William Woodcock It is a singular coincidence that the notice of the death of Mr Garey who for so many years was the President of the Master Car Builders Association and that of William Woodcock the President of the Master Mechanics Association should appear simultaneously in so many papers William Woodcock died at his home in Elizabeth NJ at noon on Nov 27 He had been ill about three weeks He was a native of England and came to this country when a child
Jan 22 1887
William Woodcock
It is a singular coincidence that the notice of the death of Mr Garey who for so many years was the President of the Master Car Builders Association and that of William Woodcock the President of the Master Mechanics Association should appear simultaneously in so many papers William Woodcock died at his home in Elizabeth NJ at noon on Nov 27 He had been ill about three weeks He was a native of England and came to this country when a child He learned the machinists trade in a railroad shop at Parksburg Chester County Pa
and soon after became foreman of a shop in Harrisburgh Afterwards he was made foreman of the repair shops of the Delaware Lackawanna & Western Railroad in Scranton From there he went to Philadelphia as Superintendent of the Philadelphia & Reading Railroad shops at Ninth and Green streets In 1870 he was offered the position of Master Mechanic of the Central Railroad of New Jersey which position he held under Mr Peeples who was Superintendent of Machinery On the resignation of the latter gentleman his duties were delegated to Mr Woodcock and he occupied this position until his death He had charge of the machinery of the Central Railroad of New Jersey the Long Branch and New Jersey Southern Branches Mr Woodcock was one of the class of mechanics which is so large in this country who have come up from the ranks and been promoted to more responsible positions He took a very great interest in everything relating to his occupation and especially in the affairs of the associa tion of which he was President Although not a highly educated man he was a diligent student of all that related to his calling and took a keen interest in all improve in the machinery of railroads He was chosen Second Vice President of the Master Mechanics Associa tion in 1884 First Vice President in 1885 and last June was elected President In one of the local papers of Elizabeth was said that Mr Woodcock was a man of quiet unassuming man ners and yet public spirited taking an active interest in the welfare of the city He was a man of great benevo lence doing much for charity that escaped publicity and was never heard of except through the beneficiaries He was also connected with benevolent institutions He was one of the Board of Directors of the Elizabeth General Hospital and Dispensary and a Trustee of Evergreen Cemetery In politics he was a Democrat and as the candidate of that party was elected a member of the Board of Educa tion from the First ward when that ward had a pro Republican majority Mr Woodcock served well his constituency and brought an experience in educational and mechanical affairs into the management of the schools that will be of a permanent benefit
He was at the time of his death and had been for several years member of the Board of Health where too his mechani cal skill was of great practical use in matters of this de partment Mr Woodcock was an active church worker and in none of his public relations will his loss be more severely felt than in the Marshall street Presbyterian Church of which he was one of the elders He was a member of the Knights Templar Command in Lancaster Pa
Mr Woodcock leaves no immediate family His wife a few years ago A sister and brother survive him His death falls with much severity upon a niece who had home at Mr Woodcock's since a child and was as a to him The railroad company recognize the loss of a valua ble and faithful employé whose place cannot be easily filled The hundreds of men who for years have been under his direction will regard his death with feelings of 6 partment
Mr Woodcock was an active church worker and in none of his public relations will his loss be more severely felt than in the Marshall street Presbyterian Church of which he was one of the elders He was a member of the Knights Templar Command in Lancaster Pa
Mr Woodcock leaves no immediate family His wife a few years ago A sister and brother survive him His death falls with much severity upon a niece who had home at Mr Woodcock's since a child and was as a to him The railroad company recognize the loss of a valua ble and faithful employé whose place cannot be easily filled The hundreds of men who for years have been under his direction will regard his death with feelings of great sorrow He was a kind and helpful master and esteemed by all who had dealings with him Mr Wood cock was 52 years of age 6
.


A JOURNAL FOR MACHINISTS, ENGINEERS, FOUNDERS, BOILER MAKERS, PATTERN MAKERS, AND BLACKSMITHS,
VOL. 10, No. 4 WEEKLY. NEW YORK, JANUARY 8, 1887.
COPYRIGHT 1887, BY AMERICAN MACHINIST PUBLISHING COMPANY. For Sale Everywhere by Newsdealers. 5 82.50 per Annum. SINGLE COPIES, a CENTS. ENTERED AT POST OFFICE, NEW YORK, AS SECOND-CLASS MATTER.
A JOURNAL FOR MACHINISTS, 'BLACKSMITHS, VOL. 10, No: 2 WEEKLIES. NEW YORK, JANUARY 8, 1887. 5 82.50 per Annum. SINGLE COPIES, a CENTS. COPYRIGHT 1887, BY AMERICAN MACHINIST PUBLISHING C ANY.
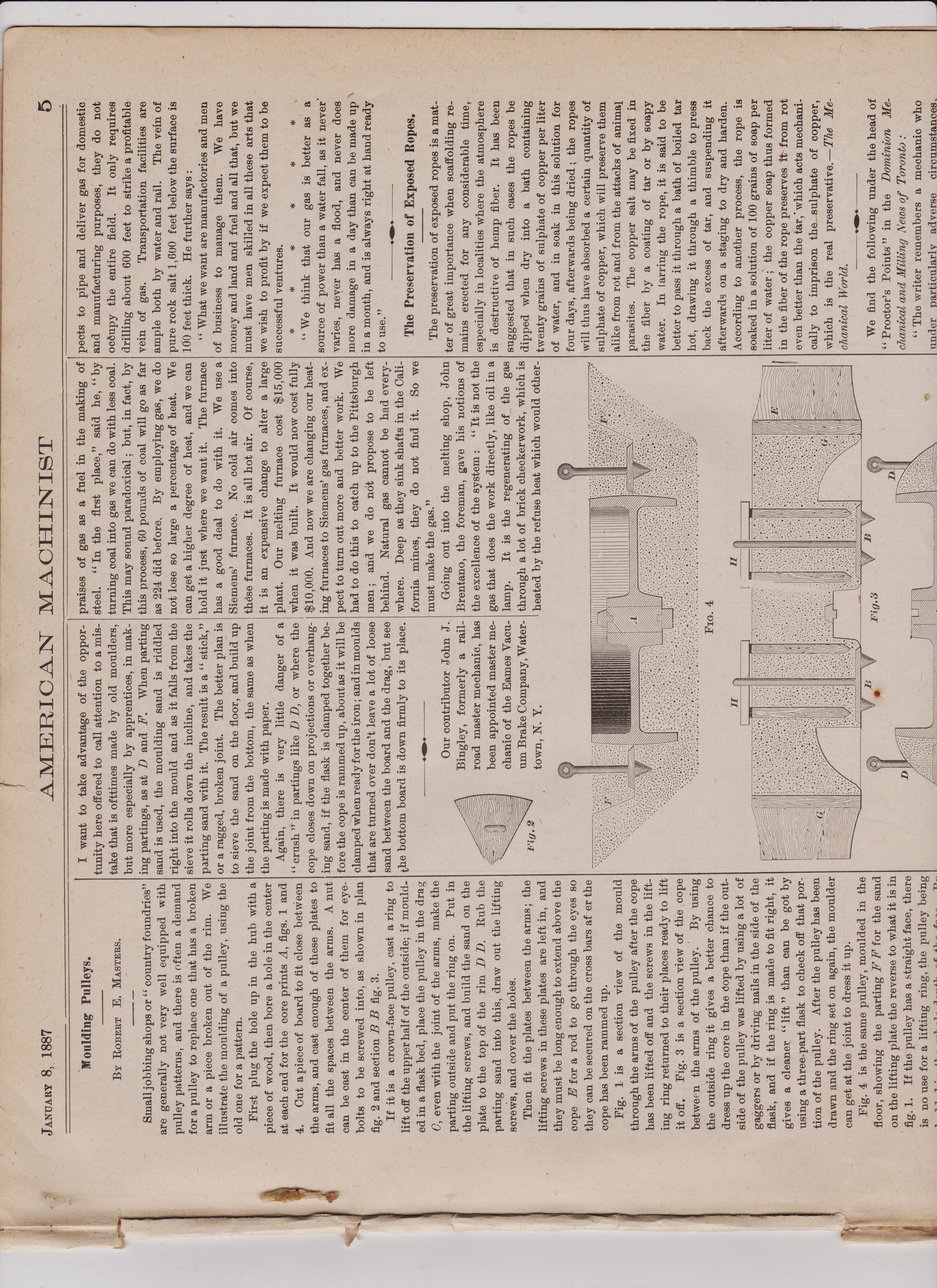
Sketch of the Life of William Woodcock.
