***********************
top
top title pic
top

William-Gleason-60 inch Gear Planer,
Jan 1 1887
William-Gleason-60 inch Gear-Planer, for 1887.
We present with this an illustration of Gear-William-Gleason-60 inch Gear-Planer, for 1887
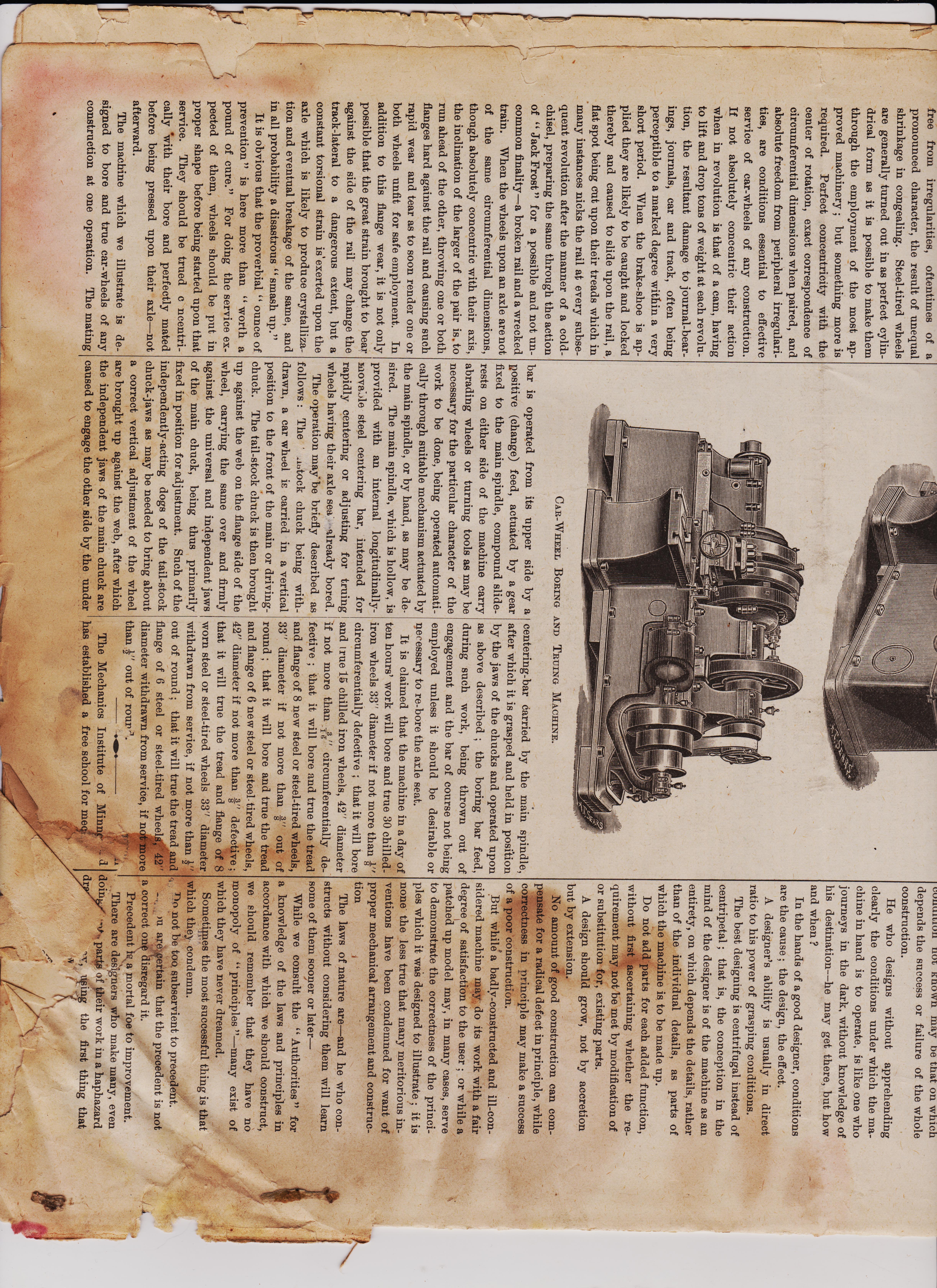
It is well understood by persons versed in gearing that while the teeth of spur-gears may be correctly formed by the revolving cutters as used in the ordinary gear-cutter, those of bevel-gears can be only indifferently-well formed by the same means. The error in the teeth of bevel-gears cut in this manner is serious, in causing them to "rattle" when run at a moderately-high speed, to "crowd' and run hard and in subjecting them to an uneven wear. It is also well understood that in a correctly-cut tooth of a bevel-gear every line truly drawn along the surface of either face, or the point of the same, or bottom of the space between the teeth, should tend toward a common central point lying in the plane of the axis of the gear. To produce a machine that will thus correctly cut the teeth of bevel-gears is the object of my invention; but it is equally well calculated to cut the teeth from blanks by first grooving the blank around to the proper depth for the spaces, and then giving to the faces of the teeth the desired curvature.
top
top
sky
pic top
size
top
sky
pic top
size


Spiel-s-Petroleum-American-Machinist-Jan-15-1887 how-it-works
(Q9-- A JOURNAL FOR MACHINISTS, ENGINEERS, FOUNDERS, BOILER MAKERS, PATTERN MAKERS,
D BLACKSMITHS, VOL. 10, No. 3 WEEKLY. NEW YORK, JANUARY 15, 1887.
COPYRIGHT 1887, BY AMERICAN MACHINIST PUBLISHING COMPANY. For Sale Everywhere by News dealers.
82.50 per Annum. SINGLE COPIES, S CENTS. ENTERED AT POST OFFICE, NEW YORK, AS SECOND CLASS MATTER.
VERTICAL MILLING In a great variety of operations upon metals, formerly altogether performed with planing and shaping tools, the use of milling cutters has become very general, producing better and more uniform work with great economy. For many purposes a machine is required in which work of large dimensions can be milled ar oun its entire edge, in curved or straight lines and at all ang es, as well as on por-tions of its upper surface. Such is the vertical mill-ing machine built by Bement, Miles & Co. , Philadel-phia, and illus-trated by our en-graving. The , spindle has eight changes of speed by a cone and back gearing, which give ample power and range of speed for large a n d small cutters. Its lower bearing is upon a counter-balanced vertical slide, which is VERTICAL MILLING graving. The , spindle has eight changes of speed by a cone and back gearing, which give ample power and range of speed for large .a n d small cutters. Its lower bearing is upon a counter-balanced vertical slide, which is controlled by s c r e w, gearing and hand wheel. The cutter is thus capable of a r ertical movement of 10 inches. As the steadiness of the cutter de-pends much up-on these parts, their wea ing sur-faces are large and the means of adjustment complete. Provision is made for drawing the cutter mandrel tightly into its place, as well as for re-moving it from the spindle without the use of a hammer. The center of the cutter is 32 inches from inside of frame. The table is 42 inches in diameter, and has circular and right angular movements, the latter of 28 and 33 inches re pectively, all reversible and self-acting with five changes of speed or operated by hand. In cutting steel or wrought iron a liberal supply of some lubricating liquid is required. This is drawn from a tank in the interior of the upper part of the frame through nozzles to which pipe and hose may be attached. It drains into- a wide gutter surounding the table, and through suitably arranged openings into a settling tank in the lower part of the frame. A pump, not visible in the engraving, driven from the countershaft, then raises it to the upper tank to be used again. The strength and stiffness of all parts of the machine enable it to do work rapidly and well.
Lively Boiler Explosion, With a Cause. A correspondent sends us an account of a boiler explosion in Evansville, Ind., accom-panied by photographs of the wreck. The boilers, there was a battery of three, he claims were perfectly safe if they had been in good hands. He writes : " The back end of one of the Early Engineering Reminiscences.
By GEORGE ESCOL SELLERS. TWENTY-EIGHTH PAPER.
The machine I referred to, believing it to have been the first machine on this Continent to make continuous paper, and that I had a perfect recollection of, was in the paper mill Powder Mills, whom I had frequently met in my father's office ; he took me through the mills explaining everything ; this made a last-ing impression, for it was the first time I had seen the process of gun-powder making. I also visited the cotton factory of my father's old friend, Mr. William Young, who had, in connection with his factory, a good machine shop for that period. It was in this shop that my uncle, Franklin Peale, served his apprenticeship, and who afterwards became the chief coiner of the U. S. Mint, and the inventor of the steam coining press, which he constructed and put into practi-cal operation. I had the gratification of witnessing the first coin struck by it, and of being one of the select few in-vited to witness the first steam coinage on March 23d, 1836, and still have in my possession o n e of the coins, or rather, I should boilers was found about 500 yards from the .mill, top of what is called the coal mine hill, and at an elevation of about 100 feet. The front end of one of the boilers sailed over the river, just missing the pilot-house of a steamer, and landed high and dry on the Kentucky side, at least 1,000 yards from the mill." An eye witness says: " The dome went straight up at least 400 feet ; it landed about 10 steps from the boiler. * * * * The fireman, poor fellow, was killed. * * * * Out of all three boilers no two sheets can be found together. Small pieces can be found in every direction. All this destruction was caused by a blockhead of a machinist left in charge, who had made application to join the N. A. S. E., but had been rejected from in-competency. Unfortunately the blockhead escaped unhurt." Altogether our correspond-ent details a lively time, caused by incompetency, as is almost invariably the case.
