the points of support. In a certain machine tool a cone feed-pul-ley carries on its hub a small pinion both running loose on a stud some six or seven inches long. The pinion is at the outer end of the stud, although there is no visible reason why it should not have been placed at the inner end, thus reducing the large bend-ing moment, which at present exists when carrying a heavy cut. Perhaps the designer first sketched it in that way, and did not care to take the trouble to change his drawings. Many indifferent arrangements go into the shop, and are in use, for this reason alone. Don't be afraid to make changes in your drawings before they go into the shop. It is better to make alterations yourself before, than to allow some one else the chance to sug-gest them after the design leaves your hands. Criticise your own work most severely even then you may be sure that after you have discovered all its faults, the first man who looks it over after you, will find another and suggest a change. Designers who do not criticise their own work, but see it only to admire, generally ad-vance in knowledge like a crab, sidewise. • Never prefer your own ideas to better ones of others, simply because your own are your own. Do not let your judgment of the work of another be influenced by the personality of the workman.
etc., does not seem to be equal to the supply. but an average man can always get $2.23 or $2.50 a day, i. e., I mean an average ma-chinist. A took-maker's wages depend upon the job he " strikes," I have known them to get $5.00 a day—on special work—and have known good men to work for $2.00 a day when hard up. All the shops seem to be run-ning full time so a man who has a job can make full time. There is no busy " hurry up " season with a corresponding dull season, I think the cost of living here is very mod-erate.
A correspondent in Lowell, Mass., writes : " In this city the wages vary from $1.25 to $2.00 per day. A tool-maker or expert on planer or some specialty may get $2.00 per day if he fights hard for it. I don't think that they pay more than $1.75 on any of the corporations to machinists. They (the ma-chinists) must feel proud. The laborers on the streets now get $2.00 per day in this same city.
Sir Joseph Whitworth, the ckbrated English engineer and man.ufacturet of ma-chinery, died recently at the age • 84. He was born in Stockport, England, cquired his mechanical training at Manches , where his extensive works are now loc ed. As
early as 1851 his improvements in iron planers and other machine tools attracted considerable attention at the World's Fair in London. He was a commissioner to the World's Fair in New York in 1853. In 1854 he began to make breech-loading rifles and cannon, and his success in this line is well known. He was made a Baronet in 1869. He was a great advocate of standards in ma-chinery, and successfully introduced into England the Whitworth standard screw thread, with which our eaders are familiar. He was an author as well as an engineer, and has published several works on mechanics,
. AMERICAN-MACHINIST-1887-page 7-Feb 12
AMERICAN-MACHINIST-1887-Feb 12 page 9
AMERICAN-MACHINIST-1887-Feb 12 page 8
AMERICAN MACHINIST MANUFACTURERS OF
Gravitating.
LODGE, DAVIS & CO.
MANUFACTURERS
Machine Tools, 169, 161, 163 and 165 EGGLESTON AVE., 06. 138,146, 148, 150.152, 154 E. 6th St, CINCINNATI, OHIO. (See our advertisement on last page.)
&&&&&&&&&&&&&&&&&& 9 &&&&&&&&&&&&&&&&&&&&&&&&&
&&&&&&&&&&&&&&&&&& 10 &&&&&&&&&&&&&&&&&&&&&&&&&
&&&&&&&&&&&& 11 &&&&&&&&&&&&&&&&&&&23793
AMERICAN-MACHINIST-1887-page 15-Dec-31
pg 13 pic
top
AMERICAN-MACHINIST-Jan-22-1887 page 11
JANUTARY 22, 1887
AMERICAN MACHINIST page 11--- 26330
JANUARY 22, 1887
NICHOLSON FILE CO. Files mi Rasp
FILE CARD.
SOLE MFRS. OF
FILE BRUSH.
Having the Increment Cut. The illustrations herewith presented, exhibit more convenient and durable forms of File Cleaners than are usually found, the majority of those in use being rudely devised and troublesome, and we believe for this reason, those of our manufacture will find a ready sale . Machinists and others who have not already given them a trial, will find it to their advantage to order the File Card and File Brush at once. Manufactory and Office,
MID ID I OILY/
CVSBELOW
THE HANCOCK INSPIRATOR,
THE STANDARD
BOILER FEEDER FOR ALL CLASSES OF BOILERS.
OVER 85,000 IN USE.
Send for Circulars and Price Lists.
THE HANCOCK INSPIRATOR CO.
OFFICE, 33 INDIA WHARF, BOSTON, MASS.
HE NEW "CRESHAIIII" PATENT
AUTOMATIC INJECTOR
RE—STARTING
" Invaluable for use in Traction, Farm, Portable Marine and. Stationary Boilers of all kinds. No handles required. Water supply very difficult to break. Capability of restarting automatically, immediately after interruption to feed from any cause."