The decease of William Woodcock at his residence in Elizabethport, N. J., Nov. 27th, has already been referred to in the AMERICAN MACHINIST. We present this week a portrait engraved from a recent photograph. Mr. Woodcock was a native of England, and came to this country in his boyhood. His youth and the greater part of his life was spent in Pennsylvania. He entered the railroad shop at Parksburg, Chester County, Pa. , and there learned the trade of a machinist. Through constant study, perseverance and hard work he soon established for himself an excellent reputation as a remarkable, skillful and practical mechanic in everything connected with locomo-tive construction. His ability and integrity were recognized by the officers of the works ; and when these shops were removed to Har-risburgh Mr. Woodcock became the foreman. Afterwards he was ap-pointed foreman of the loco.motive repair shops at Scranton, Pa. This position he resigned to accept the superintendency of the machine shops at Ninth and Greene streets, Philadelphia. In 1870 Mr. Woodcock accepted the position of master mechanic of the railroad works situated at Eliza-bethport, and belonging to the Cen-nf Now JA•PIA V_ Tn For Sale Everywhere by Newsdealerts.
ENTERED AT POST OFFICE, NEW YORK, AS SECOND CLASS MATTER.
Resolved, That the heartfelt condolnce of the employes is hereby tendered to the relatives of deceased, and that we bow with them in submission to the will of Him who doeth all things well. _Resolved, that a copy of the foregoing resolutions be transmitted to the relatives of de-ceased and published in the daily papers. Mr. Woodcock was also a prominent mem-ber of the America i Railway Master Me-chanics' Association, and at its last session was elected president of that body. He was a mechanical affairs into the management of the schools that will be of permanent benefit. e was a man of great benevolence, doing much for charity that escaped publicity, but was frequently heard of through his beneiciaries. He was connected with several benevolent institutions and was an active church worker. In none of his public relations will his loss be more severely felt than in the church in which he was one of the elders.
1,600,000 miles on piston-rods per engine. Putting the average mileage of all engines at 50,000 miles per year, this would make the life of piston, so far as packing is concerned, 32 years, or more than the average life of an engine. As a matter of fact, in the past five years that this packing has been used by the C., B. & Q., in no single instance has there been a piston-rod removed on account of wear. There is no case where tin engine has been laid in to turn either the piston rod, or valve stem, on account of leaking. The wear of the valve stem is greater than the piston-rod, and not as true, the valve stem wearing more on the top and bottom, leaving the stem somewhat oblong. We find the average mileage of valve stems to be about 25,000 miles without turn-ing, when they require from -g-34- to of an inch to true up. Of the engines equipped with this packing in 1882 there has yet been no case of a valve stem being removed. This packing costs, complete, ready to put on an engine, for piston and valve stems, $23.05. The cost of maintaining this packing is ex-tremely light. Three passenger en-gines, making 250 miles daily, with our heaviest through trains, being handled by separate crews— were being six crews to run the three engines—each following the other around, have, from May 1st, to De-cember 1st, 1886, only used 36 cents
tnese snops were removeu to _liar-risburgh Mr. Woodcock became the foreman. Afterwards he was ap-pointed foreman of the locoinotive repair shops at Scranton, Pa. This position he resigned to accept the superintendency of the machine shops at Ninth and Greene streets, Philadelphia. . In 1870 Mr. Woodcock accepted the position of master mechanic of the railroad works situated at Eliza-bethport, and belonging to the Cen-tral Railroad of New Jersey. In that capacity he had charge of all the shops of the Philadelphia and Reading Railroad on the Central Long Branch and New Jersey Southern branches. This position he held until the time of his death. Here he proved himself to be a thorough practical locomotive and car builder. Through his kind and courteous conduct he made many warm and lasting friends ; and through his just and fair dealings with all his workmen gained their highest esteem. This was sincerely shown in a meeting of the workmen held in the round house, the day before his funeral. At this meeting it was decided that all should attend the funeral in a body. Resolutions were adopted showing their high esteem and respect of the friend whom they had known so long. A representative of the AMERICAN MACHINIST who was present at this meeting heard it said by the workmen that language, however strong in praising the life and conduct of their leader, could not reach beyond the truth. The resolutions adopted were as follows : Whereas, The employes at these shops have heard with profound regret and sorrow the announcement of ths. death of Master Mechanic William Woodcock, which occurred on the morning of the 27th day of November, 1886; and Whereas, It is fit and proper that the em-ployes should give expression of their high appreciation of his character, and unite with sympathizing friends in deploring the demise of one of our fellow citizens, Resolved, That in the death of William Woodcock we have lost a valuable citizen and cherished friend, and we sincerely mourn his loss ; and, Resolved, That the employes of the Eliza-bethport shops attend the funeral in a body ; and
WILLIAM WOODCOCK.
recognized authority on all matters appertain-ing to locomotive, car building, and general railroad construction, and was also an able writer on those subjects. Mr. Woodcock was only 51 years of age at the time of his death. He was a man of quiet and unassuming manners, but was very active and full of energy. Not only did he attend faithfully to his duties and responsi-bilities placed upon him by the railroad company, but he was also greatly interested in the welfare of the city in which be lived. He was a member of the Board of Directors of the Elizabeth General Hospital and Dispen-sary, and a trustee of the Evergreen Ceme-tery. At the time of his death, he was, and had been for several years, a member of the Board of Health, in which his mechanical skill was of great practical use in matters of this department. I le was once a candidate for member of the Board of Education, and was elected in a ward in which the opposition party element was very great. Mr. Wood-cock served well his constituency, and brought an experience in educational and
He was a member of the Knights Templar Commandery in Lancaster, Pa. Mr. Woodcock leaves no immediate family. His wife died a few years ago. A sister and brother survive him.
Western Railway Club, of Chicago.
At the Dec. 15th meeting, o 3 club, one of the questions wVtab. -'"*What is the best form of paA =piston heads and for stuffing boxes ?"Johnson (C. B. & Q. R. H.) opened the discussion as follows : I am not prepared, Mr. President, on the subject, as I have been very busy, and I would not like to take up the subject of cylinder packing, but as to stuffing-box pack-ing I will say a few words. We are using metallic packing exclusively. It has been in use on the C., B. & Q. Road since the fall of 1881. We find that piston-rods average a mile-age of 50,000 miles without turning. We then turn off an average of -dg4 of an inch. We reduce our piston rods from 3" to 2-i" or before throwing out, this giving us a wear of
of a valve stem being removed. This packing costs, complete, ready to put on an engine, for piston and valve stems, $23.05. The cost of maintaining this packing is ex-tremely light. Three passenger en-gines, making 250 miles daily, with our heaviest through trains, being handled by separate crews— there being six crews to run the three engines—each following the other around, have, from May 1st, to De-cember 1st, 1886, only used 36 cents worth of material each. This repre-sents the six lbs. metallic packing rings. Freight engines require a set of packing rings on an average of once in three months. Switch en-gines an average of once each month. I find that the records of the amount of hemp used have been destroyed. Piston and valve stem wear, how-ever, with hemp, was very remark-able. The average life of a steel piston-rod with hemp was four years. The average of a valve stem with hemp did not exceed two years At one shop where there were 110 engines, it took one lathe constantly turning valve stems, and two lathes on piston and piston-rod work. At the present time in the same shop with 120 engines, one lathe does all the piston and pis-ton-rod work, and a considerable portion of the valve stem work. This includes all new work and repairs. A Member—What is the name of that pack-ing that you use ? Mr. Johnson--It is the Jerome„ packing, somewhat modified. We have mOle some slight improvements—or what wq' consider improvements—on the original d us, but it is practically the Jero Those engines that I spoke of,
7,000 miles a month. They are operated by new crews ; there is no regular engineer on them. Our practice is to have one man in the shop do all the lathe work, and the work in the round-house of replacing the packing rings is all done by one man. Secretary Sinclair—Mr. President, I have had some experience with that packing Mr. Johnson has been speaking of, and I found it very efficient and very economical. I had charge of two engines that had it, which were working continually on switch work


AMERICAN-MACHINIST-1887-page2 .