. of Mr. Thomas Gilpin on the Brandywine Creek a few miles from Wilmington, Del., but I cannot with certainty fix the date that I first saw it in operation ; but from other circumstances connected with the visit to the mill with my father I do not think it was earlier than 1817 or later than 1818, and then the machine had been in operation for a con-siderable time. I have no distinct recollection of the special object of my fa her's visit to the mill at that time. But I do remember that he and Mr. Gilpin and his manager, Mr. Great-rake, spent much time in the machine room watching the operation, sketching and discuss-ing points in connection with the forming cyl-inder and the exhaust pumps. The millwright had been called in, and while some changes were being discussed I left them ; having considerable portion of the afternoon to my-self I took advantage of it to call on Mr. Irene Du Pont, the founder of the Du Pont had the gratifica-tion of witness-ing the first coin struck by it, and of being one of the select few in-vited to witness the first steam coinage on March 23d, 1836, and still have in my possession o n e of the coins, or rather, I should say, one of a few that were struck a few days pre-vious when my uncle was adjust-ing the press, testing its capa-b lity, and also the dies. This test was only in the presence of Dr. R. M. Patter-son, the then di-rector of the U. S. Mint, Adam Eckfeldt, the old and first coiner of the U. S., Mr. Gobrecht, the die sinker, Jos. Sax-ton and myself. Of those present at the select exhibition on the 23d, I recollect Matthew W. Bald-win, Rufus Tyler, Wm. Mason, S. V. Merrick, and S. Morris, as among the most prominent mechanics of the time. The dollar press went into operation the fall of the same year, 1836. I have one among the first that were struck. It bears that date, and has the die sinker's name, C. GOBREOHT, F., in very small sunken le tern under the figure of the Goddess of Liberty, thus per-petuating and passing to posterity in letters that will remain when all the raised ones are worn away, not the name of Thomas Sully, the artist who designed the figure of the goddess, but the copyist who only repro-duced it, when the name of the artist as well as that of the creator of the unerring press that struck the coin is lost. But all this has nothing to do with paper making or paper making machinery. We >

AMERICAN-MACHINIST-1887-page 3 Spiel's Petroleum Engine.
Spiel's Petroleum Engine.
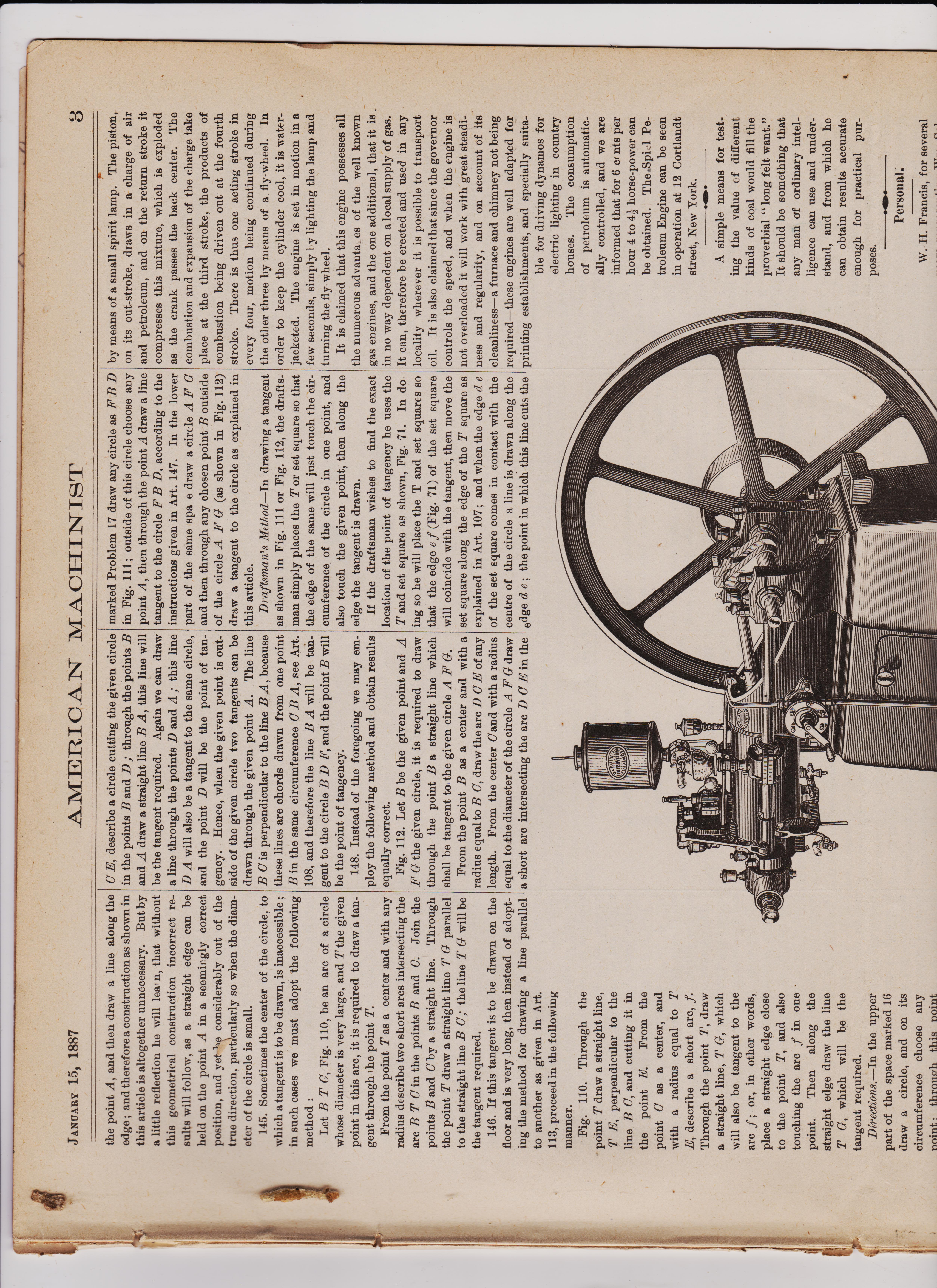
We present with this an illustration of Spiel's petroleum gas engine, which F. St. George How, agent for the patent holders, is now introducing in this country. In general appearance, the petroleum en-gine does not differ greatly from some hori-zontal types of gas engines, except that it carries a small reservoir above it for oil. The operation of the engine may be briefly explained as follows : The petroleum is drawn from a tank to the reservoir on the engine by means of a small centrifugal pump fitted to the engine. When the number of hours in which the engine has to run can be previously ascertained, the size of the reservoir can be so arranged as to supply petroleum during the whole time without any further attention. In this case the reservoir is filled before starting. Vaporization of the petroleum previous to use does not take place, the engine using it in its fluid condition. From the reservoir the petroleum is conducted by a pipe to a pump, by which small measured quantities are injected into the cylinder of the engine, and at a given point it is ignited proverbial " long felt want." It should be something that any man of ordinary intel-ligence can use and under-stand, and from which he can obtain results accurate enough for practical pur-poses.
Practical Drawing. By J. G. A. MEYER. FORTIETH PAPER.
375. Remarks relating to Problem 51 : It may often appear difficult to find the projections of straight lines, and more so to find the projections of curved lines ; but if we remember that, when we have the projections of two points of a given straight line, its projection is known ; and when we have the projections of several points of a given curve, the projection of the curve is also known ; consequently, we see that many problems can be reduced to very simple ones, in which all difficulties will disappear. Therefore we should be very particular to understand thoroughly the method of find-ing the projections of points in whatever position these may be given, or in whatever curve they may lie. It is the great import-ance of this subject which leads us to make the following remarks, thereby trusting to enable the student to become as familiar as possible with this subject. In Fig. 268 it will be seen that in order to obtain the horizontal projection of the bases we first established a number of points, as f, h, etc., all equal distances apart in the vertical projection of the upper base of the cylinder. In relation to these points, it must be said that it is not necessary to make the distances between these points equal to each other; we did so simply to make the figure appear symmetrically ; neither is it necessary that two points, for instance, such as e2 and f2, should lie in one straight line, drawn perpendicular to the upper base m n of the cylinder; we simply adopted this method to save labor. We will obtain the same curve in the horizontal projection by taking any number of points (the more the better) in any position whatever in the circum-ference of the circle m2 n2 e,d2; thus: Fig. 269, let A B be the ground line, and let m n repre-sent the vertical projection of the upper base of a cylinder having the same diameter, and the same inclination to the hori-zontal plane of projection as that represented by m n in Fig. 268, and let the circle m2 ne c2 d2 in straight line drawn perpendicular to the ground line A B; we therefore draw a ver-tical line through the point e, and this line will contain the horizontal projection e3 of the given point. It now only remains to find the distance between the point e3 and the ground line A B. Since e2 represents the given point when its projecting plane coin-cides with the vertical plane of projection, and since the projecting plane is turned around its trace, it follows that when the projecting plane stands perpendicular to the vertical plane of projection, then the distance between the vertical plane of pro-jection and the point will be equal to that ings the ground line A B is not drawn, and therefore, instead of laying off the point e3 from A B, or in other words, measuring its distance from the ground line, we first draw the diameter ma n3, which is the horizontal projection of a diameter parallel to the ver-tical plane of projection, and from the point f, in which the vertical e f5 cuts m3 n., we lay off on the line e f5 the point e3; the dis-tance between these points must, of cour.e, be equal to that between the points e2 and f4; the point f4 being the point in which the line e e2 produced, cuts the diameter m2 n2 drawn parallel to m n. The result will be the same as before. 376. When a right cylinder with a circu-lar base is standing in an oblique position, as shown in Fig. 268, the horizontal pro-jection of each base will be an ellipse. The center line c3 d3 (Fig. 268), which is the longest straight line that can be drawn in the ellipse, is called the major axis ; and the center line m3 na (Fig. 268), which is the shortest line that can be drawn in the ellipse, is called the minor axis. A more precise definition of these axes will be given when we consider the properties of an ellipse.
