
top
top
sky
pic top
size
top
sky
pic top
size
4. AMERICAN-MACHINIST-1922-page 2 January-5-Vol-56-No 1
2. American-Machinist-January-5-1922-pg14-15 American Tool Works Co
Lathes Planers Shapers Radials.
Lathes Planers Shapers Radials.
5. AMERICAN-MACHINIST-1922-page 193 January-5-Vol-56-No 1
6. AMERICAN-MACHINIST-1922-page 2 January-5-Vol-56-No 1
7. AMERICAN-MACHINIST-1922-page 2 January-5-Vol-56-No 1
antiquemachinery.com American-Machinist Magazine,
The First Issue November 1877
One year before, On June 25, 1876, Sitting Bulls warriors had
joined with other Indians in the Battle of Little Bighorn in Montana,
this battle ended with the destruction of George Custer and more
thain 200 troops of the 7th Cavalry.
AMERICAN MACHINIST November-1877.


pg 1 AMERICAN MACHINIST
1877
ECTIONS (SECTION TWO) MAY 19, 1927 A JOURNAL FOR MACHINISTS, ENGINEERS, FOUNDER! BOILER MAKERS, PATTERN MAKERS AND BLACKSMITHS, VOL. I. NO. 1.] NEW YORK, NOVEMBER, 1877. [$1.50 PER ANNUM. Combination Lathe Chuck. Every workman who has had experience in a jobbing or repairing machine-shop knows the make-shifts that are necessary to chuck work to the lathe spindle in the absence of a comprehensive chuck that shall act as a simul-taneously-moving jaw chuck and one of inde-pendent jaws. In a manufactory of regular combines all the above requirements, and the accompanying engravings will make it plain. to any practical mechanic. The chuck in general appearance resembles the ordinary universal or concentric chuck, and carries either three or four jaws. (Fig. 1). These jaws slide in radial slots on the face and are made of such a length that at every point from center to circumference in which they other chucks, which is very desirable ; fifth, the jaws can be reversed without removing any other parts of the chuck ; sixth, it can be used as an independent jaw chuck, a univer-sal chuck, or an eccentric chuck ; seventh, all the working parts of the chuck are entirely protected from dirt and chips ; eighth, all the parts can be removed for oiling and cleaning without removing the body of the chuck from from the port of New York. There must be particular fitness for such an occupation. If machinery is to be the specialty, the factor must have some mechanical knowledge as well as clear information about the state of progress in this line, in the country or coun-tries where he designs to make his sales. Should he engage in exporting anything ***************** FIG. 1. articles where one day's work IS but a repeti. tion of that of the day preceding, spbcial chucks may be economically employed, but a in shop for general work it is very desirable to have a chuck that may be readily adapted to any common job. To meet this require-ment a chuck should be at will concentric or eccentric, and be changeable from one to the other quickly and easily without being re-moved from the lathe spindle. In short, to sum up the requisite of a theoretically and practi-cally perfect lathe chuck the following con-ditions should be fulfilled : the chuck should be light and yet strong, easily handled, positive in the movement of the jaws, holding articles may be they cover the slots entirely, thereby excluding all dirt and chips. The jaws have three shoulders or steps, the outer or upper one of course much higher than the others, and when the jaws are reversed, as may be done in less than one minute, these long outer steps become the center ones, hold-ing securely any small' body, as the shank of a drill or reamer. That portion of the jaws which projects into the body of the chuck is cut into a half nut (A. Fig. 2) that engages with a screw (B.), the square head of which projects through the face or rim of the chuck to receive a wrench. Below this projecting head is a bevel pinion inside the rim that engages with circular rack or toothed ring. (C C) Now it is evident that turning any one of these screws will actuate the rack and every other 0-- eew, an UT peculiar in the chuck. It is simply a concen-tric-jawed chuck. But the peculiarity of the chuck is its ease of transformation into one of excentrically-placed jaws. The groved ring rests upon a plain ring (D D), the peri-phery of which is a screw-thread that engages with a similar thread on the inside of the shell, so that by turning the ring in one direction it is moved forward towards the face of the chuck, and by turn-ing it the other way it is carried towards the back of the chuck. It is evident that by the face-plate or spindle of the lathe, which is very desirable when large chucks are used. These chucks are made in the following sizes Nine, twelve, fifteen, eighteen, twenty-one, twenty-four, thirty, and thirty-six inches, with either three or four jaws. Our Export Business. THERE is no doubt that the most direct and effectual way to introduce American machinery and tools into foreign markets is to show our foreign friends just what we manufacture and wherein the superiority over their own mechanical contrivances exists. Since the close of the Centennial Exhibition compara-tively few foreners visit the United States to make purchases of machinery and supplies, Aiut many 1,11 b.i,, i1U ve 1 eg alw: -,prc scn here who are on the alert to secure and send across the water any specially valuable articles that come under their