JANUARY 8, 1887
UNIVERSAL CENTER GRINDER.
The center grinder shown herewith is ap-plicable to any turning lathe, and can be used for grinding a variety of small hardened work, as well as centers. The grinder can be quickly attached, being held in place on the blank end of any tool that fits the tool post. But one length of belt is required for different lathes, as the swing-ing arm can be moved to suit variations. The belting being from the lathe cone,
Universal Center Grinder.
The center grinder shown herewith is ap-plicable to any turning lathe, and can be used for grinding a variety of small hardened work, as well as centers. The grinder can be quickly attached, being held in place on the blank end of any tool that fits the tool post. But one length of belt is required for different lathes, as the swing-ing arm can be moved to suit variations. The belting being from the lathe cone, makes it possible to run the work with the lathe in back gear, at the same time keeping up the speed of the emery wheel. The uni-versal head that carries the wheel can be set at any desired angle, or reversed, if necessary to accommodate odd-shaped work. A button on the wheel drum provides for moving the wheel backward and for ward over the work. The attachment shown in the small engrav-ing is for use on hand lathes having no car-riage. The manufacturers are the E. E. Josef Manufacturing Company, Buffalo, N. Y. Beane's Ratchet Pipe Stock.
Practical Drawing. BY J. G. A. MEYER. TWELFTH PAPER.
124. To the drawing board fasten another sheet of drawing paper, and divide it into the same number spaces as was done on the first sheet ; mark the spaces in their upper left-hand corners, Probs. 13 and 14, etc. The student will find by experience that the edges of the sheet will soil very quickly and that when finally the sheet is to be cleaned it will be very difficult and annoying to clean its edges. We therefore recommend the selection of a sheet whose size is 20'' x 25" instead of 19'' X24". On this sheet draw two sets of border lines, as shown in Fig. 96. The first set of border lines should be drawn one-half of an inch from each edge of the sheet, and the second set of border lines should be drawn 1„-; inch from the same edges, leaving a space of one inch between the two sets of border lines, as indicated by figures in Fig. 96. When all the problems on this sheet have been drawn and inked, the sheet must be cleaned throughout and as near to its edges as possible ; then cut off along the outer border lines, leaving a clean finished sheet 19" x 24", which will be the same size as that of the first sheet. Often draftsmen use the space between the edges of the sheet and the first set of border lines for trial lines and gauging their pens to the proper breadth of lines. This is well enough for experienced draftsmen to do, but we cannot advise the inexperienced student to do likewise, as he will soon have the edges of the sheet so black, which will have a dis-couraging instead of an encouraging effect. Always use a separate piece of drawing paper (article 123) on which trial lines can be made and the pen gauged to the proper breadth of line.
AMERICAN.MACHINIST
day and night, and engines that were doing the same kind of service, but were using hemp packing generally needed to be packed twice or three times a week, the best they could do with them, while that metallic pack-ing lasted the two engines a whole year with very little change, only a few additional rings being put in. I do not believe the expense for each of the engines exceeded a dollar during the whole year ; and, in addition to the smaller expense for packing, we found it very great convenience in preventing delay m putting the hemp packing in. When an ine is running in a yard where they are ry much pressed for work, and doing work 'th double crews, it is often of great im-rtance to have no delay in putting in pack-ing, and where you are using hemp packing it often happens that it blows out just at a most inconvenient time, and if you cannot put a new lot in you must lose a good deal of steam before it is possible to repack the engine. In running engines myself I have had experience with most kinds of packing that have been used. I have used flax and hemp and other kinds of piston packing, and I think that hemp is the most expensive pack-ing that was ever put into an engine for any purpose. Some of the metallic packing does not suit well because it is not mechanically a good arrangement. Unless a packing is made so that there will be some means of com-pensating for the rise and fall of the piston rod it is not going to wear well, especially a metallic packing. A fibrous packing, like hemp, may have enough elasticity to it to fill up an opening when a hole is made by the rise and fall of the cross-head, but metallic packing has not that, and unless there are means taken to let the ring rise and fall with caliper of rods up and down you can hardly feel the difference, it is just barely perceptible. On the under part of the rod it is perhaps worn in the neighborhood of a hundredth part of an inch. We have six Mogul engines fitted up with the same kind of packing, and it seems to be doing very well, but they have not been in ' the service long enough to de-termine it ; the wear is hardly perceptible. We have not had to replace any of the rings except in two cases, and that was due to the fact that something was put in wrong end to and didn't adjust itself, and for that reason we were obliged to replace the ring. I think that metallic packing is the only thing we can afford to use. I do not think we can afford to use hemp packing, as I think it is much more expensive. I think the packing ought to be automatic in its action, and the metallic rings as well, otherwise if it is put in the hands of an engineer who can control the packing he is liable to screw it up a little too tight, and the result is that your packing is gone in about a half a minute. Secretary Sinclair—There is just one point I would like to make on that me-tallic packing matter. I have been watching it somewhat. It seems so curious thEit a packing will do well on one road and not on another, and I made some inquiries about it a short time ago on a road where it hadn't done well, and I found that they put the packing on just as the engines hap-pened to come in, without truing up the piston rods or valve stems, and they had no success with it at all. Now, I think that you cannot apply that pack-ing successfully without having the rods per-
Secretary Sinclair—
My experience is that a swab is a better thing to lubricate a piston with than a gland. I have always found if you used a hollow gland it would choke up with sedimant in the bottom and would very often fail to feed at a most important time, and the "swab is always wet if you give it a little oil now and then. Mr. Johnson—I do not agree with that at all. This cup that I speak of is a perfect working cup. With a swab cinders and dust work in, and you are cutting your piston-rod. Secretary Sinclair—With a cup when a drop of oil goes down about half of it goes to the ground, while what you put on to the swab remains there, is always wet, and is giving and taking. If you use a cup you had better use a swab too, because that holds the oil from running off.
Mr. Johnson—You want to get the right the piston, the rod sq,ieezes a hole in the top or bottom of the ring, makes it elliptical, and the steam blows out there. That has been the cause of difficulty with so many kinds of metallic packing, that they did not make provision for that rise and fall. It would be all right so long as the guides were perfectly fitted to the cross head, or the cross-head to the guides, but as soon as there was some lost motion so that the cross-head would jerk at the ends of the stroke the action would destroy the packing so that it would leak badly, and in that way it would never be kept tight ; and whenever we screw up on it and try to prevent the leaks it squeezes the sides of the fectly true, and if they are true in the first instance they are liable to continue true, but if you apply the packing when they are worn in the middle it is impossible to get it to keep tight, and the packing will be destroyed in screwing it up and trying to make it tight when it is really not the blame of the packing but of the rods not being trued. Mr. Rhodes (0. B. & Q.)—From the state-ment made by Mr. Johnson the members might think that the packing he refers to has always done well. Such is not the case. There was considerable trouble with it on our road, and when I first went there several of our master mechanics urged me to abandon it on switch cniaimas_ kind of cup that will regulate a very fine supply of oil. Problem 12. 125. TO FIND THE CENTER OF A GIVEN 'CIRCLE. Let A B D, Fig. 97, be a given circle ; it is required to find the center of the same. Fig. 97. Take any three points as A B and D in the circumference, these points need not be equal distances arart. Join the points A and B by a straight line or chord ; also join B and D by a chord. From the point A as a center and with a radius greater than half the distance from the -point A to B describe an
elliptical, IT or on or cotton or tne ring, 'mixes it elliptical, aim the steam blows out there. That has been the cause of difficulty with so many kinds of metallic packing, that they did not make provision for that rise and fall. It would be all right so long as the guides were perfectly fitted to the cross head, or the cross-head to the guides, but as soon as there was some lost motion so that the cross-head would jerk at the ends of the stroke the action would destroy the packing so that it would leak badly, and in that way it would never be kept tight ; and whenever we screw up on it and try to prevent the leaks it squeezes the sides of the piston rod. Metallic packing of a bad form is much harder on the rod than fibrous packing is, but metallic packing, if well made, is certainly the most economical that can be used. That is my experience. Mr. Johnson--Last spring I fitted up a set of Corliss double engines with metallic packing, and there has not been a penny's worth of labor put on to that packing up to this day, and piston rods are as true as can possibly be under the circumstances. Of course they are not absolutely true, but there is not a particle of blow there, and they are as nice as they can be. The remarks that Mr. Sinclair has just made are very correct so far as that wear is concerned. If there is not that allowance made for that motion metallic packing is not at all economical, but with that allowance this packing, as con-structed by ourselves, gives no trouble what-ever, and I do not see how any railroad company can afford to run any other kind but metallic packing. Mr. Casanave—I know of some metallic packing that has cost nearly 19 cents per thousand miles to keep in repair, and we have had experience with some that has proved equally as expensive as hemp. I rather think that the parties who handled it did not understand how to take care of it. Mr. Smart—Was the packing that you re-fer to automatic in its adjustment to the wearing of the rod ?