Problem 52. PRACTICAL APPLICATION OF PROBLEM 51. 377. To FIND THE VERTICAL AND HORIZONTAL PROJECTION OF A FLANGED CYLINDER, THE DIMENSIONS AND POSITION OF THE SAME BEING GIVEN. In this problem it is required to make an elevation and a plan of a flanged cylinder whose diMensions are given in the illustra-tion ; the axis of the cylinder is parallel to the vertical plane of projection, and oblique to the horizontal plane of projection. In order to refresh the student's memory, we will remark that by the term " vertical DECEMBER 31, 1887
- - Draw any horizontal line A B (Fig. 270).. Since the point f of the upper flange is to 'be 52 inches above the line A B, draw another line f s at a distance of 52 inches above and parallel to A B. The total length of the cylinder (including the flanges) is to be 1.1 inches, therefore from any point h on the line A B as a center, and with a radius of 14 inches, describe a short arc cutting the line f s in the point f, join the points h and f by a straight line; this line will give the correct inclination of the cylinder. From the point on the line h f lay off a point m ; the dis-tance between these points must be equal to the thickness of the flange, namely 11 inches; also on the line h, f lay off, 11 inches from f, a point k. Through the points h, m, k, f; draw lines perpendicular to h f • to do this use the T and set squares in a manner as illustrated in Figs. 71 and 80. Draw the center line a o parallel to, and at a distance of 58 inches from h f ; again at a distance of 58 inches from a o draw the lines i n and l g, which will complete the vertical projection of the flanges. On each side of the center line a o, and parallel to it, draw a straight line ; the distance between the axis and each one of the lines must be 4 inches, making the total distance between these lines equal to the diameter of the cylinder, namely 8 inches. Also indicate the thickness of the metal in the cylinder by drawing two dotted lines, parallel to a o, and each line 3 inches away from a o ; these lines will complete the elevation of the flanged cylinder. In order to find the horizontal projection consider this flanged cylinder to be com-posed of three separate right cylinders (Art. 299) whose axes lie in one straight line and their bases in contact. Two of these separate cylinders will be represented by the flanges, and therefore each one of these two cylinders will be 11 inches long and 111 inches in diameter ; the remaining cylinder will be 8 inches in diameter and 112 inch-es long. We have now only to find the horizontal projection of each one of these cylinders by the method, given in Problem 51, and thus obtain the out-line of the flanged cylinder in the horizontal projection. In Article 18 it is stated that ; the science of geometry treats
taking any number of points (the more the better) in any position whatever in the circum-ference of the circle m2 n2 c2 d2; thus: Fig. 269, let A B be the ground line, and let m n repre-sent the vertical projection of the upper base of a cylinder having the same diameter, and the same inclination to the hori-zontal plane of projection as that represented by m n in Fig. 268, and let the circle m2 n, c2 d2 in Fig. 269 represent the same base when its projecting plane co-incides with the vertical plane of projection. For reasons given in Problem 51, the center C., of this circle will lie in a straight line drawn perpendicu-lar to the line m n, and drawn through the point c midway between the extremities m and n. Now let us take any point as e2 in the circumference m2 n2 c2 d2, and find its horizontal projection. Our first step will be to find the position of the same point on the line m n, or in other words, find the posi-tion of the point e2 after the plane which contains the same has been revolved about its trace m n until it stands perpen-dicular to 1 he vertical plane of projection. Now,inrevolving this plane about its axis, which" is the trace m n, the path of the point e2 will be represented by a straight line e2 e drawn through e2 perpendicular to a,, and therefore the point e in which the line cuts the line m n, is the point sought. From the foregoing we see that the points e and e2 represent one and the same point in space the former is the position of the point when the projecting plane stands perpen-dicular to the vertical plane of projection, and the latter is the position of the point when the projecting plane coincides with the vertical plane of projection. Our next step will be to find the horizontal projec-tion of this point. Let us consider the point e to be the vertical projection of a given point in space ; we know, according to Article 227, that both the vertical and hori-zontal projection of a point must lie in a
Fig. 272 between the points e and e2. We therefore lay off on the line e e3 from the point e4, in which it cuts the line A B, a point e3, the distance between the points e4 and e3 being equal to that between the points e and e2. Then will the point es be the horizontal and the point e the vertical projection of a given point in space, and this same point is also represented by e2. But since e2 lies in the circumference of the circle, the point e3 will also be a point in the boundary line of the horizontal projection of this circle. In a similar manner we may obtain the hori-zontal projections of any number of points chosen in the circumference of the circle, and then by joining these horizontal pro-jections by a curved line we will obtain a boundary line of the base in the horizontal projection precisely the same as that shown in Fig. 268. Once more, in working draw- Pig. 273
projection " is meant an elevation of an object, and by the term " horizontal projection " is meant a plan of the object (see Articles 215 and 222); and when we say" the axis of the cylinder is to be parallel to the vertical plane of projection" we simply mean that in drawing the elevation of the cylinder we must assume the axis of the same to be parallel to the surface of the paper on which it is drawn ; and by the ex-pression " oblique to the horizontal plane of projection "we mean that in drawing the plan of the cylinder we must assume the axis of the same to be *inclined to the sur-face of the paper on which it is drawn. In problems of this kind we must always make first that view of an object in which the true lengths of all the lines can be seen, and therefore we commence with the vertical projection or elevation of the cylinder.
two cylinders will be 11 inches long and 111 inches in diameter ; the remaining cylinder will be 8 inches in diameter and 112 inch-es long. We have now only to find the horizontal projection of each one of these cylinders by the method, given in Problem 51, and thus obtain the out-line of the flanged cylinder in the horizontal projection. In Article 18 it is stated that the science of geometry treats on the laws relating to space, and that a geometrical solid is that portion of space which a material object may occupy. hence, to find the horizontal projection of the hole in the cylinder, we simply consider it to be another right cylinder whose axis coincides with the others, and whose length is limited by the face f g and h i of the upper and lower flanges, and then find the projection of this cylinder in precisely the same manner as shown in Fig. 268 and explained in Problem 51. Directions. ”In the space marked Prob. 52 draw the vertical and horizontal projections of a flanged cylinder whose position and dimensions will agree with those given in Fig. 270. Use a 1I---inch scale. The ellipses which represent the horizontal projection of the faces i h, n m, 1 k, g of the flanges are exactly alike, and therefore we need to find only the points in one ellipse. In drawings of this kind, the points so found can be joined sufficiently accurate by arcs of a circle, and, consequently, when one curve has been drawn in this manner, similar curves can be readily drawn without finding points in each curve. The manner of joining the points by arcs of a circle is explained in Article 379. In the case before us, we have only to find the correct positions of the major and minor axes, :and on these establish centers from which the arcs com-posing the curve can be drawn. Thus : For the horizontal projection of the uppe fit flange we need only find, as is clearly shown in Figs. 270, 271, the position of the major
((((((((((((((((((((((((((((((((((((((((((((((((((((
Spiel's Petroleum Engine.
We present with this an illustration of Spiel's petroleum gas engine, which F. St. George How, agent for the patent holders, is now introducing in this country. In general appearance, the petroleum en-gine does not differ greatly from some hori-zontal types of gas engines, except that it carries a small reservoir above it for oil. The operation of the engine may be briefly explained as follows : The petroleum is drawn from a tank to the reservoir on the engine by means of a small centrifugal pump fitted to the engine. When the number of hours in which the engine has to run can be previously ascertained, the size of the reservoir can be so arranged as to supply petroleum during the whole time without any further attention. In this case the reservoir is filled before starting. Vaporization of the petroleum previous to use does not take place, the engine using it in its fluid condition. From the reservoir the petroleum is conducted by a pipe to a pump, by which small measured quantities are injected into the cylinder of the engine, and at a given point it is ignited proverbial " long felt want." It should be something that any man of ordinary intel-ligence can use and under-stand, and from which he can obtain results accurate enough for practical pur-poses.
Practical Drawing. By J. G. A. MEYER. FORTIETH PAPER.
375. Remarks relating to Problem 51 : It may often appear difficult to find the projections of straight lines, and more so to find the projections of curved lines ; but if we remember that, when we have the projections of two points of a given straight line, its projection is known ; and when we have the projections of several points of a given curve, the projection of the curve is also known ; consequently, we see that many problems can be reduced to very simple ones, in which all difficulties will disappear. Therefore we should be very particular to understand thoroughly the method of find-ing the projections of points in whatever position these may be given, or in whatever curve they may lie. It is the great import-ance of this subject which leads us to make the following remarks, thereby trusting to enable the student to become as familiar as possible with this subject. In Fig. 268 it will be seen that in order to obtain the horizontal projection of the bases we first established a number of points, as f, h, etc., all equal distances apart in the vertical projection of the upper base of the cylinder. In relation to these points, it must be said that it is not necessary to make the distances between these points equal to each other; we did so simply to make the figure appear symmetrically ; neither is it necessary that two points, for instance, such as e2 and f2, should lie in one straight line, drawn perpendicular to the upper base m n of the cylinder; we simply adopted this method to save labor. We will obtain the same curve in the horizontal projection by taking any number of points (the more the better) in any position whatever in the circum-ference of the circle m2 n2 e,d2; thus: Fig. 269, let A B be the ground line, and let m n repre-sent the vertical projection of the upper base of a cylinder having the same diameter, and the same inclination to the hori-zontal plane of projection as that represented by m n in Fig. 268, and let the circle m2 ne c2 d2 in straight line drawn perpendicular to the ground line A B; we therefore draw a ver-tical line through the point e, and this line will contain the horizontal projection e3 of the given point. It now only remains to find the distance between the point e3 and the ground line A B. Since e2 represents the given point when its projecting plane coin-cides with the vertical plane of projection, and since the projecting plane is turned around its trace, it follows that when the projecting plane stands perpendicular to the vertical plane of projection, then the distance between the vertical plane of pro-jection and the point will be equal to that ings the ground line A B is not drawn, and therefore, instead of laying off the point e3 from A B, or in other words, measuring its distance from the ground line, we first draw the diameter ma n3, which is the horizontal projection of a diameter parallel to the ver-tical plane of projection, and from the point f, in which the vertical e f5 cuts m3 n., we lay off on the line e f5 the point e3; the dis-tance between these points must, of cour.e, be equal to that between the points e2 and f4; the point f4 being the point in which the line e e2 produced, cuts the diameter m2 n2 drawn parallel to m n. The result will be the same as before. 376. When a right cylinder with a circu-lar base is standing in an oblique position, as shown in Fig. 268, the horizontal pro-jection of each base will be an ellipse. The center line c3 d3 (Fig. 268), which is the longest straight line that can be drawn in the ellipse, is called the major axis ; and the center line m3 na (Fig. 268), which is the shortest line that can be drawn in the ellipse, is called the minor axis. A more precise definition of these axes will be given when we consider the properties of an ellipse.