notice, a market for which could be made through their business connections abroad. It is too much to expect that even our largest machinery houses can make it profitable to maintain either regular agencies or commer-cial travelers in all FIG. 2. the principal countries where their goods find a demand. Were there concerted action of any considerable num-ber of our manufacturers in regard to exports FIG. 5. from a pin to a pile driver, or from a baby carriage to a locomotive, a more general and thorough information is necessary, as to the tastes and inclinations of the people counted upon for customers, in order to do a success-ful business. This qualification is none the less requisite should all exports be consigned to a well posted salesman, resident in the foreign country. Recent reports of the United States consuls to the State Department, in obedience to a letter from the acting Sec-retary of State, dated August 16th, 1877, call-ing upon them to make examination as to branches of trade with the counties to which they are severally accredited, " in which the United States may properly and usefully ************************** independent jaw), and when changed to the latter be made to move its eccentrically-placed jaws simultaneously, and finally, these changes should be made while the chuck is on the spindle of the lathe. These requirements are so exacting that it would seem to be almost impossible to combine in one tool such vary-ing, if not opposing, movements. But there is reason to believe that the result de-sired has been accomplished. A chuck has FIG. 3. been invented by Mr. A. F. Cushman, the well-known manufacturer of lathe and drill chucks, and is being made by the Pratt & Whitney Co. of Hartford. Ct., whose well-known reputation for building fine tools needs no comments. This chuck it is claimed, 3 and 4). When in and out of gear the ring is held in position by a spring catch. Should it be required to move one or more of the jaws further from the centre than the others, the spring catch is released by thumb-pressure; the supporting ring is turned by a knot at the back of the chuck (Fig. 5), and the circu-ar rack unmeshed. Then the jaws, one or more, may be moved singly into the position required, when the circular rack and the screw pinions may be again meshed, forming a chuck with eccentrically-placed but simultaneously-moving jaws, an element of convenience appreciable by every ma-chinist. When we add to these features of merit the fact that the chuck is lightâ€â€one of twelve inches, weighing only about thirty poundsâ€â€that the jaws, screws, pinions and circular rack are of steel ; that the jaw-screws and the pinions are of one piece, and that the chuck may be entirely dismem-beted by removing three slot-headed screws while the chuck is either on the lathe spindle or the bench, it would seem that the desidera-tum of a practically perfect chuck is nearly attained. The advantages claimed in this chuck are as follows : First, it is very strong and durable in all its parts ; second, it is easily operated, and holds work firmly for any opera-tion ; third, it can be very readily fitted to any lathe or machine ; fourth, the hole through the center is larger than the average in interests, in order to make a systematic busi-ness of exporting such productions. A few manufacturers sell their wares to some extent direct to consumers in Europe, South America, and elsewhere, without the intervention of an agent, but those who cater to the foreign trade will bear witness to the fact that the bulk of exports is made through middle-men, who confine their attention to nothing else but sending goods abroad. Whether or not this is the best plan for accomplishing the desired object we shall not attempt to discuss, but it is the one now in practice and innova-tions upon established customs are not easily made. We have before us a private directory compiled with much time and effort by a gen-tleman in the foreign trade, which contains the names and addresses of several hundred firms and individuals in New York city alone, each of whom makes a specialty of export-ing American manufactured goods to vari-ous civilized countries. One is engaged in trade with Brazil, another with Russia, another with Australia, another with two or three countries, one with almost all countries and so on to the end of the list. The names are mostly offoreign origin, and very few of them are familiar in general business circles, yet to theirefforts is due a very large part of the $7,000,000 to $7,500.000 average weekly exports (exclusive of specie and dry goods) dies, now used in those countries, their nature and prices whenever they are, such as it is probable the industry of the -United States can supply," have elicited much valuable information, and the complete publication of those reports will be looked for with special interest. Further reports are also to be made " from time to time," in accordance with the instructions in that letter. There is undoubtedly a good de- FIG. 4. mand to be obtained for American machinery and mechanics supplies, in countries where but little has been sold, when the merits of these productions shall be brought to their no-tice, and our manufacturers understand what is most needed in each foreign country,
.