Mr. Casanave—Yes, sir, it was. Mr. Smart (Michigan Central Railroad)
—We are using hemp on nearly all of our engines. We have eight that have metallic packing, but I have not used it long enough to determine the cost of maintenance nor the actual wear, but we have one passenger en-gine in service that has run 41,000 miles during about seven months, and it has shown hardly any wear on the rods. Taking the Instance they are flame to continue true, uut, if you apply the packing when they are worn in the middle it is impossible to get it to keep tight, and the packing will be destroyed in screwing it up and trying to make it tight when it is really not the blame of the packing but of the rods not being trued. Mr. Rhodes (C. B. & Q.)—From the state-ment made by Mr. Johnson the members might think that the packing he refers to has always done well. Such is not the case. There was considerable trouble with it on our road, and when I first went there several of our master mechanics urged me to abandon it on switch engines. Mr. Johnson—It is very true that no rail-road company can jump into the use of this metallic packing. There must be a great deal of painstaking work ; it must be carried. along patiently and cautiously. I well re-member the trouble and annoyance that we had on the C., B. & Q., referred to by Mr. Rhodes, but it is now a complete success. Mr. Reynolds—(Chicago, St. Louis and Pittsburgh). We are using metallic pack-ing. We have one engine, that I re-member now in particular, that made about 60,000 miles with no expense whatever. We are using it on all of our engines. The
BakNE'S RATCHET PIPE STOCK
packing costs aVout $45, but its manufacture costs only about $13. It is only a question of patent. Mr. Johnson—As to the lubrication, after considerable experiment we finally settled upon an automatic feeding cup, to attach to the top of the glands—identically the same cup we use on the guide-rod, only a little smaller. Mr. Rhode,—Up in Iowa the engines are kept lubricated with swabs. It may be that the master mechanics on those divisions could not show the results Mr. Johnson has, but they did good results by keeping these swabs well lubricated. This stock is shown with one of the handles removed. In this shape it can be used for threading pipes in the corner of a building, or in other close places where but a small part of one revolution can be continuously made, the operation being the same • as that of a ratchet drill. Moving the pawl reverses the motion for running off. With both handles in place the ratchet can be used if desired, or by turning a set screw it can be used as an ordinary stock. _ _ The ratchet is so boxed in as to prevent dirt or chips getting to it. The manufacturer is B. C. Beane, Newark, N. J. Owing to the crowded state of our columns this week, we are obliged to omit part of the proceedings of the Western Railway Club ; also a number of letters from machinery establishments, noting the condition of busi-ness and prospects for the year 1887. Both will appear in our next issue. ". (article 123) on which trial lines can be made and the pen gauged to the proper breadth of line. Problem 12.
125. TO FIND THE CENTER OF A GIVEN CIRCLE. Let A B D, Fig. 97, be a given circle
; it is required to find the center of the same. Fig. 97. Take any three points as A B and D in the circumference, these points need not be equal distances apart. Join the points A and B by a straight line or chord ; also join B and D by a chord. From the point A as a center and with a radius greater than half the distance from the point A to B describe an arc i; from the point B as a center, and with the same radius, describe an arc j, intersect-ing the former arc in the points e and f; through the points e and f draw a straight line. From the point B as a center and with a radius greater than half the distance B D describe an arc 1, and from the point D as a center, and with the same radius describe an arc k intersecting the arc tin the points g and Ii ; through the points p and h draw a straight line, cutting the line previously drawn through the points e and f, in the point C; this point C will be the center of the given circle. The line e f will bisect the chord A B, and the line g h will bisect the chord B D, and the manner adopted for bisecting these lines is the same as that explained in problem 4. It must also be rememb‘ red that, bisecting the chord A B may be regarded as a distinct construction ; and bisecting the chord B D as another construction of the same kind ; there-fore the radii used for the arcs k and 1 need not be the same as the radii used for the arcs j and 1; although for the sake of convenience draftsmen generally use the same radius for drawing all these four arcs. But it must be distinctly understood that, although it is cor-rect to use a certain radius for drawing the arcs i and j and a different radius for drawing the arcs le and 1, it would be totally incorrect to use one radius for drawing the arc 1, and a different radius for the arc j ; and it would be equally incorrect to use a certain radius for drawing the arc k, and a different radius for the arc 1. The radii used for drawing the arcs j and i must be alike ; and the radii used for the arcs lo and 1 must also be alike ; although the radii of the former two arcs can be greater or less than the radii of the latter two arcs. In geometry it is proved that a line drawn through the center of a circle and perpendicii-
JANUARY 8, 1887
UNIVERSAL CENTER GRINDER.
The center grinder shown herewith is ap-plicable to any turning lathe, and can be used for grinding a variety of small hardened work, as well as centers. The grinder can be quickly attached, being held in place on the blank end of any tool that fits the tool post. But one length of belt is required for different lathes, as the swing-ing arm can be moved to suit variations. The belting being from the lathe cone,
Universal Center Grinder.
The center grinder shown herewith is ap-plicable to any turning lathe, and can be used for grinding a variety of small hardened work, as well as centers. The grinder can be quickly attached, being held in place on the blank end of any tool that fits the tool post. But one length of belt is required for different lathes, as the swing-ing arm can be moved to suit variations. The belting being from the lathe cone, makes it possible to run the work with the lathe in back gear, at the same time keeping up the speed of the emery wheel. The uni-versal head that carries the wheel can be set at any desired angle, or reversed, if necessary to accommodate odd-shaped work. A button on the wheel drum provides for moving the wheel backward and for ward over the work. The attachment shown in the small engrav-ing is for use on hand lathes having no car-riage. The manufacturers are the E. E. Josef Manufacturing Company, Buffalo, N. Y. Beane's Ratchet Pipe Stock.
Practical Drawing. BY J. G. A. MEYER. TWELFTH PAPER.
124. To the drawing board fasten another sheet of drawing paper, and divide it into the same number spaces as was done on the first sheet ; mark the spaces in their upper left-hand corners, Probs. 13 and 14, etc. The student will find by experience that the edges of the sheet will soil very quickly and that when finally the sheet is to be cleaned it will be very difficult and annoying to clean its edges. We therefore recommend the selection of a sheet whose size is 20'' x 25" instead of 19'' X24". On this sheet draw two sets of border lines, as shown in Fig. 96. The first set of border lines should be drawn one-half of an inch from each edge of the sheet, and the second set of border lines should be drawn 1„-; inch from the same edges, leaving a space of one inch between the two sets of border lines, as indicated by figures in Fig. 96. When all the problems on this sheet have been drawn and inked, the sheet must be cleaned throughout and as near to its edges as possible ; then cut off along the outer border lines, leaving a clean finished sheet 19" x 24", which will be the same size as that of the first sheet. Often draftsmen use the space between the edges of the sheet and the first set of border lines for trial lines and gauging their pens to the proper breadth of lines. This is well enough for experienced draftsmen to do, but we cannot advise the inexperienced student to do likewise, as he will soon have the edges of the sheet so black, which will have a dis-couraging instead of an encouraging effect. Always use a separate piece of drawing paper (article 123) on which trial lines can be made and the pen gauged to the proper breadth of line.