SEND FOR CATALOCUE. RELIABLE AND CHEAP.
Sole Manufacturers in the United States & Canada,
NATHAN MANUFACTURING CO,
92 & 94 LIBERTY ST., NEW YORK.
"CUSHMAN" CHUCKS
Th. Tshno—Chemical Receipt lock,
Now Ready.
The Techno-Chemical Receipt Book. Containing Several Thousand Receipts, covering the Latest, most Important, and most Useful Discoveries in their Prat:tie:n.1 Annlication in
Endless Pol-ishing Belt Ma-chine for Re-moving Scale anti Polishing irregular pieces of Work. Send for Price _List.
LeCount's Light Steel Dog
No. 1 23 4. 5 6 7 INCH. ..% • 1 ..... 1% 1, WI PRICE. $ .35 .35 50 .60 75 . .85 1.00 No. INCH. PRICE. 8 2 $1.10 Small Set of 8-5.509. .2% 1.40 10 3 . ... 1.50 11. 3 1.70 12 .4 1.90 Full Set of 12-12.00
C. W. LE COTJN 9r, SOUTH NORWALK, CONN.
UNION STONE
CO., 33 0 S T 0 N, MASS.
SIZES : 13i in. wide, 2 cc 3 4
cc
cc
cc
Endless Belts of Any Length and Width, to Order.
H. W. JOHNS' E i< CORDED SHEATHING.
A Fire-Proof Non-Conducting Covering for HEATER AND STEAM PIPES IN CELLARS, ETC.
H. W. JOHNS' TAR S" STOVE & FURNACE CEMENT.
A fire and acid proof material for cementing and repairing j oints in Heaters, Fur-naces, Stoves, Ranges, etc.
PREPARED READY FOR USE.
H. W. JOHNS MANUFACTURING COMPANY, 87 MAIDEN LANE, NEW YORK. -CHICAGO.-o-PHILADELPHIA.-0-LONDON.----
SOLE MANUFACTURERS OF
H. W. JOHNS' ASBESTOS LIQUID PAINTS, ASBESTOS ROOFING. STEAM PIPE AND BOILER COVERINGS, STEAM PACKING, FIRE St WATER PROOF SHEATHING, PLASTIC STOVE-LINING, ETC. w PAMPHLET ON " STEAM-SA VING AND FIRE-PROOF MATERIALS," FREE BY MAIL.
Our new REDUCING VALVE will reduce and maintain an even pres-sure in steam-heating coils, etc., as low as one pound, regard-less of the initial pressure. Sent on 30 days tri al to respon-Ri hl r-
For FIRE
AMERICAN-MACHINIST-1887-page 15-Dec-31
https://antiquemachinery.com/images-American-Machinist-Jan-22-1887/American-Machinist-Jan-15-1887-p-12-bot-Buffalo-Blower-and-Forge-Co-Glue-and-Emery-Co-Automatic-Knife-Grinders-New-Haven-Manufacturing-Co-Planers-Lathes-Shapers-Slotters-Fox-Turret-and-Speed-Lathes-Hill-Clark-.jpeg
pg 13 pic
top
2
AMERICAN-MACHINIST-1887 page 12
pg 12
JANUARY 15, 1887
JANUTARY 1, 1887 AMERICAN MACHIN1ST 12
Morse Twist Drill and Machine Company, New Ledford, Mass. Manufacturers of Morse Patent Straight-Lip Increase Twist Drills.
SOLID AND SHELL REAMERS, BEACH'S PATENT SELF-CENTERING CHUCK. BIT STOCK DRILLS. DRILL GRINDING MACHINES, MILLING CUTTERS AND SPECIAL TOOLS TO ORDER.
Double lotgloyou Shear NIECES & JONES,
WILMINGTON, DEL. We claim many advantages in this tool over any other style made : Being double, it will cut either right or left ; Its knives are of a proper height for convenience of working ; It will cut a bar square off or on a bevel ; Being supplied with a clutch, it can be stopped instantly. It is a serviceable tool for bridge building, ship build-ing. or any kind of ..-ailroad work. It is the machine for shop work, as the knives can be changed to cut round, flat and square iron THREE SIZES.
Grinds Drills to 15A in. inclusive.
ANY ONE CAN USE IT.
THE HOUGH TWIST DRILL GRINDER
MACHINERY Reducing ancl Pointing Wire. •
Especially adapted to pointing wire rods and wire for drawing. For Machines or information, address the manufacturer.
S. W. GOODYEAR. Waterbury, Ct
,
New Haven Manf'g Co. NEW HAVEN, CONN.