pic 2 top
1877
ECTIONS (SECTION TWO) MAY 19, 1927 A JOURNAL FOR MACHINISTS, ENGINEERS, FOUNDER! BOILER MAKERS, PATTERN MAKERS AND BLACKSMITHS, VOL. I. NO. 1.] NEW YORK, NOVEMBER, 1877. [$1.50 PER ANNUM. Combination Lathe Chuck. Every workman who has had experience in a jobbing or repairing machine-shop knows the make-shifts that are necessary to chuck work to the lathe spindle in the absence of a comprehensive chuck that shall act as a simul-taneously-moving jaw chuck and one of inde-pendent jaws. In a manufactory of regular combines all the above requirements, and the accompanying engravings will make it plain. to any practical mechanic. The chuck in general appearance resembles the ordinary universal or concentric chuck, and carries either three or four jaws. (Fig. 1). These jaws slide in radial slots on the face and are made of such a length that at every point from center to circumference in which they other chucks, which is very desirable ; fifth, the jaws can be reversed without removing any other parts of the chuck ; sixth, it can be used as an independent jaw chuck, a univer-sal chuck, or an eccentric chuck ; seventh, all the working parts of the chuck are entirely protected from dirt and chips ; eighth, all the parts can be removed for oiling and cleaning without removing the body of the chuck from from the port of New York. There must be particular fitness for such an occupation. If machinery is to be the specialty, the factor must have some mechanical knowledge as well as clear information about the state of progress in this line, in the country or coun-tries where he designs to make his sales. Should he engage in exporting anything ***************** FIG. 1. articles where one day's work IS but a repeti. tion of that of the day preceding, spbcial chucks may be economically employed, but a in shop for general work it is very desirable to have a chuck that may be readily adapted to any common job. To meet this require-ment a chuck should be at will concentric or eccentric, and be changeable from one to the other quickly and easily without being re-moved from the lathe spindle. In short, to sum up the requisite of a theoretically and practi-cally perfect lathe chuck the following con-ditions should be fulfilled : the chuck should be light and yet strong, easily handled, positive in the movement of the jaws, holding articles may be they cover the slots entirely, thereby excluding all dirt and chips. The jaws have three shoulders or steps, the outer or upper one of course much higher than the others, and when the jaws are reversed, as may be done in less than one minute, these long outer steps become the center ones, hold-ing securely any small' body, as the shank of a drill or reamer. That portion of the jaws which projects into the body of the chuck is cut into a half nut (A. Fig. 2) that engages with a screw (B.), the square head of which projects through the face or rim of the chuck to receive a wrench. Below this projecting head is a bevel pinion inside the rim that engages with circular rack or toothed ring. (C C) Now it is evident that turning any one of these screws will actuate the rack and every other 0-- eew, an UT peculiar in the chuck. It is simply a concen-tric-jawed chuck. But the peculiarity of the chuck is its ease of transformation into one of excentrically-placed jaws. The groved ring rests upon a plain ring (D D), the peri-phery of which is a screw-thread that engages with a similar thread on the inside of the shell, so that by turning the ring in one direction it is moved forward towards the face of the chuck, and by turn-ing it the other way it is carried towards the back of the chuck. It is evident that by the face-plate or spindle of the lathe, which is very desirable when large chucks are used. These chucks are made in the following sizes Nine, twelve, fifteen, eighteen, twenty-one, twenty-four, thirty, and thirty-six inches, with either three or four jaws. Our Export Business. THERE is no doubt that the most direct and effectual way to introduce American machinery and tools into foreign markets is to show our foreign friends just what we manufacture and wherein the superiority over their own mechanical contrivances exists. Since the close of the Centennial Exhibition compara-tively few foreners visit the United States to make purchases of machinery and supplies, Aiut many 1,11 b.i,, i1U ve 1 eg alw: -,prc scn here who are on the alert to secure and send across the water any specially valuable articles that come under their notice, a market for which could be made through their business connections abroad. It is too much to expect that even our largest machinery houses can make it profitable to maintain either regular agencies or commer-cial travelers in all FIG. 2. the principal countries where their goods find a demand. Were there concerted action of any considerable num-ber of our manufacturers in