AMERICAN.MACHINIST
day and night, and engines that were doing the same kind of service, but were using hemp packing generally needed to be packed twice or three times a week, the best they could do with them, while that metallic pack-ing lasted the two engines a whole year with very little change, only a few additional rings being put in. I do not believe the expense for each of the engines exceeded a dollar during the whole year ; and, in addition to the smaller expense for packing, we found it very great convenience in preventing delay m putting the hemp packing in. When an ine is running in a yard where they are ry much pressed for work, and doing work 'th double crews, it is often of great im-rtance to have no delay in putting in pack-ing, and where you are using hemp packing it often happens that it blows out just at a most inconvenient time, and if you cannot put a new lot in you must lose a good deal of steam before it is possible to repack the engine. In running engines myself I have had experience with most kinds of packing that have been used. I have used flax and hemp and other kinds of piston packing, and I think that hemp is the most expensive pack-ing that was ever put into an engine for any purpose. Some of the metallic packing does not suit well because it is not mechanically a good arrangement. Unless a packing is made so that there will be some means of com-pensating for the rise and fall of the piston rod it is not going to wear well, especially a metallic packing. A fibrous packing, like hemp, may have enough elasticity to it to fill up an opening when a hole is made by the rise and fall of the cross-head, but metallic packing has not that, and unless there are means taken to let the ring rise and fall with caliper of rods up and down you can hardly feel the difference, it is just barely perceptible. On the under part of the rod it is perhaps worn in the neighborhood of a hundredth part of an inch. We have six Mogul engines fitted up with the same kind of packing, and it seems to be doing very well, but they have not been in ' the service long enough to de-termine it ; the wear is hardly perceptible. We have not had to replace any of the rings except in two cases, and that was due to the fact that something was put in wrong end to and didn't adjust itself, and for that reason we were obliged to replace the ring. I think that metallic packing is the only thing we can afford to use. I do not think we can afford to use hemp packing, as I think it is much more expensive. I think the packing ought to be automatic in its action, and the metallic rings as well, otherwise if it is put in the hands of an engineer who can control the packing he is liable to screw it up a little too tight, and the result is that your packing is gone in about a half a minute. Secretary Sinclair—There is just one point I would like to make on that me-tallic packing matter. I have been watching it somewhat. It seems so curious thEit a packing will do well on one road and not on another, and I made some inquiries about it a short time ago on a road where it hadn't done well, and I found that they put the packing on just as the engines hap-pened to come in, without truing up the piston rods or valve stems, and they had no success with it at all. Now, I think that you cannot apply that pack-ing successfully without having the rods per-
Secretary Sinclair—
My experience is that a swab is a better thing to lubricate a piston with than a gland. I have always found if you used a hollow gland it would choke up with sedimant in the bottom and would very often fail to feed at a most important time, and the "swab is always wet if you give it a little oil now and then. Mr. Johnson—I do not agree with that at all. This cup that I speak of is a perfect working cup. With a swab cinders and dust work in, and you are cutting your piston-rod. Secretary Sinclair—With a cup when a drop of oil goes down about half of it goes to the ground, while what you put on to the swab remains there, is always wet, and is giving and taking. If you use a cup you had better use a swab too, because that holds the oil from running off.
Mr. Johnson—You want to get the right the piston, the rod sq,ieezes a hole in the top or bottom of the ring, makes it elliptical, and the steam blows out there. That has been the cause of difficulty with so many kinds of metallic packing, that they did not make provision for that rise and fall. It would be all right so long as the guides were perfectly fitted to the cross head, or the cross-head to the guides, but as soon as there was some lost motion so that the cross-head would jerk at the ends of the stroke the action would destroy the packing so that it would leak badly, and in that way it would never be kept tight ; and whenever we screw up on it and try to prevent the leaks it squeezes the sides of the fectly true, and if they are true in the first instance they are liable to continue true, but if you apply the packing when they are worn in the middle it is impossible to get it to keep tight, and the packing will be destroyed in screwing it up and trying to make it tight when it is really not the blame of the packing but of the rods not being trued. Mr. Rhodes (0. B. & Q.)—From the state-ment made by Mr. Johnson the members might think that the packing he refers to has always done well. Such is not the case. There was considerable trouble with it on our road, and when I first went there several of our master mechanics urged me to abandon it on switch cniaimas_ kind of cup that will regulate a very fine supply of oil. Problem 12. 125. TO FIND THE CENTER OF A GIVEN 'CIRCLE. Let A B D, Fig. 97, be a given circle ; it is required to find the center of the same. Fig. 97. Take any three points as A B and D in the circumference, these points need not be equal distances arart. Join the points A and B by a straight line or chord ; also join B and D by a chord. From the point A as a center and with a radius greater than half the distance from the -point A to B describe an
elliptical, IT or on or cotton or tne ring, 'mixes it elliptical, aim the steam blows out there. That has been the cause of difficulty with so many kinds of metallic packing, that they did not make provision for that rise and fall. It would be all right so long as the guides were perfectly fitted to the cross head, or the cross-head to the guides, but as soon as there was some lost motion so that the cross-head would jerk at the ends of the stroke the action would destroy the packing so that it would leak badly, and in that way it would never be kept tight ; and whenever we screw up on it and try to prevent the leaks it squeezes the sides of the piston rod. Metallic packing of a bad form is much harder on the rod than fibrous packing is, but metallic packing, if well made, is certainly the most economical that can be used. That is my experience. Mr. Johnson--Last spring I fitted up a set of Corliss double engines with metallic packing, and there has not been a penny's worth of labor put on to that packing up to this day, and piston rods are as true as can possibly be under the circumstances. Of course they are not absolutely true, but there is not a particle of blow there, and they are as nice as they can be. The remarks that Mr. Sinclair has just made are very correct so far as that wear is concerned. If there is not that allowance made for that motion metallic packing is not at all economical, but with that allowance this packing, as con-structed by ourselves, gives no trouble what-ever, and I do not see how any railroad company can afford to run any other kind but metallic packing. Mr. Casanave—I know of some metallic packing that has cost nearly 19 cents per thousand miles to keep in repair, and we have had experience with some that has proved equally as expensive as hemp. I rather think that the parties who handled it did not understand how to take care of it. Mr. Smart—Was the packing that you re-fer to automatic in its adjustment to the wearing of the rod ?
Mr. Casanave—Yes, sir, it was. Mr. Smart (Michigan Central Railroad)
—We are using hemp on nearly all of our engines. We have eight that have metallic packing, but I have not used it long enough to determine the cost of maintenance nor the actual wear, but we have one passenger en-gine in service that has run 41,000 miles during about seven months, and it has shown hardly any wear on the rods. Taking the Instance they are flame to continue true, uut, if you apply the packing when they are worn in the middle it is impossible to get it to keep tight, and the packing will be destroyed in screwing it up and trying to make it tight when it is really not the blame of the packing but of the rods not being trued. Mr. Rhodes (C. B. & Q.)—From the state-ment made by Mr. Johnson the members might think that the packing he refers to has always done well. Such is not the case. There was considerable trouble with it on our road, and when I first went there several of our master mechanics urged me to abandon it on switch engines. Mr. Johnson—It is very true that no rail-road company can jump into the use of this metallic packing. There must be a great deal of painstaking work ; it must be carried. along patiently and cautiously. I well re-member the trouble and annoyance that we had on the C., B. & Q., referred to by Mr. Rhodes, but it is now a complete success. Mr. Reynolds—(Chicago, St. Louis and Pittsburgh). We are using metallic pack-ing. We have one engine, that I re-member now in particular, that made about 60,000 miles with no expense whatever. We are using it on all of our engines. The
BakNE'S RATCHET PIPE STOCK
packing costs aVout $45, but its manufacture costs only about $13. It is only a question of patent. Mr. Johnson—As to the lubrication, after considerable experiment we finally settled upon an automatic feeding cup, to attach to the top of the glands—identically the same cup we use on the guide-rod, only a little smaller. Mr. Rhode,—Up in Iowa the engines are kept lubricated with swabs. It may be that the master mechanics on those divisions could not show the results Mr. Johnson has, but they did good results by keeping these swabs well lubricated. This stock is shown with one of the handles removed. In this shape it can be used for threading pipes in the corner of a building, or in other close places where but a small part of one revolution can be continuously made, the operation being the same • as that of a ratchet drill. Moving the pawl reverses the motion for running off. With both handles in place the ratchet can be used if desired, or by turning a set screw it can be used as an ordinary stock. _ _ The ratchet is so boxed in as to prevent dirt or chips getting to it. The manufacturer is B. C. Beane, Newark, N. J. Owing to the crowded state of our columns this week, we are obliged to omit part of the proceedings of the Western Railway Club ; also a number of letters from machinery establishments, noting the condition of busi-ness and prospects for the year 1887. Both will appear in our next issue. ". (article 123) on which trial lines can be made and the pen gauged to the proper breadth of line. Problem 12.