IRON-WORKING MACHINERY.
American Twist Drill Company's PATENT CHUCK JAWS.
Three sizes. Price per set of 4 Jaws,$40, $48, $56. Bolted to lathe face plates, they make best and cheapest chuck in the world Address orders, HILL, CLARKE & CO., Boston and St, Louis, MANNING, MAXWELL & MOORE, N . Y. City, TALLMAN & McFADDEN, Philadelphia, Pa., or WM. BINGHAM & CO., Cleveland, Ohio,
L. W. Pond Machine Co. Manufacturers of and Dealers in IRON WORKING
MACHINFR V. Iron Planers A Specialty.
140 union St.
Worcester, MASS.
D. SAUNDERS' SONS
MANUFACTURERS OF THE ORIGINAL TRADE L X. L. MARK;
Pipe Cutting 2 Threading Machine. cd
BEWARE OF IMITATIONS. None genuine without our Trade-mark and Name. STEAM AND GAS-FITTERS' HAND TOOLS, Pipe Cutting and Threading Machines, for Pipe Mill Use, a Specialty. lend for Circulars. YONKERS, N. Y.
Lubricate Your Engine Cylinders
FOX,TURRET &SPEED LATHES
AND BRASS FINISHERS' TOOLS, CAGE MACHINE WORKS WATERFORD, N. Y.
perfectly, gain power and save oil by using our Patent Automatic Sight Feed Lubri-cators, showing oil as it enters, drop by drop.
The Seibert Cylinder Oil Cup Co.
II. A. ROGERS, Agent for New York. .19 John Street, New York.
Lyncie's Pat. POD SafotY Valves
Adapted to all Boilers. 3. E. Lonergan & Co., Sole Owners and Manurrs
PHILA., PA.
Barnes' Pat Engine Lathe 15-inch swing, 6-foot or 8-foot Bed. These machines are made a specialty in our factory they have advantages not found in other machines in this
ENglisa,,InadtVisni nigaRIdactint Lathes, Upright well & Moore, 111 Liberty Street, New York.
For Hand and Power, 6", 8 ' and 10" Stroke. Adapted to all Classes of Work to their capacity.
CIRCULARS FURNISHED. BOYNTON & PLUMMER, Worcester, Mass.
P. BLAISDELL 14 CO. Manufacturers of
achiniste Tools. WORCESTER. MASS.
arnes' Pat. Upright Drills
TT. [11. rat
WATERFORD, N. Y.
SHAPING MACHINES
For Hand and Power, 6", 8 ' and 10" Stroke. Adapted to all Classes of Work to their capacity.
Barnes' Pat Engine Lathe 15•inch swing,6-foot or 8-foot Bed. These machines are made a specialty in our factory , they have advantages not found in other machines in this line. It will pay parties desiring to purchase, or know more about this _clam of machines, to seLd for full description and prices. W. F. & JOHN BARNES CO. 1995 MainSt., Rockford, III.
NM OUR"IXT" Calg10010 of Tot and Supplies sent free to any address on receipt of Ten Cent, in Stamps (for postage). CHAS. A. STRELINGER & CO , wAz),!! Detroit, Micl,
ILL L. S. STARRETT, Manufacturer of FINE TOOLS
ATHOL, MASS. SEND FOR FULL Lisp.
ENGINE rl Drills LnadtRisl,linlial4d Lathes, Foot Lathes, Upright Agents, Manning, Max. well & Moore, 111 Libgertyagtrienee:, New York.
CIRCULARS FURNISHED.
BOYNTON & PLUMMER, Worcester, Mass.
TM Almond Coupling
AN EW quarter turn motion to replace qii â–ºrter turn belts and bevel gears. T. H. ALMOND, Mfr., 83 0 80 Wallington Street BROOKLYN, N. Y.
AMONO
AMERICAN-MACHINIST-1887-page 15-Dec-31
https://antiquemachinery.com/images-American-Machinist-Jan-22-1887/American-Machinist-Jan-15-1887-p-13-top.jpeg
pg 13 pic
top
2
AMERICAN-MACHINIST-1887 page 13
pg 13
JANUARY 22, 1887 Page 13----
JANUTARY 22, 1887 AMERICAN MACHIN1ST 13
Morse Twist Drill and Machine Company, New Ledford, Mass. Manufacturers of Morse Patent Straight-Lip Increase Twist Drills.
SOLID AND SHELL REAMERS, BEACH'S PATENT SELF-CENTERING CHUCK. BIT STOCK DRILLS. DRILL GRINDING MACHINES, MILLING CUTTERS AND SPECIAL TOOLS TO ORDER.