regard to exports FIG. 5. from a pin to a pile driver, or from a baby carriage to a locomotive, a more general and thorough information is necessary, as to the tastes and inclinations of the people counted upon for customers, in order to do a success-ful business. This qualification is none the less requisite should all exports be consigned to a well posted salesman, resident in the foreign country. Recent reports of the United States consuls to the State Department, in obedience to a letter from the acting Sec-retary of State, dated August 16th, 1877, call-ing upon them to make examination as to branches of trade with the counties to which they are severally accredited, " in which the United States may properly and usefully ************************** independent jaw), and when changed to the latter be made to move its eccentrically-placed jaws simultaneously, and finally, these changes should be made while the chuck is on the spindle of the lathe. These requirements are so exacting that it would seem to be almost impossible to combine in one tool such vary-ing, if not opposing, movements. But there is reason to believe that the result de-sired has been accomplished. A chuck has FIG. 3. been invented by Mr. A. F. Cushman, the well-known manufacturer of lathe and drill chucks, and is being made by the Pratt & Whitney Co. of Hartford. Ct., whose well-known reputation for building fine tools needs no comments. This chuck it is claimed, 3 and 4). When in and out of gear the ring is held in position by a spring catch. Should it be required to move one or more of the jaws further from the centre than the others, the spring catch is released by thumb-pressure; the supporting ring is turned by a knot at the back of the chuck (Fig. 5), and the circu-ar rack unmeshed. Then the jaws, one or more, may be moved singly into the position required, when the circular rack and the screw pinions may be again meshed, forming a chuck with eccentrically-placed but simultaneously-moving jaws, an element of convenience appreciable by every ma-chinist. When we add to these features of merit the fact that the chuck is lightâ€â€one of twelve inches, weighing only about thirty poundsâ€â€that the jaws, screws, pinions and circular rack are of steel ; that the jaw-screws and the pinions are of one piece, and that the chuck may be entirely dismem-beted by removing three slot-headed screws while the chuck is either on the lathe spindle or the bench, it would seem that the desidera-tum of a practically perfect chuck is nearly attained. The advantages claimed in this chuck are as follows : First, it is very strong and durable in all its parts ; second, it is easily operated, and holds work firmly for any opera-tion ; third, it can be very readily fitted to any lathe or machine ; fourth, the hole through the center is larger than the average in interests, in order to make a systematic busi-ness of exporting such productions. A few manufacturers sell their wares to some extent direct to consumers in Europe, South America, and elsewhere, without the intervention of an agent, but those who cater to the foreign trade will bear witness to the fact that the bulk of exports is made through middle-men, who confine their attention to nothing else but sending goods abroad. Whether or not this is the best plan for accomplishing the desired object we shall not attempt to discuss, but it is the one now in practice and innova-tions upon established customs are not easily made. We have before us a private directory compiled with much time and effort by a gen-tleman in the foreign trade, which contains the names and addresses of several hundred firms and individuals in New York city alone, each of whom makes a specialty of export-ing American manufactured goods to vari-ous civilized countries. One is engaged in trade with Brazil, another with Russia, another with Australia, another with two or three countries, one with almost all countries and so on to the end of the list. The names are mostly offoreign origin, and very few of them are familiar in general business circles, yet to theirefforts is due a very large part of the $7,000,000 to $7,500.000 average weekly exports (exclusive of specie and dry goods) dies, now used in those countries, their nature and prices whenever they are, such as it is probable the industry of the -United States can supply," have elicited much valuable information, and the complete publication of those reports will be looked for with special interest. Further reports are also to be made " from time to time," in accordance with the instructions in that letter. There is undoubtedly a good de- FIG. 4. mand to be obtained for American machinery and mechanics supplies, in countries where but little has been sold, when the merits of these productions shall be brought to their no-tice, and our manufacturers understand what is most needed in each foreign country,
.