Problem 52. PRACTICAL APPLICATION OF PROBLEM 51. 377. To FIND THE VERTICAL AND HORIZONTAL PROJECTION OF A FLANGED CYLINDER, THE DIMENSIONS AND POSITION OF THE SAME BEING GIVEN. In this problem it is required to make an elevation and a plan of a flanged cylinder whose diMensions are given in the illustra-tion ; the axis of the cylinder is parallel to the vertical plane of projection, and oblique to the horizontal plane of projection. In order to refresh the student's memory, we will remark that by the term " vertical DECEMBER 31, 1887
- - Draw any horizontal line A B (Fig. 270).. Since the point f of the upper flange is to 'be 52 inches above the line A B, draw another line f s at a distance of 52 inches above and parallel to A B. The total length of the cylinder (including the flanges) is to be 1.1 inches, therefore from any point h on the line A B as a center, and with a radius of 14 inches, describe a short arc cutting the line f s in the point f, join the points h and f by a straight line; this line will give the correct inclination of the cylinder. From the point on the line h f lay off a point m ; the dis-tance between these points must be equal to the thickness of the flange, namely 11 inches; also on the line h, f lay off, 11 inches from f, a point k. Through the points h, m, k, f; draw lines perpendicular to h f • to do this use the T and set squares in a manner as illustrated in Figs. 71 and 80. Draw the center line a o parallel to, and at a distance of 58 inches from h f ; again at a distance of 58 inches from a o draw the lines i n and l g, which will complete the vertical projection of the flanges. On each side of the center line a o, and parallel to it, draw a straight line ; the distance between the axis and each one of the lines must be 4 inches, making the total distance between these lines equal to the diameter of the cylinder, namely 8 inches. Also indicate the thickness of the metal in the cylinder by drawing two dotted lines, parallel to a o, and each line 3 inches away from a o ; these lines will complete the elevation of the flanged cylinder. In order to find the horizontal projection consider this flanged cylinder to be com-posed of three separate right cylinders (Art. 299) whose axes lie in one straight line and their bases in contact. Two of these separate cylinders will be represented by the flanges, and therefore each one of these two cylinders will be 11 inches long and 111 inches in diameter ; the remaining cylinder will be 8 inches in diameter and 112 inch-es long. We have now only to find the horizontal projection of each one of these cylinders by the method, given in Problem 51, and thus obtain the out-line of the flanged cylinder in the horizontal projection. In Article 18 it is stated that ; the science of geometry treats
taking any number of points (the more the better) in any position whatever in the circum-ference of the circle m2 n2 c2 d2; thus: Fig. 269, let A B be the ground line, and let m n repre-sent the vertical projection of the upper base of a cylinder having the same diameter, and the same inclination to the hori-zontal plane of projection as that represented by m n in Fig. 268, and let the circle m2 n, c2 d2 in Fig. 269 represent the same base when its projecting plane co-incides with the vertical plane of projection. For reasons given in Problem 51, the center C., of this circle will lie in a straight line drawn perpendicu-lar to the line m n, and drawn through the point c midway between the extremities m and n. Now let us take any point as e2 in the circumference m2 n2 c2 d2, and find its horizontal projection. Our first step will be to find the position of the same point on the line m n, or in other words, find the posi-tion of the point e2 after the plane which contains the same has been revolved about its trace m n until it stands perpen-dicular to 1 he vertical plane of projection. Now,inrevolving this plane about its axis, which" is the trace m n, the path of the point e2 will be represented by a straight line e2 e drawn through e2 perpendicular to a,, and therefore the point e in which the line cuts the line m n, is the point sought. From the foregoing we see that the points e and e2 represent one and the same point in space the former is the position of the point when the projecting plane stands perpen-dicular to the vertical plane of projection, and the latter is the position of the point when the projecting plane coincides with the vertical plane of projection. Our next step will be to find the horizontal projec-tion of this point. Let us consider the point e to be the vertical projection of a given point in space ; we know, according to Article 227, that both the vertical and hori-zontal projection of a point must lie in a
Fig. 272 between the points e and e2. We therefore lay off on the line e e3 from the point e4, in which it cuts the line A B, a point e3, the distance between the points e4 and e3 being equal to that between the points e and e2. Then will the point es be the horizontal and the point e the vertical projection of a given point in space, and this same point is also represented by e2. But since e2 lies in the circumference of the circle, the point e3 will also be a point in the boundary line of the horizontal projection of this circle. In a similar manner we may obtain the hori-zontal projections of any number of points chosen in the circumference of the circle, and then by joining these horizontal pro-jections by a curved line we will obtain a boundary line of the base in the horizontal projection precisely the same as that shown in Fig. 268. Once more, in working draw- Pig. 273
projection " is meant an elevation of an object, and by the term " horizontal projection " is meant a plan of the object (see Articles 215 and 222); and when we say" the axis of the cylinder is to be parallel to the vertical plane of projection" we simply mean that in drawing the elevation of the cylinder we must assume the axis of the same to be parallel to the surface of the paper on which it is drawn ; and by the ex-pression " oblique to the horizontal plane of projection "we mean that in drawing the plan of the cylinder we must assume the axis of the same to be *inclined to the sur-face of the paper on which it is drawn. In problems of this kind we must always make first that view of an object in which the true lengths of all the lines can be seen, and therefore we commence with the vertical projection or elevation of the cylinder.
two cylinders will be 11 inches long and 111 inches in diameter ; the remaining cylinder will be 8 inches in diameter and 112 inch-es long. We have now only to find the horizontal projection of each one of these cylinders by the method, given in Problem 51, and thus obtain the out-line of the flanged cylinder in the horizontal projection. In Article 18 it is stated that the science of geometry treats on the laws relating to space, and that a geometrical solid is that portion of space which a material object may occupy. hence, to find the horizontal projection of the hole in the cylinder, we simply consider it to be another right cylinder whose axis coincides with the others, and whose length is limited by the face f g and h i of the upper and lower flanges, and then find the projection of this cylinder in precisely the same manner as shown in Fig. 268 and explained in Problem 51. Directions. ”In the space marked Prob. 52 draw the vertical and horizontal projections of a flanged cylinder whose position and dimensions will agree with those given in Fig. 270. Use a 1I---inch scale. The ellipses which represent the horizontal projection of the faces i h, n m, 1 k, g of the flanges are exactly alike, and therefore we need to find only the points in one ellipse. In drawings of this kind, the points so found can be joined sufficiently accurate by arcs of a circle, and, consequently, when one curve has been drawn in this manner, similar curves can be readily drawn without finding points in each curve. The manner of joining the points by arcs of a circle is explained in Article 379. In the case before us, we have only to find the correct positions of the major and minor axes, :and on these establish centers from which the arcs com-posing the curve can be drawn. Thus : For the horizontal projection of the uppe fit flange we need only find, as is clearly shown in Figs. 270, 271, the position of the major
33333333333third
pic bott
\
https://antiquemachinery.com/images-American-Machinist-Jan-1-1887/American-Machinist-Jan-1-1887-pg-3-top-William-Barker-Springfield-Glue-Emery-Kellogg-Link-Belt-S-W-Goodyear-William-Kelly-Pratt-and-Whitney-P-H-Roots.jpeg
pic bott

AMERICAN-MACHINIST-1887 page 4
pg 4 AMERICAN MACHINIST JANUARY 15, 1887
4 AMERICAN MACHINIST JANUARY 15, 1887
Machine Tools for Patternmakers.
BY F. W. BARROWS.
In preparing work for the lathe it is necessary to provide some way of holding split patterns firmly together. Small patterns may be held together by gluing a short space at each end, beyond the length of finished piece, but if fastened in this way the turning must all be done before separating the pat-tern. A better way is to put a screw in each end, then you may take it apart as many times as you wish. This is sometimes de-sirable ; as, for instance, in turning a piece any portion of which is required to be as nearly a perfect sphere as possible. After the pattern has been centered accurately in the joint turn down a place opposite the center of ball to the size required, and make a line to locate center of ball, then take the pattern apart and draw the center line across one-half, then strike a circle the diameter of required ball, having its center located on line already made, and with your knife or a chisel cut off one side of pattern to the line of circle, taking care to cut off the right side. This will be on the side of joint towards you, at the top, as the pattern revolves in the lathe, or hold the half pattern with the live center end towards you and the joint up, and cut off the right hand side. Replace the pat-tern in the lathe and turn down just to this line and you will have, practically, a true sphere. Any split pattern, the outline of whose surface is composed of. curved lines which are hard to locate from the outside, may be laid out in this way and turned up more accurately than is possible in any other way. The lathe should be stopped as often as is necessary to note where you must cut away the pattern. If your lathe has iron cones on counter and spindle you won't get along as 'fast as you could if they were properly provided with wooden cones, as it takes longer to stop and start the heavy iron ones. Large split patterns may be held together by dogs driven in each end, at one or both sides of the centers, or hardwood centers may be used, like Fig. 77. Iron plates are some-times used similar to 77, but these are hard on the lathe centers, especially the tail center, when it isn't in line with the spindle, although they may used at the spindle end in connec-tion with some form of lathe-dog for driving the joint, how can you tell when the centers are all located in the correct plane? and if the casting is to be hollow, how will you make the core box so as to leave the casting of the right thickness throughout ? There is a way of getting round all these difficulties. You may fit your pattern to-gether, making offsets in the parting, to keep the centers of all the different pieces in the same plane. These offsets give the pattern a kind of rustic look, and perhaps the moulder will have to borrow a stepladder to
O Fig. 71 weight if it is perfectly balanced, it is hard on the front bearing of spindle, where it overhangs much. Then, if it is a tool to drive some piece of work, the nearer the work is to the journal the better it is for both work and lathe. Again, if it, the tool, isn't balanced and is also made to project away out toward the other end of lathe, you will have hard work to keep the lathe from running hot or to turn up a piece of work round and true. In my next paper I will describe a chuck which is very useful on some kinds of small work, and which" will, 'space, off _and, center holes to be drilled or bored anywhere within the limits of the tool. I;will,;also describe a peculiar job of turning. New boilers for the Consett Iron Works, England, are to be built so they can be fired with gas instead of coal, if found advisable to do so.