Double lotgloyou Shear NIECES & JONES,
WILMINGTON, DEL. We claim many advantages in this tool over any other style made : Being double, it will cut either right or left ; Its knives are of a proper height for convenience of working ; It will cut a bar square off or on a bevel ; Being supplied with a clutch, it can be stopped instantly. It is a serviceable tool for bridge building, ship build-ing. or any kind of ..-ailroad work. It is the machine for shop work, as the knives can be changed to cut round, flat and square iron THREE SIZES.
Grinds Drills to 15A in. inclusive.
ANY ONE CAN USE IT.
THE HOUGH TWIST DRILL GRINDER
MACHINERY Reducing ancl Pointing Wire. •
Especially adapted to pointing wire rods and wire for drawing. For Machines or information, address the manufacturer.
S. W. GOODYEAR. Waterbury, Ct
,
New Haven Manf'g Co. NEW HAVEN, CONN.
IRON-WORKING MACHINERY.
American Twist Drill Company's PATENT CHUCK JAWS.
Three sizes. Price per set of 4 Jaws,$40, $48, $56. Bolted to lathe face plates, they make best and cheapest chuck in the world Address orders, HILL, CLARKE & CO., Boston and St, Louis, MANNING, MAXWELL & MOORE, N . Y. City, TALLMAN & McFADDEN, Philadelphia, Pa., or WM. BINGHAM & CO., Cleveland, Ohio,
L. W. Pond Machine Co. Manufacturers of and Dealers in IRON WORKING
MACHINFR V. Iron Planers A Specialty.
140 union St.
Worcester, MASS.
D. SAUNDERS' SONS
MANUFACTURERS OF THE ORIGINAL TRADE L X. L. MARK;
Pipe Cutting 2 Threading Machine. cd
BEWARE OF IMITATIONS. None genuine without our Trade-mark and Name. STEAM AND GAS-FITTERS' HAND TOOLS, Pipe Cutting and Threading Machines, for Pipe Mill Use, a Specialty. lend for Circulars. YONKERS, N. Y.
Lubricate Your Engine Cylinders
FOX,TURRET &SPEED LATHES
AND BRASS FINISHERS' TOOLS, CAGE MACHINE WORKS WATERFORD, N. Y.
perfectly, gain power and save oil by using our Patent Automatic Sight Feed Lubri-cators, showing oil as it enters, drop by drop.
The Seibert Cylinder Oil Cup Co.
II. A. ROGERS, Agent for New York. .19 John Street, New York.
Lyncie's Pat. POD SafotY Valves
Adapted to all Boilers. 3. E. Lonergan & Co., Sole Owners and Manurrs
PHILA., PA.
Barnes' Pat Engine Lathe 15-inch swing, 6-foot or 8-foot Bed. These machines are made a specialty in our factory they have advantages not found in other machines in this
ENglisa,,InadtVisni nigaRIdactint Lathes, Upright well & Moore, 111 Liberty Street, New York.
For Hand and Power, 6", 8 ' and 10" Stroke. Adapted to all Classes of Work to their capacity.
CIRCULARS FURNISHED. BOYNTON & PLUMMER, Worcester, Mass.
P. BLAISDELL 14 CO. Manufacturers of
achiniste Tools. WORCESTER. MASS.
arnes' Pat. Upright Drills
TT. [11. rat
WATERFORD, N. Y.
SHAPING MACHINES
For Hand and Power, 6", 8 ' and 10" Stroke. Adapted to all Classes of Work to their capacity.
Barnes' Pat Engine Lathe 15•inch swing,6-foot or 8-foot Bed. These machines are made a specialty in our factory , they have advantages not found in other machines in this line. It will pay parties desiring to purchase, or know more about this _clam of machines, to seLd for full description and prices. W. F. & JOHN BARNES CO. 1995 MainSt., Rockford, III.
NM OUR"IXT" Calg10010 of Tot and Supplies sent free to any address on receipt of Ten Cent, in Stamps (for postage). CHAS. A. STRELINGER & CO , wAz),!! Detroit, Micl,
ILL L. S. STARRETT, Manufacturer of FINE TOOLS
ATHOL, MASS. SEND FOR FULL Lisp.
ENGINE rl Drills LnadtRisl,linlial4d Lathes, Foot Lathes, Upright Agents, Manning, Max. well & Moore, 111 Libgertyagtrienee:, New York.
CIRCULARS FURNISHED.
BOYNTON & PLUMMER, Worcester, Mass.
TM Almond Coupling
AN EW quarter turn motion to replace qii â–ºrter turn belts and bevel gears. T. H. ALMOND, Mfr., 83 0 80 Wallington Street BROOKLYN, N. Y.