pg 2 1877
AMERICAN MACHINIST. November, 1877.
Designing Machinery. At a meeting of mechanics in Scotland. Mr. It. B. Bell delivered an address on " Designing Machinery." He noted that in early days, in designing machinery, the proportion and strength of parts to accord with the strains to which they would be subject were not so much decided by minute calculation as they were by comparison and experience. The result here was a great waste of material, placed in positions not required, as may be seen in the designs of some of our older engines and machinery. In time competi-tion has come, and a better knowledge of the principles of design and construction, and proper calculation of the strengths and strains, and the more extensive use of malle-able iron in place of cast iron, in many parts of the work, and the result has been that the framing of machinery is not now made to represent Gothic churches or Grecian temples, but every member of the machine is designed with the intention of containing only the proportion of iron due to its own requirements, disposed in such a manner as to combine all the materials in the best forms to suit the purposes intended. Attempts at myneeessary perfect of man's combinations of machinery in comparison with the perfection of the human machine itself ? Therefore the study of the human body, which in itself is the greatest perfection of a mechanical machine that it is possible to conceive, should be a part of the education of the mechanician. The beautiful mechanical arrangements with which it is furnished, the manner in which. they are put together, and the forms into which they are molded, are all studies which are well worthy of the investigation of the mechanic. Let' us take, for example, the arm and hand of man, so accurately pro-portibned in the strength of their various parts, so wonderfully shaped for the multi-farious duties they have to perform, and • with all this adaptation to every conceivable requirement for which their services may be demanded, yet so beautiful and graceful in their form and proportions. It cannot, therefore, bo aiiiiss in us, as part of a liberal education, to include the study of that which it is our main end to imitate, and yet which, with all our efforts, we can never equal. Then, we are justified in saying that the study of anatomy is not foreign to the re-quirements of a cultivated mechanic. What „ n_. I.,. System in the Shop. In how many shops do we see tools of the most costly description thrown around the bench as though they were so many pieces of old iron. The first thing apprentices should be taught is the proper care of tools. Often more time is consumed in hunting for a tool thrown aside carelessly than it takes to do the required job after it is _found. Every shop should have racks or cupboards to keep small tools such as taps, reamers, drills, and man-drels, and the workmen should be given to understand that these are to be carefully cleaned and returned to their places after using. In almost every large shop there is a tool room and a tool keeper whose duty it is to look after the tools and check them out to workmen. As a general thing he is also pro-vided with a lathe, which should be of the most approved construction, and a universal milling machine with which he can make and keep in repair all tools and fixtures. Lathes, planes, and other machine tools should be taken apart frequently, thoroughly cleaned, and repaired. The time spent in so doing is amply repaid, as j ournals or other wearing sur-faces are often found to be grinding, and would without such attention become badly
Parallel Pliers Almost every machinist knows by experi ence, that it is next to impossible to get a firm hold upon work with the old fashined pliers in general use. The tendency of any article fastened upon is to slip outward, the pressure being exerted in that direction, in conformation with the shape of the jaws. The parallel pliers shown herewith, are de-signed to obviate this difficulty. The pliers consist of four distinct parts, the two jaws C, and two handles A. The handles are pivoted at the point B, and close the jaws by pin con-nections at the point D. There is, however, in addition, a guide pin in each handle on the other side of the point B, and at the same radial distance from it as the points D. As each pair of pins lie in a horizontal line x x, parallel to the other pair, and as all four pins are equally distant from the central pivot they approach the center line, when the han-dles are closed, with the same angular veloci-ty, and maintain the parallelism of the jaws in every position. The guide pins move in slots, and thus furnish an adjustment for the increased or diminished distance between the pins, arising from the approach or recession of the jaw.