Centre line of Spindle fig. 78
Axis of revolution Pattery, get up and down over these offsets, in making his parting. They will also help to make a poor casting. Another, and a much easier way, is to lo-cate the center exactly in the joint of each and every piece. Face-plates should be put on with a well-fitted thread, and a good liberal shoulder. You will find it very easy to get one fast on the spindle, if the thread is a loose fit and the shoulder small. On the contrary, when they are properly fitted, it will be a pretty hard matter to get one fast ; but as we are all li-able to meet with accidents when turning, we may be so unfortunate as to get one stuck fast: To prevent this I have found a paper washer, well soaked in oil and placed between face-plate and shoulder on spindle, to be a good thing. If you have never tried this, you will be surprised to see what a difference it will make. To keep the dirt from collect-ing on the thread inside face plate hub, file a Tail Centre
Some Notes on Steel.
BY JOHN COFFIN.
ONE OF THE UNEXPECTED THINGS EXPLAINED.
Prof. Sweet said in his paper on " The Unexpected Which Often Happens " : " One who would predict how a steel rail would behave in cooling would find himself twice wrong," I am not certain that I quote him literally. Before I undertake to explain I will first state the facts for the benefit of those whose attention has never been called to the subject. As a rail leaves the rolls the head being thicker than the flange (see sketch) retains more heat, so that if the rail is straight at this time when it becomes cold the head will be concave. To avoid this and leave it straight when cold it is cambered while hot, thus making the head convex, so that when it cools it will be straight. It was the peculiar action•of the through the same action, and there is no hot head against it. Furthermore, if a rail be pushed out by itself and allowed to cool, it behaves exactly the same. We must look elsewhere for the reason of the head becoming concave for a time while the rail is cooling. I think we can look for the cause in the re-heating due to the chemical change of car-bon, as explained by an eminent Swedish en-gineer.
I will digress to give his theory. . In cooling, the carbon changes, hardening carbon to cement carbon, and in this change there is a certain amount of chemical energy destroyed, which results in giving out heat. He illustrates by a,beautiful and simple experi-ment, which I will cite:
A piece of high carbon steel is heated to an )range color on one end, and then taken in the dark, and the cooling observed. It is evi-dent, as all grades of heat, from a black to an orange, are represented, that some part of the bar is at a temperature at which its car-bon is almost ready to change. This is made manifest by a bright streak, or band, appear-ing between the highly heated end and the black part. This band appears hotter than the metal adjoining it on both sides ; yet it is certain that a moment before this part was cooler than the metal on one side of it. So the only conclusion we can draw is that this metal has re-heated itself. Furthermore, the corners, which first began to cool, again get bright, and at one time in the cooling opera-tion are hotter than the center of the bar. This is a simple experiment anyone can try. A bar of ordinary tool steel, 1" thick and 1" wide, being a very good size, though any size will do. The question naturally arises, although it appears to get hotter, does it actually do so, and does it expand at the same time ? To determine this I took a bar of steel 9 per cent. carbon, 4 feet long, and heated it uniformly to an orange color.
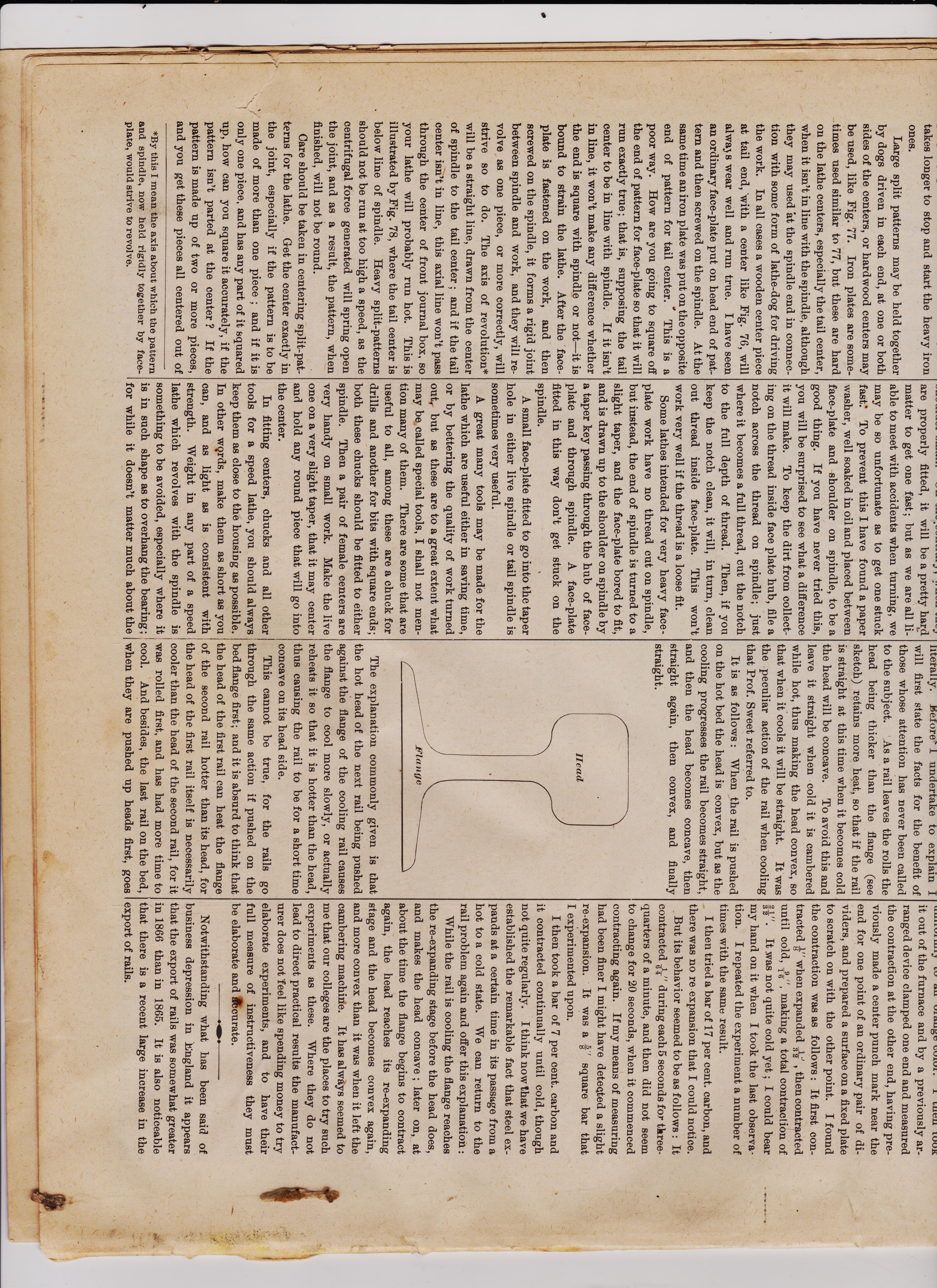
I then took it out of the furnace and by a previously ar-ranged device clamped one end and measured the contraction at the other end, having pre-viously made a center punch mark near the end for one point of an ordinary pair of di-viders, and prepared a surface on a fixed plate to scratch on with the other point. I found the contraction was as follows : It first con-tracted 8" when expanded , then contracted until cold, TV, making a total contraction of ,1-32". It was not quite cold vet : I could hoer it out of the furnace and by a previously ar-ranged device clamped one end and measured the contraction at the other end, having pre-viously made a center punch mark near the end for one point of an ordinary pair of di-viders, and prepared a surface on a fixed plate to scratch on with the other point. I found the contraction was as follows : It first con-tracted" when expanded , then contracted until cold, IV, making a total contraction of 2". It was not quite cold yet ; I could bear my hand on it when I took the last observa-tion. I repeated the experiment a number of times with the same result. I then tried a bar of 17 per cent. carbon, and there was no re expansion that I could notice. But its behavior seemed to be as follows : It contracted 64" during each 5 seconds for three-quarters of a minute, and then did not seem to change for 20 seconds, when it commenced contracting again. If my means of measuring had been finer I might have detected a slight re-expansion. It was a ' square bar that I experimented upon. I then took a bar of 7 per cent. carbon and it contracted continually until cold, though not quite regularly. I think now that we have established the remarkable fact that steel ex-pands at a certain time in its passage from a hot to a cold state. We can return to the rail problem again and offer this explanation : While the rail is cooling the flange reaches the re-expanding stage before the head does, and makes the head concave ; later on, at about the time the flange begins to contract again, the head reaches its re-expanding stage and the head becomes convex again, and more convex than it was when it left the cambering machine. It has always seemed to me that our colleges are the places to try such experiments as these. Where they do not lead to direct practical results the manufact-urer does not Teel like spending money to try elaborate experiments, and to have their full measure of instructiveness they must be elaborate and &curate. Notwithstanding what has been said of business depression in England it appears that the export of rails was somewhat greater in 1866 than in 1865. It is also noticeable that there is a recent large increase in the export of rails. takes longer to stop and start the heavy iron ones. Large split patterns may be held together by dogs driven in each end, at one or both sides of the centers, or hardwood centers may be used, like Fig. 77. Iron plates are some-times used similar to 77, but these are hard on the lathe centers, especially the tail center, when it isn't in line with the spindle, although they may used at the spindle end in connec-tion with some form of lathe-dog for driving the work. In all cases a wooden center piece at tail end, with a center like Fig. 76, will always wear well and run true. I have seen an ordinary face-plate put on head end of pat-tern and then screwed on the spindle. At the same time an iron plate was put on the opposite end of pattern for tail center. J This is a poor way. How are you going to square off the end of pattern for face-plate so that it will run exactly true ; that is, supposing the tail center to be in line with spindle. If it isn't in line, it won't make any difference whether the end is square with spindle or not—it is bound to strain the lathe. After the face-plate is fastened on the work, and then screwed on the spindle, it forms a rigid joint between spindle and work, and they will re-volve as one piece, or more correctly, will strive so to do. The axis of revolution* will be a straight line, drawn from the center of spindle to the tail center ; and if the tail center isn't in line, this axial line won't pass through the center of front journal box, so your lathe will probably run hot. This is illustrated by Fig. 78, where the tail center is below line of spindle. Heavy split-patterns should not be run at too high a speed, as the centrifugal force generated will spring open the joint, and as a result, the pattern, when finished, will not be round. Care should be taken in centering split-pat-terns for the lathe. Get the center exactly in the joint, especially if the pattern is to be ' made of more than one piece ; and if it is only one piece, and has any part of it squared up, how can you square it accurately, if the pattern isn't parted at the center ? If the pattern is made up of two or more pieces, and you get these pieces all centered out of are properly fitted, it will be a pretty hard matter to get one fast ; but as we are all li-able to meet with accidents when turning, we may be so unfortunate as to get one stuck fast: To prevent this I have found a paper washer, well soaked in oil and placed between face-plate and shoulder on spindle, to be a good thing. If you have never tried this, you will be surprised to see what a difference it will make. To keep the dirt from collect-ing on the thread inside face plate hub, file a notch across the thread on spindle; just where it becomes a full thread, cut the notch to the full depth of thread. Then, if you keep the notch clean, it will, in turn, clean out thread inside face-plate. This won't work very well if the thread is a loose fit. Some lathes intended for very heavy face-plate work have no thread cut on spindle, but instead, the end of spindle is turned to a slight taper, and the face-plate bored to fit, and is drawn up to the shoulder on spindle by a taper key passing through the hub of face-plate and through spindle. A face-plate fitted in this way don't get stuck on the spindle. A small face-plate fitted to go into the taper hole in either live spindle or tail spindle is sometimes very useful. A great many tools may be made for the lathe which are useful either in saving time, or by bettering the quality of work turned out, but as these are to a great extent what may be called special tools, I shall not men-tion many of them. There are some that are useful to all, among these are a chuck for drills and another for bits with square ends; both these chucks should be fitted to either spindle. Then a pair of female centers are very handy on small work. Make the live one on a very slight taper, that it may center and hold any round piece that will go into the center. In fitting centers, chucks and all other literally. J6efore- 1 undertake to explain I will first state the facts for the benefit of those whose attention has never been called to the subject. As a rail leaves the rolls the head being thicker than the flange (see sketch) retains more heat, so that if the rail is straight at this time when it becomes cold the head will be concave. To avoid this and leave it straight when cold it is cambered while hot, thus making the head convex, so that when it cools it will be straight. It was the peculiar action of the rail when cooling that Prof. Sweet referred to. It is as follows : When the rail is pushed on the hot bed the head is convex, but as the cooling progresses the rail becomes straight, and then the head becomes concave, then straight again, then convex, and finally straight.