AMONO
AMERICAN-MACHINIST-1887-page 15-Dec-31
pg 13 pic
top
2
AMERICAN-MACHINIST-1887 page 14
pg 14
JANUARY 22, 1887
JANUTARY 22, 1887 AMERICAN MACHINIST page 14
Morse Twist Drill and Machine Company, New Ledford, Mass. Manufacturers of Morse Patent Straight-Lip Increase Twist Drills.
SOLID AND SHELL REAMERS, BEACH'S PATENT SELF-CENTERING CHUCK. BIT STOCK DRILLS. DRILL GRINDING MACHINES, MILLING CUTTERS AND SPECIAL TOOLS TO ORDER.
Double lotgloyou Shear NIECES & JONES,
WILMINGTON, DEL. We claim many advantages in this tool over any other style made : Being double, it will cut either right or left ; Its knives are of a proper height for convenience of working ; It will cut a bar square off or on a bevel ; Being supplied with a clutch, it can be stopped instantly. It is a serviceable tool for bridge building, ship build-ing. or any kind of ..-ailroad work. It is the machine for shop work, as the knives can be changed to cut round, flat and square iron THREE SIZES.
Grinds Drills to 15A in. inclusive.
ANY ONE CAN USE IT.
THE HOUGH TWIST DRILL GRINDER
MACHINERY Reducing ancl Pointing Wire. •
Especially adapted to pointing wire rods and wire for drawing. For Machines or information, address the manufacturer.
S. W. GOODYEAR. Waterbury, Ct
,
New Haven Manf'g Co. NEW HAVEN, CONN.
IRON-WORKING MACHINERY.
American Twist Drill Company's PATENT CHUCK JAWS.
Three sizes. Price per set of 4 Jaws,$40, $48, $56. Bolted to lathe face plates, they make best and cheapest chuck in the world Address orders, HILL, CLARKE & CO., Boston and St, Louis, MANNING, MAXWELL & MOORE, N . Y. City, TALLMAN & McFADDEN, Philadelphia, Pa., or WM. BINGHAM & CO., Cleveland, Ohio,
L. W. Pond Machine Co. Manufacturers of and Dealers in IRON WORKING
MACHINFR V. Iron Planers A Specialty.
140 union St.
Worcester, MASS.
D. SAUNDERS' SONS
MANUFACTURERS OF THE ORIGINAL TRADE L X. L. MARK;
Pipe Cutting 2 Threading Machine. cd
BEWARE OF IMITATIONS. None genuine without our Trade-mark and Name. STEAM AND GAS-FITTERS' HAND TOOLS, Pipe Cutting and Threading Machines, for Pipe Mill Use, a Specialty. lend for Circulars. YONKERS, N. Y.
Lubricate Your Engine Cylinders
FOX,TURRET &SPEED LATHES
AND BRASS FINISHERS' TOOLS, CAGE MACHINE WORKS WATERFORD, N. Y.
perfectly, gain power and save oil by using our Patent Automatic Sight Feed Lubri-cators, showing oil as it enters, drop by drop.
The Seibert Cylinder Oil Cup Co.
II. A. ROGERS, Agent for New York. .19 John Street, New York.
Lyncie's Pat. POD SafotY Valves
Adapted to all Boilers. 3. E. Lonergan & Co., Sole Owners and Manurrs
PHILA., PA.
Barnes' Pat Engine Lathe 15-inch swing, 6-foot or 8-foot Bed. These machines are made a specialty in our factory they have advantages not found in other machines in this
ENglisa,,InadtVisni nigaRIdactint Lathes, Upright well & Moore, 111 Liberty Street, New York.
For Hand and Power, 6", 8 ' and 10" Stroke. Adapted to all Classes of Work to their capacity.
CIRCULARS FURNISHED. BOYNTON & PLUMMER, Worcester, Mass.
P. BLAISDELL 14 CO. Manufacturers of
achiniste Tools. WORCESTER. MASS.
arnes' Pat. Upright Drills
TT. [11. rat
WATERFORD, N. Y.
SHAPING MACHINES
For Hand and Power, 6", 8 ' and 10" Stroke. Adapted to all Classes of Work to their capacity.
Barnes' Pat Engine Lathe 15•inch swing,6-foot or 8-foot Bed. These machines are made a specialty in our factory , they have advantages not found in other machines in this line. It will pay parties desiring to purchase, or know more about this _clam of machines, to seLd for full description and prices. W. F. & JOHN BARNES CO. 1995 MainSt., Rockford, III.
NM OUR"IXT" Calg10010 of Tot and Supplies sent free to any address on receipt of Ten Cent, in Stamps (for postage). CHAS. A. STRELINGER & CO , wAz),!! Detroit, Micl,
ILL L. S. STARRETT, Manufacturer of FINE TOOLS
ATHOL, MASS. SEND FOR FULL Lisp.