125. TO FIND THE CENTER OF A GIVEN CIRCLE. Let A B D, Fig. 97, be a given circle
; it is required to find the center of the same. Fig. 97. Take any three points as A B and D in the circumference, these points need not be equal distances apart. Join the points A and B by a straight line or chord ; also join B and D by a chord. From the point A as a center and with a radius greater than half the distance from the point A to B describe an arc i; from the point B as a center, and with the same radius, describe an arc j, intersect-ing the former arc in the points e and f; through the points e and f draw a straight line. From the point B as a center and with a radius greater than half the distance B D describe an arc 1, and from the point D as a center, and with the same radius describe an arc k intersecting the arc tin the points g and Ii ; through the points p and h draw a straight line, cutting the line previously drawn through the points e and f, in the point C; this point C will be the center of the given circle. The line e f will bisect the chord A B, and the line g h will bisect the chord B D, and the manner adopted for bisecting these lines is the same as that explained in problem 4. It must also be rememb‘ red that, bisecting the chord A B may be regarded as a distinct construction ; and bisecting the chord B D as another construction of the same kind ; there-fore the radii used for the arcs k and 1 need not be the same as the radii used for the arcs j and 1; although for the sake of convenience draftsmen generally use the same radius for drawing all these four arcs. But it must be distinctly understood that, although it is cor-rect to use a certain radius for drawing the arcs i and j and a different radius for drawing the arcs le and 1, it would be totally incorrect to use one radius for drawing the arc 1, and a different radius for the arc j ; and it would be equally incorrect to use a certain radius for drawing the arc k, and a different radius for the arc 1. The radii used for drawing the arcs j and i must be alike ; and the radii used for the arcs lo and 1 must also be alike ; although the radii of the former two arcs can be greater or less than the radii of the latter two arcs. In geometry it is proved that a line drawn through the center of a circle and perpendicii-
33333333333third
pic bott
pic bott

AMERICAN-MACHINIST-1887 page 3
pg 4 AMERICAN MACHINIST JANUARY 8, 1887
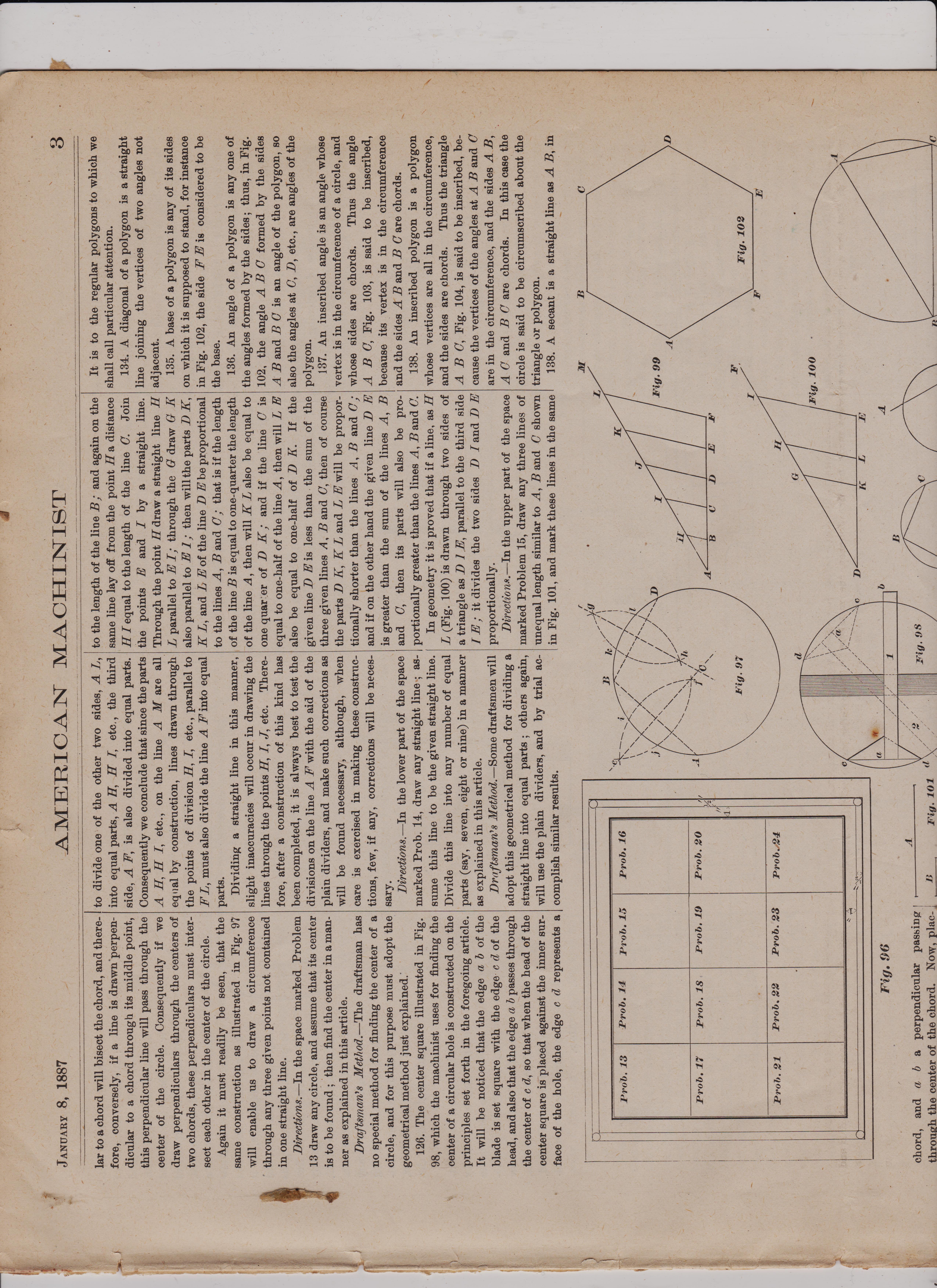
lar to a chord will bisect the chord, and there-fore, conversely, if a line is drawn perpen-dicular to a chord through its middle point, this perpendicular line will pass through the center of the circle. Consequently if we draw perpendiculars through the centers of two chords, these perpendiculars must inter-sect each other in the center of the circle. Again it must readily be seen, that the same construction as illustrated in Fig. 97 will enable us to draw a circumference through any three given points not contained in one straight line. Directions.—In the space marked Problem 13 draw any circle, and assume that its center is to be found ; then find the center in a man-ner as explained in this article. Draftsman's .Method.—The draftsman has no special method for finding the center of a circle, and for this purpose must adopt the geometrical method just explained. 126. The center square illustrated in Fig. 98, which the machinist uses for finding the center of a circular hole is constructed on the principles set forth in the foregoing article. It will be noticed that the edge a b of the blade is set square with the edge c d of the head, and also that the edge a b passes through the center of c d, so that when the head of the center square is placed against the inner sur-face of the hole, the edge c d represents a Ito divide one of the other two sides, A L, into equal parts, A 8, H I, etc. , the third side, A F, is also divided into equal parts. Consequently we conclude that since the parts A H, H I, etc., on the line A M are all equal by construction, lines drawn through the points of division II, I, etc. , parallel to FL, must also divide the line A F into equal parts. Dividing a straight line in this manner, slight inaccuracies will occur in drawing the lines through the points H, I, J, etc. There-fore, after a construction of this kind has been completed, it is always best to test the divisions on the line A F with the aid of the plain dividers, and make such corrections as will be found necessary, although, when care is exercised in making these construc-tions, few, if any, corrections will be neces-sary. Directions.—In the lower part of the space marked Prob. 14, draw any straight line ; as-sume this line to be the given straight line. Divide this line into any number of equal parts (say, seven, eight or nine) in a manner as explained in this article. Draftsman's Method.—Some draftsmen will adopt this geometrical method for dividing a straight line into equal parts ; others again, will use the plain dividers, and by trial ac-complish similar results. Prob. 13 Prob. 14 Prob. 15 Prob. 16 Prob. 17 Prob. 18 Prob. 19 Prob. 20 1 Prob. 21 Prob. 22 Prob. 23 Prob. 24 . , ^ . _ Fig. 96 chord, and a b a perpendicular passing through the center of the chord. Now, plac- a B _Fig. 101 A to the length of the line B; and again on the same line lay off from the point H a distance H Iequal to the length of the line C. Join the points E and I by a straight line. Through the point H draw a straight line H L parallel to E I; through the G draw G K also parallel to E 1; then will the parts D K, K L, and L E of the line D E be proportional to the lines A, B and C; that is if the length of the line B is equal to one-quarter the length of the line A, then will K L also be equal to one guar er of D K; and if the line C is equal to one-half of the line A, then will L E also be equal to one-half of D K. If the given line D E is less than the sum of the three given lines A, B and C, then of course the parts D K, K L and L E will be propor-tionally shorter than the lines A, B and C; and if on the other hand the given line D is greater than the sum of the lines A, B and C, then its parts will also be pro-portionally greater than the lines A, B and C. In geometry it is proved that if a line, as H L (Fig. 100) is drawn through two sides of a triangle as D I E, parallel to the third side I ; it divides the two sides D I and D F proportionally. DirectionR. —In the upper part of the space marked Problem 15, draw any three lines of unequal length similar to A, B and C shown in Fig. 101, and mark these lines in the same It is to the regular polygons to which we shall call particular attention. 