Head _Flange
The explanation commonly given is that the hot head of the next rail being pushed against the flange of the cooling rail causes the flange to cool more slowly, or actually reheats it so that it is hotter than the head, thus causing the rail to be for a short time concave on its head side. This cannot be true, for the rails go
*By this I mean the axis about which the pattern and spindle, now held rigidly together by face-plate, would strive to revolve. tools for a speed lathe, you should always through the same action if pushed on the keep them as close to the housing as possible. bed flange first; and it is absurd to think that In other wards, make them as short as you the head of the first rail can heat the flange can, and as light as is consistent with of the second rail hotter than its head, for strength. Weight in any part of a speed the head of the first rail itself is necessarily lathe which revolves with the spindle is cooler than the head of the second rail, for it something to be avoided, especially where it was rolled first, and has had more time to is in such shape as to overhang the bearing ; ' cool. And besides, the last rail on the bed, for while it doesn't matter much about the 1when they are pushed up heads first, goes
WICKES ~ BROTHERS
220 Water Street, Saginaw, Mich.
801 Fifth Ave., New York 736 White- Henry Bldg., Seattle, Wash.
pg 4 AMERICAN MACHINIST JANUARY 15, 1887
4 AMERICAN MACHINIST JANUARY 15, 1887
Machine Tools for Patternmakers.
BY F. W. BARROWS.
In preparing work for the lathe it is necessary to provide some way of holding split patterns firmly together. Small patterns may be held together by gluing a short space at each end, beyond the length of finished piece, but if fastened in this way the turning must all be done before separating the pat-tern. A better way is to put a screw in each end, then you may take it apart as many times as you wish. This is sometimes de-sirable ; as, for instance, in turning a piece any portion of which is required to be as nearly a perfect sphere as possible. After the pattern has been centered accurately in the joint turn down a place opposite the center of ball to the size required, and make a line to locate center of ball, then take the pattern apart and draw the center line across one-half, then strike a circle the diameter of required ball, having its center located on line already made, and with your knife or a chisel cut off one side of pattern to the line of circle, taking care to cut off the right side. This will be on the side of joint towards you, at the top, as the pattern revolves in the lathe, or hold the half pattern with the live center end towards you and the joint up, and cut off the right hand side. Replace the pat-tern in the lathe and turn down just to this line and you will have, practically, a true sphere. Any split pattern, the outline of whose surface is composed of. curved lines which are hard to locate from the outside, may be laid out in this way and turned up more accurately than is possible in any other way. The lathe should be stopped as often as is necessary to note where you must cut away the pattern. If your lathe has iron cones on counter and spindle you won't get along as 'fast as you could if they were properly provided with wooden cones, as it takes longer to stop and start the heavy iron ones. Large split patterns may be held together by dogs driven in each end, at one or both sides of the centers, or hardwood centers may be used, like Fig. 77. Iron plates are some-times used similar to 77, but these are hard on the lathe centers, especially the tail center, when it isn't in line with the spindle, although they may used at the spindle end in connec-tion with some form of lathe-dog for driving the joint, how can you tell when the centers are all located in the correct plane? and if the casting is to be hollow, how will you make the core box so as to leave the casting of the right thickness throughout ? There is a way of getting round all these difficulties. You may fit your pattern to-gether, making offsets in the parting, to keep the centers of all the different pieces in the same plane. These offsets give the pattern a kind of rustic look, and perhaps the moulder will have to borrow a stepladder to
O Fig. 71 weight if it is perfectly balanced, it is hard on the front bearing of spindle, where it overhangs much. Then, if it is a tool to drive some piece of work, the nearer the work is to the journal the better it is for both work and lathe. Again, if it, the tool, isn't balanced and is also made to project away out toward the other end of lathe, you will have hard work to keep the lathe from running hot or to turn up a piece of work round and true. In my next paper I will describe a chuck which is very useful on some kinds of small work, and which" will, 'space, off _and, center holes to be drilled or bored anywhere within the limits of the tool. I;will,;also describe a peculiar job of turning. New boilers for the Consett Iron Works, England, are to be built so they can be fired with gas instead of coal, if found advisable to do so.
Centre line of Spindle fig. 78
Axis of revolution Pattery, get up and down over these offsets, in making his parting. They will also help to make a poor casting. Another, and a much easier way, is to lo-cate the center exactly in the joint of each and every piece. Face-plates should be put on with a well-fitted thread, and a good liberal shoulder. You will find it very easy to get one fast on the spindle, if the thread is a loose fit and the shoulder small. On the contrary, when they are properly fitted, it will be a pretty hard matter to get one fast ; but as we are all li-able to meet with accidents when turning, we may be so unfortunate as to get one stuck fast: To prevent this I have found a paper washer, well soaked in oil and placed between face-plate and shoulder on spindle, to be a good thing. If you have never tried this, you will be surprised to see what a difference it will make. To keep the dirt from collect-ing on the thread inside face plate hub, file a Tail Centre
Some Notes on Steel.
BY JOHN COFFIN.
ONE OF THE UNEXPECTED THINGS EXPLAINED.
Prof. Sweet said in his paper on " The Unexpected Which Often Happens " : " One who would predict how a steel rail would behave in cooling would find himself twice wrong," I am not certain that I quote him literally. Before I undertake to explain I will first state the facts for the benefit of those whose attention has never been called to the subject. As a rail leaves the rolls the head being thicker than the flange (see sketch) retains more heat, so that if the rail is straight at this time when it becomes cold the head will be concave. To avoid this and leave it straight when cold it is cambered while hot, thus making the head convex, so that when it cools it will be straight. It was the peculiar action•of the through the same action, and there is no hot head against it. Furthermore, if a rail be pushed out by itself and allowed to cool, it behaves exactly the same. We must look elsewhere for the reason of the head becoming concave for a time while the rail is cooling. I think we can look for the cause in the re-heating due to the chemical change of car-bon, as explained by an eminent Swedish en-gineer.
I will digress to give his theory. . In cooling, the carbon changes, hardening carbon to cement carbon, and in this change there is a certain amount of chemical energy destroyed, which results in giving out heat. He illustrates by a,beautiful and simple experi-ment, which I will cite:
A piece of high carbon steel is heated to an )range color on one end, and then taken in the dark, and the cooling observed. It is evi-dent, as all grades of heat, from a black to an orange, are represented, that some part of the bar is at a temperature at which its car-bon is almost ready to change. This is made manifest by a bright streak, or band, appear-ing between the highly heated end and the black part. This band appears hotter than the metal adjoining it on both sides ; yet it is certain that a moment before this part was cooler than the metal on one side of it. So the only conclusion we can draw is that this metal has re-heated itself. Furthermore, the corners, which first began to cool, again get bright, and at one time in the cooling opera-tion are hotter than the center of the bar. This is a simple experiment anyone can try. A bar of ordinary tool steel, 1" thick and 1" wide, being a very good size, though any size will do. The question naturally arises, although it appears to get hotter, does it actually do so, and does it expand at the same time ? To determine this I took a bar of steel 9 per cent. carbon, 4 feet long, and heated it uniformly to an orange color.