ENGINE rl Drills LnadtRisl,linlial4d Lathes, Foot Lathes, Upright Agents, Manning, Max. well & Moore, 111 Libgertyagtrienee:, New York.
CIRCULARS FURNISHED.
BOYNTON & PLUMMER, Worcester, Mass.
TM Almond Coupling
AN EW quarter turn motion to replace qii â–ºrter turn belts and bevel gears. T. H. ALMOND, Mfr., 83 0 80 Wallington Street BROOKLYN, N. Y.
AMONO
1500
pg 16 15 done
sub 200 above to 10
3000
15. AMERICAN-MACHINIST-11887-page 15-Dec-31
4


15 AMERICAN-MACHINIST-1887 page 15
15 JANUARY 1, 1887 AMERICAN MACHINIST pg 15
NICHOLSON FILE COMPANY, Sole Mfrs. of
FILES and RASPS Having the Increment Cut, also, FILERS' TOOLS and SPECIALTIES.
The above illustration represents a device in which files may be held for service in surface filing, and while in this condition READILY SPRUNG, in order to give at the will of the operator, more or less convexity to the working face of the file. It does away with unnsna I care to obtain a true convexity or "belly" to file sides, and in fact renders great service by enabling the operator to utilize the file to its full capacity. SURFACE FILE HOLDER No. 4, Adapted to Hold Files 12, 13 14 in. Long. 14,15,16 "
Si
5, Ci 46 it
MANUFACTORY AND OFFICE -
PROVIDENCE, R. I., U. S. A.
THE HANCOCK INSPIRATOR. THE STANDARD
BOILER FEEDER FOR ALL CLASSES OF BOILERS.
OVER 85 000 IN USE. Send for Circulars and Price Lists.
THE HANCOCK INSPIRATOR CO.
OFFICE, 33 INDIA WHARF, BOSTON, MASS.
HE NEW "GRESHAM" PATENT
AUTOMATIC INJECTOR RE-STARTING
" Invaluable for use in Traction, Farm, Portable Marine and Stationary Boilers of all kinds. No handles required. Water supply very difficult to break. Capability of restarting automatically, immediately after interruption to feed from any cause."
SEND FOR CATALOCUE.
RELIABLE AND CHEAP.
Sole Manufacturers in the United States & Canada,
NATHAN MANUFACTURING CO,
92 & 94 LIBERTY ST., NEW YORK.
ROOTS' NEW ACME HAND — BLOWER,
For Blacksmiths, etc. Slow Speed, Positive Blast. Is Durable Compact and Cheap, also Portable Forges, Tuyere Irons and Foundry Blowers.
STEAM ENGINE, ETC. DUBOIS' Weisbach's Steam Engine, 8vo cloth, $5 00 DUBOIS' Rontgen's Hot Air Gas and Steam Engines, 8vo cloth • • • • 5 00 CLERK'S Gas Engine, 12mo, cloth ........... 2 50 GRIMSHAW'S Steam Engine Catechism, 18mo, cloth 1 00 MAW'S Chief Types Modern Marine Engines. folio, one half morocco 18 00 SINCLAIR'S Locomotive Engine, 12mo,cloth, 2 01) "THURSTON'S Stationary Engines for. Elec-SEBASTIAN
, MAY & COMPANY'S Improved Screw Cutting
root or Power Lathes
C. W. LE COUNT," South. Norwalk, Conn. REDUCED PRICE OF LE COUNT'S • HEAVY STEEL DOG a No. Inch. Price. 1171Z '4=2 2 1-2.." ,O) e g", cD., 2 F.,. 3 5-8 .60 . c(?; 4 3-4 60 cn co ,73 5 7-8 .70 b 0 6....1 70 cr3 1-1,„ c-o-, S 7-...1 M.__ 80 Ss'o 8....1 1-4 ,80 o m . . If ; tg. - 13....2 1-4 1.35 go ?o" 'ne4 14....2 1-2 15. U .. 1.454 g...0 Cn ....3 1.60 .4 16....3 1-2 1 .80 Er 0 CD ti+-4 17....4 2 10 0 g 18....4 1-2 2.75 A 4. 19.___5 3.25 coo Full set of 19,1323.60 r, cro. 20 (ext.) 5 1-2 4.00 o E. 21 (ext.) 6 5.00 One Small Set of 8-by 1-4 inches to 20 inch . 5 6.15 One bet of 12-by 1-4 in. to 2 in „continued by 1-2 in. to 4 in. 13.20
Catalogue of Lathes, Drill Presses and Machinists' Tools and Supplies mailed on appli-cation. Lathes on Trial. 167 W. Second St.,Cincinnati, 0.