134. A diagonal of a polygon is a straight line joining the vertices of two angles not adjacent. 135. A base of a polygon is any of its sides on which it is supposed to stand, for instance in Fig. 102, the side F E is considered to be the base. 136. An angle of a polygon is any one of the angles formed by the sides ; thus, in Fig. 102, the angle A B C formed by the sides A B and B C is an angle of the polygon, so also the angles at C, D, etc., are angles of the polygon. 137. An inscribed angle is an angle whose vertex is in the circumference of a circle, and whose sides are chords. Thus the angle A B C, Fig. 103, is said to be inscribed, because its vertex is in the circumference and the sides A B and B C are chords. 138. An inscribed polygon is a polygon whose vertices are all in the circumference, and the sides are chords. Thus the triangle A B C, Fig. 104, is said to be inscribed, be-cause the vertices of the angles at A B and C are in the circumference, and the sides A B, A C and B C are chords. In this case the circle is said to be circumscribed about the triangle or polygon. 1 38. A secant is a straight line as A B, in Fig. 9S **************************************************************************************************
rob. 21 Prob. gg Prob. 23 Prob. 24
Fig. 96
chord, and a b a perpendicular passing through the center of the chord. Now, plac-ing the square in position 1, and drawing a line along the edge a b on a piece of wood previously forced in the hole, and then plac-ing the same square in any other position as 2, and again drawing a line along the edge a b, the point of intersection of these two lines on the wood will be the center required. Problem 13. 127. TO DIVIDE A GIVEN STRAIGHT LINE INTO ANY NUMBER OF EQUAL PARTS. Fig. 99. Let A F be the given straight line; it is required to divide this line into five equal parts. From one extremity as A of the given line draw a straight line A At of any convenient length, it may be longer or shorter than the given line A B. The line A M may also incline more or less towards the line A F; or in other words the angle formed by the lines A M and A F may be of any magnitude. But, practically, for obtaining accurate re-sults, and for the sake of convenience it is always best to draw the line A M in such a position in which it will form with the line A F, an angle less than a right angle an angle of about 30 degrees will give good results. On the line A M lay off any convenient length, as A II, and from the point II lay off on the line A M four equal parts, H I J, J K and K L, each equal to A H. Join the points L and F by a straight line, L F. Through the points H, I, J and K draw straight lines parallel to the line L F; these lines will intersect the line A F in the points B, C, D and E, and divide the given line A F into five equal parts. It will be noticed that the lines A F, A L and F L (Fig. 99) form a triangle. Now, in geometry it is proved that if in a tri-angle as A L F, lines K E, J D, etc., are drawn parallel to one of its sides, F L, so as A
Fig. 97 Fig. 9S Fig. 101 C
) Fig. 107
Problem 14. 128. To DIVIDE A GIVEN LINE INTO PARTS WHICH SHALL BE PROPORTIONAL TO ANY GIVEN LINES.
Let D in Fig, 100 be the given line, it is required to divide the line D E into parts which shall be proportional to the lines A, B and C shown in Fig. 101. From the extremity D of the given line D E, (Fig. 100), draw a straight line D F, whose length is greater than the sum of the three lines A, B and C. The angle formed by the lines D F and D E may be of any magnitude ; but in order to obtain conveniently accurate results, draw the line D F in a position in which it will form, with the lineD Eau angle less than a right angle. From the point D on the line D F, Jay off a distance D G equal to the length of the line A ; from the point lay off on the same line a distance G H equal
Fig. 102 IC A Fig. 104
manner. In the lower part of the same space draw a line D E as shown in Fig. 100, the length of this line should be either greater or less than the sum of the three lines A, B and C previously drawn in this space. Then di-vide the line D E into parts which will be proportional to A, B and C as explained in this article. Draftsman's Method.—For dividing a line proportionally to other given lines, draftsmen either adopt this geometrical method, or obtain the same result by calculation. Definitions. It is now necessary to give the following definitions. The student should not pass over these hastily, but should commit them to memory. 129. In the definition given in article 28 we see that a plane figure is a plane bounded or terminated on all sides by lines. Now, if the boundary lines are straight, the space which they contain is called a rectilineal figure, or polygon, and the sumof the bound-ing lines is the perimeter of the polygon. 130. A polygon of three sides is called a triangle ; a polygon of four sides is called a quadrilateral ; that of five sides is called a pentagon ; and that of six, a hexagon, etc. 131. An equilateral polygon is one whose sides are all equal in length. See Fig. 102. 132. An equiangular polygon is one whose angles at A, B and C formed by the sides are all equal. See Fig. 102. 133. A regular polygon is a polygon which is both equilateral and equiangular, as shown in Fig 102,
C Fig. 105, which cuts the circumference of a circle in two points. 140. A tangent is a straight line as A B, Fig. 106, which touches the circumference in one point only. This point is called the point of tangency, or the point of contact. 140. Two circles are said fo be tangent to ( ach other when they touch each other in one point as shown in Fig. 107. This point is called the point of tangency or the point of contact. 142. A polygon is said to be circumscribed about a circle when all of its sides are tangent to the circumference. Thus in Fig. 108 the triangle A B C is said to be circumscribed about the circle, because each of its sides, A B, B C and A C touch the circle in one point. 143. A circle is said to be inscribed in a polygon when its circumference touches all the sides of the polygon as showOlyn Fig. 108.
The latest rumor of the un rsal possi-bilities of the South are in the irection of the " Cranberry " mine in North Carolina. It is claimed that this mine is practically inex-haustible, and that the ore is exactly suited to the manufacture of Bessemer steel. Large coal fields are said to be near at hand. This makes a combination that beats a gold or silver mine by odds. We hope that half that is said of coal and iron in North Carolina and adjacent parts of Tennessee is true. The drawback to a complete belief is that this somewhat astonishing news comes out in connection with the building of a railroad.