I then took it out of the furnace and by a previously ar-ranged device clamped one end and measured the contraction at the other end, having pre-viously made a center punch mark near the end for one point of an ordinary pair of di-viders, and prepared a surface on a fixed plate to scratch on with the other point. I found the contraction was as follows : It first con-tracted 8" when expanded , then contracted until cold, TV, making a total contraction of ,1-32". It was not quite cold vet : I could hoer it out of the furnace and by a previously ar-ranged device clamped one end and measured the contraction at the other end, having pre-viously made a center punch mark near the end for one point of an ordinary pair of di-viders, and prepared a surface on a fixed plate to scratch on with the other point. I found the contraction was as follows : It first con-tracted" when expanded , then contracted until cold, IV, making a total contraction of 2". It was not quite cold yet ; I could bear my hand on it when I took the last observa-tion. I repeated the experiment a number of times with the same result. I then tried a bar of 17 per cent. carbon, and there was no re expansion that I could notice. But its behavior seemed to be as follows : It contracted 64" during each 5 seconds for three-quarters of a minute, and then did not seem to change for 20 seconds, when it commenced contracting again. If my means of measuring had been finer I might have detected a slight re-expansion. It was a ' square bar that I experimented upon. I then took a bar of 7 per cent. carbon and it contracted continually until cold, though not quite regularly. I think now that we have established the remarkable fact that steel ex-pands at a certain time in its passage from a hot to a cold state. We can return to the rail problem again and offer this explanation : While the rail is cooling the flange reaches the re-expanding stage before the head does, and makes the head concave ; later on, at about the time the flange begins to contract again, the head reaches its re-expanding stage and the head becomes convex again, and more convex than it was when it left the cambering machine. It has always seemed to me that our colleges are the places to try such experiments as these. Where they do not lead to direct practical results the manufact-urer does not Teel like spending money to try elaborate experiments, and to have their full measure of instructiveness they must be elaborate and &curate. Notwithstanding what has been said of business depression in England it appears that the export of rails was somewhat greater in 1866 than in 1865. It is also noticeable that there is a recent large increase in the export of rails. takes longer to stop and start the heavy iron ones. Large split patterns may be held together by dogs driven in each end, at one or both sides of the centers, or hardwood centers may be used, like Fig. 77. Iron plates are some-times used similar to 77, but these are hard on the lathe centers, especially the tail center, when it isn't in line with the spindle, although they may used at the spindle end in connec-tion with some form of lathe-dog for driving the work. In all cases a wooden center piece at tail end, with a center like Fig. 76, will always wear well and run true. I have seen an ordinary face-plate put on head end of pat-tern and then screwed on the spindle. At the same time an iron plate was put on the opposite end of pattern for tail center. J This is a poor way. How are you going to square off the end of pattern for face-plate so that it will run exactly true ; that is, supposing the tail center to be in line with spindle. If it isn't in line, it won't make any difference whether the end is square with spindle or not—it is bound to strain the lathe. After the face-plate is fastened on the work, and then screwed on the spindle, it forms a rigid joint between spindle and work, and they will re-volve as one piece, or more correctly, will strive so to do. The axis of revolution* will be a straight line, drawn from the center of spindle to the tail center ; and if the tail center isn't in line, this axial line won't pass through the center of front journal box, so your lathe will probably run hot. This is illustrated by Fig. 78, where the tail center is below line of spindle. Heavy split-patterns should not be run at too high a speed, as the centrifugal force generated will spring open the joint, and as a result, the pattern, when finished, will not be round. Care should be taken in centering split-pat-terns for the lathe. Get the center exactly in the joint, especially if the pattern is to be ' made of more than one piece ; and if it is only one piece, and has any part of it squared up, how can you square it accurately, if the pattern isn't parted at the center ? If the pattern is made up of two or more pieces, and you get these pieces all centered out of are properly fitted, it will be a pretty hard matter to get one fast ; but as we are all li-able to meet with accidents when turning, we may be so unfortunate as to get one stuck fast: To prevent this I have found a paper washer, well soaked in oil and placed between face-plate and shoulder on spindle, to be a good thing. If you have never tried this, you will be surprised to see what a difference it will make. To keep the dirt from collect-ing on the thread inside face plate hub, file a notch across the thread on spindle; just where it becomes a full thread, cut the notch to the full depth of thread. Then, if you keep the notch clean, it will, in turn, clean out thread inside face-plate. This won't work very well if the thread is a loose fit. Some lathes intended for very heavy face-plate work have no thread cut on spindle, but instead, the end of spindle is turned to a slight taper, and the face-plate bored to fit, and is drawn up to the shoulder on spindle by a taper key passing through the hub of face-plate and through spindle. A face-plate fitted in this way don't get stuck on the spindle. A small face-plate fitted to go into the taper hole in either live spindle or tail spindle is sometimes very useful. A great many tools may be made for the lathe which are useful either in saving time, or by bettering the quality of work turned out, but as these are to a great extent what may be called special tools, I shall not men-tion many of them. There are some that are useful to all, among these are a chuck for drills and another for bits with square ends; both these chucks should be fitted to either spindle. Then a pair of female centers are very handy on small work. Make the live one on a very slight taper, that it may center and hold any round piece that will go into the center. In fitting centers, chucks and all other literally. J6efore- 1 undertake to explain I will first state the facts for the benefit of those whose attention has never been called to the subject. As a rail leaves the rolls the head being thicker than the flange (see sketch) retains more heat, so that if the rail is straight at this time when it becomes cold the head will be concave. To avoid this and leave it straight when cold it is cambered while hot, thus making the head convex, so that when it cools it will be straight. It was the peculiar action of the rail when cooling that Prof. Sweet referred to. It is as follows : When the rail is pushed on the hot bed the head is convex, but as the cooling progresses the rail becomes straight, and then the head becomes concave, then straight again, then convex, and finally straight.
Head _Flange
The explanation commonly given is that the hot head of the next rail being pushed against the flange of the cooling rail causes the flange to cool more slowly, or actually reheats it so that it is hotter than the head, thus causing the rail to be for a short time concave on its head side. This cannot be true, for the rails go
*By this I mean the axis about which the pattern and spindle, now held rigidly together by face-plate, would strive to revolve. tools for a speed lathe, you should always through the same action if pushed on the keep them as close to the housing as possible. bed flange first; and it is absurd to think that In other wards, make them as short as you the head of the first rail can heat the flange can, and as light as is consistent with of the second rail hotter than its head, for strength. Weight in any part of a speed the head of the first rail itself is necessarily lathe which revolves with the spindle is cooler than the head of the second rail, for it something to be avoided, especially where it was rolled first, and has had more time to is in such shape as to overhang the bearing ; ' cool. And besides, the last rail on the bed, for while it doesn't matter much about the 1when they are pushed up heads first, goes
WICKES ~ BROTHERS
220 Water Street, Saginaw, Mich.
801 Fifth Ave., New York 736 White- Henry Bldg., Seattle, Wash.
AMERICAN-MACHINIST-1887-page 5 January-5-Vol-56-No 1

AMERICAN MACHINIST January 15 1887 page 5\ AMERICAN MACHINIST January 15 1887
DECEMBER 31, 1887
AMERICAN MACHINIST
nowel was lifted to be rammed on cope No. 2. I shall be excused, I think, for so much apparent repetition in these instructions, because I know that, to those who have had no experience in this class of work, there seems more or less mystery in the use of two copes; but a little thought will over-come all this and the whole thing appear in all its simplicity. To foundries where no pattern makers are employed a knowledge of the methods is indispensable, as it places them (so far as this class of work is con-cerned) on an equal footing with the best equipped firms. To conclude I would say that many in-genious contrivances will suggest them-selves to the moulder engaged on this line of work ; as, for instance, a rough block with bearings for a strickle to work on can be struck off in plaster to any design which runs the same along its whole length ; this can be used as a model and backed out with clay thickness as directed. All such patterns as are shown at Fig. 1 can be treated this way, thereby enabling the moulder to choose either the method ex-plained at Fig, 2 or the one just considered. In fact, this article is but a mere outline of what can be done by these methods ; for when once entered into it will be found that scarcely any limit can be placed to its use fulness.
Good Advice.
In the copy of the constitution and by-laws of a mutual benefit association sent us by Bausch & Lomb Optical Co., of Roch-ester, N. Y., is a loose leaf not belonging to the copy referred to. From this leaf we learn that this firm has established a library consisting of books, newspapers, periodicals, etc.. for the use of their employes. On this leaf are printed a few very simple rules to be observed by those making use of the library—rules in which any intention to hedge about the use of the library by annoy-ing conditions is conspicuously absent. Then follows this advice, which is worthy of being given wide publicity. We think nothing better could be got into the same space: "Read something useful every day, if only for a few minutes.
gineers. Regular meetings will be held at stated intervals, at which papers will be read and topics relating to foundry practice discussed. Following are the offic, rs of the new society : President, Isaac Wirclaester, of Boston ; vice-presidents, N. Balton of Norwich, Conn., R. H. Palmer, of Provi-dence, R. I. ; secretary, J. P. Pero, Stam-ford, Conn.; treasurer, Frank Gibby, Boston, Mass.; councilors, Frank Davey, Bristol, Conn., Joseph Hennessey, Chicopee Falls, Mass.; managers, J. B. Pero ,'Indian Orchard, Mass.; Jno. Witherell, Florence, Mass.; Thos. King, Meriden, Conn.; J. S. Richardson, Rutland, Vt.; H. B. Murless, Rockville, Conn. The next meeting of the society will be at Worcester, Mass., July 2.