E. P. B. SOUTHWORTH, 94 Exchange street, Rochester, New York. Indicating Engineer and Mechanical Draftsman. Correspondence solicited.
ON HAND
FOR
IMMEDIATE li DELIVERY ONE 60" PLANER
FOR WOOD AND IRON CEARS—SPUR OR BEVEL. WILLIAM GLEASON, Manufacturer of Machinists' Tools, ROCHESTER, N. Y.
CONE PULLEY BEET SHIFTER.
With
&&&&&&&&&&&&&&&&&& 15 &&&&&&&&&&&&&&&&&&&&&&&&&
&&&&&&&&&&&& 16 &&&&&&&&&&&&&&&&&&&
15. AMERICAN-MACHINIST-11887-page 15-Dec-31


AMERICAN-MACHINIST-1887 page 16
16 Jan 22, 1887 AMERICAN MACHINIST pg 15
AMERICAN MACHINIST JANUARY 22, 1887
16
AMEICAN MACHINIST
JANUARY 22, 1887
IMO-1W & S I-I A. RIP 111 . CCI.,
Manufacturer
of MACHINERY & TOOLS,
Description of No.
PROVIDENCE, R. I.
3 Plain Milling Machine. We have in our works and in constant use, about one hundred Milling Machines, and our experience with them has demonstrated that for manufacturing purposes where many duplicate pieces are required, that the best work is produced and the most econ-omical results obtained from machines that are con.- 1 pact and solid, so arranged that t he pieces operated upon can he quickly placed in position and quickly removed after the cut is taken. We have designed a line of Milling Machin es for manufacturing purposes, combining the above de-sirable qualities, of which the No. 3 Plain Milling Machine is a type, and by their use we have sound it practicable to produce from10 to 20 per cent. more work in a given time than we could possibly obtains from any other type of a milling machine on the same work. The Spindle is driven by a gear and pinion from a three-step cone with 3" belt. It has a vertical adjustment of 6". The Table is 9" wide, 27" long, and has-12" longi-tudinal and 4" transverse movement and is moved longitudinally 2" by one turn of the hand-wheel. Tlae Feed is automatic with three changes, stopping automatically at any required point. The Vise has jaws 6Y8" long, 1 7-16" deep, and will open 33/8", Counter-shaft has pulleys 10" diam. for 3" belt, and should run about 375 turns per minute • The Price includes vise, counter-shaft, wrenches, &c , delivered f. o. b. at Providence, It. I, Weight, 25501bs
Car Wheel and RAILROAD, LOCOMOTIVE AND CAR SHOP EQUIPMENTS
Photographs and Prices on Application.
NILES TOOL WORKS,
Hamilton, Ohio.
NEW YORK, PHILADELPHIA, CHICAGO,
I•1•011=•111=111,
96 Liberty St. 713 Chestnut St. 96 Lake St.
Axle Machinery.
OVERHEAD TRAMRAILS,
WITH-Weston's Differential Pulley Blocks, ANY CAPACITY.
The Weston Pulley Block is suspended from a traveler or trolley which runs freely on the lower flange of the track. The tracks, by means of curves and switches, can reach any desired points. Plans and estimates furnished on application. SOLE MAKERS,
THE YALE & TOWNE MFG. CO., Stamford, Connecticut.
THE PRATT I WHITNEY CO.
HARTFORD, CONN. Have reduced the Selling Prices Machine Screw Taps & Combination Lathe Chucks.
Now discounting 35 per cent on each.
The Billings & Spencer Co., Hartford, Ct,
DROP FORGINGS INCOPPER, IRON OR STEEL.
Pure Copper Commutator Bars for Electric Motors or Generators. Steel Commutator Rings and Nuts, Steel Wrenches and Eye Bolts.
DR OMEORGIN=W-FROM-i-EU RESOPPER.
CLEVELAND, OHIO, Machine Tools FOR
Ell IRA: ERZ.Various sizes to cut and punch %" to X" plate iron. - Shears.
For Immediate Delivery.
PROUTY PATENT PLANER CHUCKS.
Round swivel base. 6, 8, 10, 12, 15, 18, 24, 30 in. jaw. Square base. 8, 10, 12, 15, 18, 24, 30 in. jaw.
Taft's Rolling Lever Hand Punches and
6 to 48 IN. SWING.
Prices furnished
Send for circulars. Send for Large line of general Metal Working Machine Illustrated Tools.
Catalogue.
POND MACHINE TOOL CO. MANUFA CTURERS OF STEEL and IRON WORKING MACHINE TOOLS.
*******************************************************************
1
MANUFACTURERS OF
STEEL and IRON WORKING MACHINE TOOLS.
O
W)
0
GEARWHEELS & GEAR CUTTING.