pg 4 AMERICAN MACHINIST JANUARY 8, 1887
lar to a chord will bisect the chord, and there-fore, conversely, if a line is drawn perpen-dicular to a chord through its middle point, this perpendicular line will pass through the center of the circle. Consequently if we draw perpendiculars through the centers of two chords, these perpendiculars must inter-sect each other in the center of the circle. Again it must readily be seen, that the same construction as illustrated in Fig. 97 will enable us to draw a circumference through any three given points not contained in one straight line. Directions.—In the space marked Problem 13 draw any circle, and assume that its center is to be found ; then find the center in a man-ner as explained in this article. Draftsman's .Method.—The draftsman has no special method for finding the center of a circle, and for this purpose must adopt the geometrical method just explained. 126. The center square illustrated in Fig. 98, which the machinist uses for finding the center of a circular hole is constructed on the principles set forth in the foregoing article. It will be noticed that the edge a b of the blade is set square with the edge c d of the head, and also that the edge a b passes through the center of c d, so that when the head of the center square is placed against the inner sur-face of the hole, the edge c d represents a Ito divide one of the other two sides, A L, into equal parts, A 8, H I, etc. , the third side, A F, is also divided into equal parts. Consequently we conclude that since the parts A H, H I, etc., on the line A M are all equal by construction, lines drawn through the points of division II, I, etc. , parallel to FL, must also divide the line A F into equal parts. Dividing a straight line in this manner, slight inaccuracies will occur in drawing the lines through the points H, I, J, etc. There-fore, after a construction of this kind has been completed, it is always best to test the divisions on the line A F with the aid of the plain dividers, and make such corrections as will be found necessary, although, when care is exercised in making these construc-tions, few, if any, corrections will be neces-sary. Directions.—In the lower part of the space marked Prob. 14, draw any straight line ; as-sume this line to be the given straight line. Divide this line into any number of equal parts (say, seven, eight or nine) in a manner as explained in this article. Draftsman's Method.—Some draftsmen will adopt this geometrical method for dividing a straight line into equal parts ; others again, will use the plain dividers, and by trial ac-complish similar results. Prob. 13 Prob. 14 Prob. 15 Prob. 16 Prob. 17 Prob. 18 Prob. 19 Prob. 20 1 Prob. 21 Prob. 22 Prob. 23 Prob. 24 . , ^ . _ Fig. 96 chord, and a b a perpendicular passing through the center of the chord. Now, plac- a B _Fig. 101 A to the length of the line B; and again on the same line lay off from the point H a distance H Iequal to the length of the line C. Join the points E and I by a straight line. Through the point H draw a straight line H L parallel to E I; through the G draw G K also parallel to E 1; then will the parts D K, K L, and L E of the line D E be proportional to the lines A, B and C; that is if the length of the line B is equal to one-quarter the length of the line A, then will K L also be equal to one guar er of D K; and if the line C is equal to one-half of the line A, then will L E also be equal to one-half of D K. If the given line D E is less than the sum of the three given lines A, B and C, then of course the parts D K, K L and L E will be propor-tionally shorter than the lines A, B and C; and if on the other hand the given line D is greater than the sum of the lines A, B and C, then its parts will also be pro-portionally greater than the lines A, B and C. In geometry it is proved that if a line, as H L (Fig. 100) is drawn through two sides of a triangle as D I E, parallel to the third side I ; it divides the two sides D I and D F proportionally. DirectionR. —In the upper part of the space marked Problem 15, draw any three lines of unequal length similar to A, B and C shown in Fig. 101, and mark these lines in the same It is to the regular polygons to which we shall call particular attention. 134. A diagonal of a polygon is a straight line joining the vertices of two angles not adjacent. 135. A base of a polygon is any of its sides on which it is supposed to stand, for instance in Fig. 102, the side F E is considered to be the base. 136. An angle of a polygon is any one of the angles formed by the sides ; thus, in Fig. 102, the angle A B C formed by the sides A B and B C is an angle of the polygon, so also the angles at C, D, etc., are angles of the polygon. 137. An inscribed angle is an angle whose vertex is in the circumference of a circle, and whose sides are chords. Thus the angle A B C, Fig. 103, is said to be inscribed, because its vertex is in the circumference and the sides A B and B C are chords. 138. An inscribed polygon is a polygon whose vertices are all in the circumference, and the sides are chords. Thus the triangle A B C, Fig. 104, is said to be inscribed, be-cause the vertices of the angles at A B and C are in the circumference, and the sides A B, A C and B C are chords. In this case the circle is said to be circumscribed about the triangle or polygon. 1 38. A secant is a straight line as A B, in Fig. 9S **************************************************************************************************
rob. 21 Prob. gg Prob. 23 Prob. 24
Fig. 96
chord, and a b a perpendicular passing through the center of the chord. Now, plac-ing the square in position 1, and drawing a line along the edge a b on a piece of wood previously forced in the hole, and then plac-ing the same square in any other position as 2, and again drawing a line along the edge a b, the point of intersection of these two lines on the wood will be the center required. Problem 13. 127. TO DIVIDE A GIVEN STRAIGHT LINE INTO ANY NUMBER OF EQUAL PARTS. Fig. 99. Let A F be the given straight line; it is required to divide this line into five equal parts. From one extremity as A of the given line draw a straight line A At of any convenient length, it may be longer or shorter than the given line A B. The line A M may also incline more or less towards the line A F; or in other words the angle formed by the lines A M and A F may be of any magnitude. But, practically, for obtaining accurate re-sults, and for the sake of convenience it is always best to draw the line A M in such a position in which it will form with the line A F, an angle less than a right angle an angle of about 30 degrees will give good results. On the line A M lay off any convenient length, as A II, and from the point II lay off on the line A M four equal parts, H I J, J K and K L, each equal to A H. Join the points L and F by a straight line, L F. Through the points H, I, J and K draw straight lines parallel to the line L F; these lines will intersect the line A F in the points B, C, D and E, and divide the given line A F into five equal parts. It will be noticed that the lines A F, A L and F L (Fig. 99) form a triangle. Now, in geometry it is proved that if in a tri-angle as A L F, lines K E, J D, etc., are drawn parallel to one of its sides, F L, so as A
Fig. 97 Fig. 9S Fig. 101 C
) Fig. 107
Problem 14. 128. To DIVIDE A GIVEN LINE INTO PARTS WHICH SHALL BE PROPORTIONAL TO ANY GIVEN LINES.
Let D in Fig, 100 be the given line, it is required to divide the line D E into parts which shall be proportional to the lines A, B and C shown in Fig. 101. From the extremity D of the given line D E, (Fig. 100), draw a straight line D F, whose length is greater than the sum of the three lines A, B and C. The angle formed by the lines D F and D E may be of any magnitude ; but in order to obtain conveniently accurate results, draw the line D F in a position in which it will form, with the lineD Eau angle less than a right angle. From the point D on the line D F, Jay off a distance D G equal to the length of the line A ; from the point lay off on the same line a distance G H equal
Fig. 102 IC A Fig. 104
manner. In the lower part of the same space draw a line D E as shown in Fig. 100, the length of this line should be either greater or less than the sum of the three lines A, B and C previously drawn in this space. Then di-vide the line D E into parts which will be proportional to A, B and C as explained in this article. Draftsman's Method.—For dividing a line proportionally to other given lines, draftsmen either adopt this geometrical method, or obtain the same result by calculation. Definitions. It is now necessary to give the following definitions. The student should not pass over these hastily, but should commit them to memory. 129. In the definition given in article 28 we see that a plane figure is a plane bounded or terminated on all sides by lines. Now, if the boundary lines are straight, the space which they contain is called a rectilineal figure, or polygon, and the sumof the bound-ing lines is the perimeter of the polygon. 130. A polygon of three sides is called a triangle ; a polygon of four sides is called a quadrilateral ; that of five sides is called a pentagon ; and that of six, a hexagon, etc. 131. An equilateral polygon is one whose sides are all equal in length. See Fig. 102. 132. An equiangular polygon is one whose angles at A, B and C formed by the sides are all equal. See Fig. 102. 133. A regular polygon is a polygon which is both equilateral and equiangular, as shown in Fig 102,
C Fig. 105, which cuts the circumference of a circle in two points. 140. A tangent is a straight line as A B, Fig. 106, which touches the circumference in one point only. This point is called the point of tangency, or the point of contact. 140. Two circles are said fo be tangent to ( ach other when they touch each other in one point as shown in Fig. 107. This point is called the point of tangency or the point of contact. 142. A polygon is said to be circumscribed about a circle when all of its sides are tangent to the circumference. Thus in Fig. 108 the triangle A B C is said to be circumscribed about the circle, because each of its sides, A B, B C and A C touch the circle in one point. 143. A circle is said to be inscribed in a polygon when its circumference touches all the sides of the polygon as showOlyn Fig. 108.
The latest rumor of the un rsal possi-bilities of the South are in the irection of the " Cranberry " mine in North Carolina. It is claimed that this mine is practically inex-haustible, and that the ore is exactly suited to the manufacture of Bessemer steel. Large coal fields are said to be near at hand. This makes a combination that beats a gold or silver mine by odds. We hope that half that is said of coal and iron in North Carolina and adjacent parts of Tennessee is true. The drawback to a complete belief is that this somewhat astonishing news comes out in connection with the building of a railroad.
AMERICAN-MACHINIST-1887-page 3 January-22-Vol-10-No 4
AMERICAN-MACHINIST-1887-page 5 January-22-Vol-10-No 4