A Good Appointment.
Charles A. Bauer, general manager of the Wardner, Bushnell & Glessner Works, at Springfield, Ohio, has been appointed one of the commission( rs of the machinery depart-ment of the forthcoming centennial of Ohio. The officers of the department of machinery should receive credit for appointing a man of Mr. Bauer's well-known mechanical and business ability to this place. Such appoint-ments will go a long way towards establishing confidence in the enterprise, and are in pleas-ing con*rast to those sometimes made for similar purposes. Mr. Robert' E. Masters, well known to our readers, has accepted a new position. The following, from the Richmond Whig, will explain : **Mr. Robert E. Masters has been ap-pointed general superintendent of the Marshall Car Wheel and Foundry Com-pany's plant at Marshall, Texas, and in con-sequence has resigned his position as man-ager of the cast-iron de_ partment of the Tredegar 9 Iron Works, to take effect on the 31st of this month. As an expert in the mixture of metals and in the management of men and work pertaining to foundry practice, Mr. Masters is said to have no superior. His practical, illustrated articles in the A mEiticAN MA-
States in 1886. We call attention to this fact, because there is nothing in the way measuring is done by ordinary mortals in this country to-day, to remind them of it, and they might lose sight of it. There is always the old difference between leading a horse to water and making him drink.
Something About Chucking Drills.
BY FRANK H. RICHARDS.
The makers of small machine tools—the successful and established makers — ac-complish a great good for the trade other than that which arises directly from the diffusion of their own products. They do much to raise the general standard of ex-cellence in such articles. The taps and drills and reamers offered ready-made to our hands to-day are so good that even those that we make for ourselves are better than those we would have made or expected twenty years ago. The ideas of the trade are unconsciously enlarged con-tinually, and the criterion of means and of accomplishment becomes more exacting. There are no articles that I think of that are better in their way than the reamers of the best makers. Taps are by no means so satisfactory. Years ago I used to find chuck or chuck-ing drills advertised ; lately I have been looking through a number of trade cata-logues and have not discovered them any-where. I suppose that when they have been offered to the trade there has not been much sale for themlbecause they are such a simple article. Anybody can make a chuck drill, is the general impression ; con-sequently anybody and everybody do make them, and we find them scattered through our shops in every grade of inefficiency. The importance of the chuck drill as a time-saver can scarcely be overstated. In
points" of the chuck (bill are unim-portant, and that anything that can be crowded through a hole is good enough, is far from the actual fact. I believe, and am Prepared to maintain, that the chuck drill requires as much care and skill in the mak-ing as most tools, and that to maintain it in good condition and efficiency calls for unusual resolution and vigilance. Chuck drills should generally be used in sets of three. For some small work in clean and true castings two will do very well. The first drill wears much faster than the others, but should be kept sharp and true, as the more it does toward straightening and truing the hole the better it will he for the others, and the more satis-factory the final result. The first drill should do the heaviest cutting, while very little should be left for the last, so that it may maintain its size and not throw too much work upon the reamer which is to follow it. The chuck drill should be forged flat, usuallly of an uniform thickness through-out its length, and with the head large enough to be turned to the desired size anu the remainder of the drill small enough to pass freely into the hole it bores. The head may be in length three times the diameter, when it may be worn back twice the diame-ter before renewing. The drills should b e turned, each to its required size, perfectly straight and true, and square at the end, the cutting corner beveled as wide as the expected cut, and this beveled corner filed or ground back enough to give it clearance, and the drill then hardened The drill, Fig. 1, will then be in the best possible condition for boring a true hole. The only objection to it is that it will not work. If it could be once started true it must make a hole nearly true to any reasonable depth, for its turned edge against the side of the hole already trued would not allow it to get out of the way sidewise. But we find upon, trying to force it into the hole, that the fric-tion at the edge is so great that it goes very hard and continually harder, that it heats up, and both the drill and the hole are roughened and abraded by the dust which forces between them. After turning the drill large enough to admit of it I would first grind it true to the circle, the ffrindino hit ter
***********************************************************
etc., for the use of their employes. On this leaf arc printed a few very simple rules to be observed by those making use of the library—rules in which any intention to hedge about the use of the library by annoy-ing conditions is conspicuously absent. Then follows this advice, which is worthy of being given wide publicity. We think nothing better could be got into the same space: "Read something useful every day, if only for a few minutes. " Read not too fast, nor too much at a time. Read attentively, thoughtfully ; by inat-tention you waste your time and injure your memory. " Stop occasionally, after you have read a short time ; see whether you remember the substance, the ideas, of what you have read --if not, or if you do not understand it properly, read it over again, think it over, and try to retain the most important part in your memory. " Have a note book at hand,and copy into it some of the choicest and most important passages or expressions you have read, with page and name of book selected from ; or write down your thoughts about what you have read. Of papers you may cut out these parts if you have permission to do so " Separate and arrange occasionally your notes and papers according to the subjects treated. " The company trusts that their employes will assist as much as they can in keeping the library in as good a condition as possi-ble ; that they will employ some of their leisure time in making use of the same, and by so doing secure to themselves hours of pleasure, as well as useful knowledge, valu-able to them in daily life." A New Society.
A society known as "The New England Foundry Association" was recently brought into existence, at a meeting of some 75 fore-men of brass and iron foundries, at Spring-field, Mass. The greatest interest was manifested at the meeting, and the new society starts under excellent prospects for success. John P. Pero was mainly instru-mental ip getting the men together to form the society. The society is modeled after the American Society of Mechanical En-
sequence nas resigned ins position as man- I time-saver ager of the cast-iron de_ partment of the Tredegar Iron Works, to take effect on the 31st of this month. " As an expert in the mixture of metals and in the management of men and work pertaining to foundry practice, Mr. Masters is said to have no superior. His practical, illustrated articles in the AMERICAN MA-CHINIST for several years past, has made his name familiar to foundrymen and iron workers on both continents. The men under him, as well as the company and the numerous friends he has made in this city, by his urbanity of manner and genial dis-position, will sincerely regret his departure for the South.
71 A Monster Magnet.
One of our leading army engineers has brought before the engineers'' classes of late an experiment of startling nature. Wonderful results are promised. It is a monster magnet made of two Rodman guns, which are connected at the breech. Around them is wound about twenty miles of submarine cable. The cable is some that has been used in the torpedo service. It is wound and fastened in a substantial manner, making a po werful electro-magnet when electricity is applied, that shows strange results. For instance, a bar of railroad iron thirty feet long, if placed in the open cannon's mouth, cannot be dravyn out by all the many men that can grasp it. Another instance of the strength of this big magnet was illustrated Saturday with a 350 pound cannon ball. The shot was placed in the mouth of one of the cannons, the negative side of the magnet. On re-versing the electric current it fell from its position, but was attracted to the opposite cannon and clung to its side. The positive current was then reversed alternately with the negative, and the heavy cannon ball played between the two cannons like a tack between the poles of a toy magnet.—Boston Herald.
A correspondent of Whe Engineer calls attention to the fact that the French system of measurement was legalized in the United
can scarcely be overstated. In the sharp competition of the pulley trade, for instance, the man who would bore his pul-leys with a boring tool would be driven out of the market. Of course the chuck drill's great field is in boring cast-iron, and it is no exaggeration to say that in work to which they are adapted, in size, depth of hole, material to be cut, etc., good drills rightly made and properly used will do four times the work that can be done with the boring tool. As, for the moment, the champion of the chuck drill, I would like nothing better than a chance for a " race " with a boring tool upon the above basis. It will pay establishments of any size, then, to put enough expense into the making of their drills to have them right, and to enforce sufficient care over them to keep them in good condition. An important point not to be lost sight of is that chuck drills, at t heir best, can only do their best with the co operation of the pattern shop and the foundry. Cored holes must be of suitable size ; not too large, so that the drills have to run upon sand and scale, and they should be as true as possi ble. But the worst, and most fatal antago-nist the drill can encounter is hard iron. Against this foe it is helpless, and in the contest it is inevitably defeated. The cents saved and the dollars lost through hard iron, could they be computed, would appall the most thoughtless. I wonder how many miserable machinists have been prematurely driven to their graves, how many once prosperous machine shops have been wiped off the face of the earth by hard iron. The thoughtless impression that the
turned edge against the side of the hole already trued would not allow it to get out of the way sidewise. But we find upon, trying to force it into the hole, that the fric-tion at the edge is so great that it goes very hard and continually harder, that it heats up, and both the drill and the hole are roughened and abraded by the dust which forces between them. After turning the drill large enough to admit of it I would first grind it true to the circle, the grinding giving a better surface than any turning or filing will do. This calls for a grinding machine of some sort, and in these days it is a necessary item of machine-shop equipment. I would then mount the drill upon eccentric centers,
Fig. 3, a center for grinding each edge, which will give it the necessary clearance and allow the opposite edge to swing by the wheel without touching. Upon the eccen-tric center the edge is ground until the original concentric grinding just disap-pears. Centers exactly corresponding are of course required for each end of the drill. The amount of eccentricity required is not great, Fig. 3 being somewhat exaggerated, and it is not always practicable to have, or at least to preserve, these centers in the drill. Many devices for the purpose will suggest themselves. I have done very well, as shown in Figs. 6 and 7.
In each end of the drill I have a hole pff" diameter, and into this I insert the pin which carries the center, turning it half way around to grind the other lip. When the drill has been made and ground to the desired size, and with the necessary clearance, it should thereafter, as it wears, be ground only at the end. When the angle of the cutting lip has been established, as it is when the drill is rightly made, it is neces-sary to insist upon maintaining the angle as established. The outer corner of the drill of course wears first and most, because it is always cutting when the drill is in use, while further in toward the center the lip may or may not be cutting, as the untruth and irregularity of the preceding hole may vary. The outer corner of the drill being most worn, the industrious machinist who goes to grind it naturally grinds it most where it is most worn, as any sensible per-son would, and in his hurry to get back to his lathe, is very likely to change for the