'Send for Catalogue D. GI-IC OR Gr. 14:1 13. GRANT, 868 Beverly Street, Boston.
E. COULD & EBERHARDT, 0
mom Sm.
rac Odd Ip O
NEWARK,
N.
J
E. E. GARVIN 86 CO.,
139 & 141 Centre St., New York,
MANUFACTURERS OF
Machinists' Tools
INCLUDING
MILLING MACHINES,
Drill Presses, Eland Lathes, &c. Send for Catalogue.
KEY SEATING MACHINES
AND
20 in. Drills a specialty. Our 20 in. Drill is a heavy sub-stantial tool, made for service, has steel shafts and spindle. Gears and racks cut from the solid and have all modern improvements, are made by special machinery, and sold very low. Our Key Seating Machine willsave enough in 60 days' use to pay first cost ; no shop can afford to do without one. We have now ready for II chines and 20 in. Drills. Send for prompt shipment,both Key Seat Ma I Photo. and Catalogue.
P DAVIS, North Bloomflolt, le
J. M. ALLEN, PRESIDENT. W. B. FRANKLIN, VICE-PRESIDENT . J. B. PIERCE, SECRETARY.
hes, L70111',.. _Planers 230'''xx23401'
For Now, Iteduced PRICE LIZ, Write
THE G A. GRAY CO.
.-Sycamore & Webster Sts, Cincinnati3O.
THE BUFFALO STEEL FOUNDRYI'un_e,
ORDERS AND CORRESPONDENCE I PRATT & Eru'rcww-oirri--1 SOLICITED. Proprietors.
Wood Planer.
PUNCHING PRESSES
7
DIES,
And other Tools for the Manufacture of all kinds of
SHEET METAL GOODS, DROP Igt.GINt*, DROP HAMMERS. STILES & PARKER PRESS CO.
MIDDLETOWN, CONN. BRANCH OFFICE & FACTORY, 59 Duane St., New York.
J.M.CRPENTER - PAWTUCKET.R.I.
IManufacturer_ —of—
JUDIE
&&&&&&&&&&&&&&&&&& 16 &&&&&&&&&&&&&&&&&&&&&&&&&
************************************************************************************************
2nd scan AMERICAN-MACHINIST-1889-page 6
Buying-A M E R I C A N M A C H I N I S T-Section Vol. 56, No. 1
Cut Production Costs-With Modern Equipment.
LET'S START RIGHT NOW
to do those things necessary to bring conditions back to normal. We've faced business stag- nation long enough
now to know what it means; so /et's go- let's get started on the right track again. This business de- pression will last
just as long as the people of this co\untry sit back and wait for something to happen-we've got to make things
happen.
We can accomplish nothing by waiting for the other fellow to start something-the chances are he is sitting back
waiting for us. We've simply got to realize that it is up to everyone to do his share, and there never was a better
time than right now to start the "ball a'rolling."
Then there is another and probably a much more threaten- ing angle to the situation. The period of prosperity just
passed has witnessed a tremendous over-expansion in practically every industry, not only in this country, but
throughout the entire civilized world. `As a consequence, today, and likely for many years to come, the facilities for
production will be greater than the powers of absorption-which means the keenest kind of competition and the
weeding out of the less stable and less progressive concerns in each industry. Business houses today are fighting
for their very existence, and those who survive will be the ones that start now to reduce their costs and better
their methods, in order to meet the keenest competition on a fair basis. ~
How should we begin? Where should we start?
If every manufacturer in the metal working industry would start by putting his own house in order, by replacing his
old worn'-out tools with new and better machines, by weeding out bis obsolete equipment, and installing more
modern, more prohtable equipment in its place, the first thing you know, we would have better business, things
would begin to move again, and industry once more would "hit the trail" of progress. We, The American Tool Works
Company, have already started. Since Jan. 1921, we have weeded out of our own plant, eighty-three machines of
different kinds, and are now replacing them with the latest and most modern tools. By this we have provided
business for the foundries, orders for the steel mills, and work for a number of men-in other words, we have "gone
into action" in our own plant.
If you will do the same in yours, the other fellow the same in his, and so on, ad infinitum, this country would soon
forget that there was a business depression, a readjustment period or a deflation spasm. It is up to every one of us
to put our shoulder to the wheel, so let's go-a slang expression -yes-but chuck full of meaning and good advice.
The American Tool Works Co.
Cincinatti, Ohio, U. S. A.
LATHES PLANERS--SHAPERS RADIALS
This is the 6rst of a series of cost reducing advertisements. The president of every metal Fabricatz.ng plant in t
country should hz.mselF read each and every one oF th advertisements, and then refer them to hz.s manager c
superintendent.