requirements, disposed in such a manner as to combine all the materials in the best forms to suit the purposes intended. Attempts at architectural effect and all other unnecessary interpolations are abandoned, and the result is that in a well designed engine or tool, the eye is never offended by any unmeaning or incomprehensible member. The meaning and arrangement of every part is understood at a glance, and excites admiration by the beauty of the proportions and simplicity of the details. In the first place, no man can design a machine in such perfection ashore attempted to be described, unless he has a thorough knowledge of all the principles of the ma-chine he purposes to design, is well versed in practical geometry and mechanics, has a practical knowledge of, and is able to calcu-late strengths, strains And forces, and to apply the calculation to apportion the quantity and form of the material in the various parts of the machine, so as to pro-duce the greatest amount of strength with the least expenditure of material. Besides all this, he must be a good free-hand drauc'btsman and have cultivated an artistic lurna auu effect al-though, from possessing all the other quali-fications, he may produce a machine perfect in all its working parts and properly pro-portioned, yet, for want of such a faculty, his machine will turn out stiff and ungrace-ful, and wanting in form and effect. It may at first sight appear absurd to say that the study of anatomy can in any way assist the mechanical engineer in designing machinery ; yet, on reflection, it will be found to be a matter of no small importance. If the anatomical class and the dissecting-room are now part of the recognized studies of the artist who aims at perfection in the mere depiction of the human frame, how much more should it be his study whose aim it is to produce imitations of its actions. To exemplify this, let us consider that our whole aim, in the study of mechanical ap-pliances, is to be able to design works which will simply exaggerate the power which we possess in our own bodies, so as to concen-trate the power of thousands into a unit, and to create of ourselveS automatons in brass and iron, to imitate the actions which are performed by the body of man himself. The human machine can dig the ground, can hammer iron, can spin, sew, weave, pro-pel boats, lift weights, carry itself, or carry loads from place to place by land or water, can with all our efforts, we can never equal. Then, we are justified in saying that the study of anatomy is not foreign to the re-quirements of a cultivated mechanic. What has been said of anatomy applies equally to natural history , in fact, to everything that has life and motion.--Manufacturer and Builder.
The Prentiss Vise. In most adjustable jaw vises, some portion of its efficiency or durability is sacrificed in order to develope the adjustable feature. The accompanying illustration represents a new style of adjustable jaw vise, combining strength with convenience, and is a depart-fy. err 0 use, to accomplish the adjustment, inasmuch as both jaws are solid where they clamp the work. The back jaw is adjustable, and in use, instantly conforms by automatic action, to any angle, making firm the object held, whether it be straight, beveled or wedge-shaped. If desired, by inserting the pin A, shown in the cut, the jaw becomes fixed, and immovable, thus making a perfect parallel or solid jaw vise. The adjustable jaw resting and working as it does against a solid body of the vise is thereby absolutely rendered as strong and durable as the old style permanent jaw. B, means of a new patent swivel bottom this vise may be readily adjusted to any angle, right or left, at will of operator, by simply raising ratchet pin B, as seen in cut, which, on being freed, is instantly forced home by a spring, rendering the vise solid and firm as if stationary. The mechanism of the patent swivel base is such as to render it fully as strong as the stationary or solid bottom, capable of cary-ing the heaviest class of work and resisting the shock of chipping, having been devised and constructed with particular reference to the class of work carried on in large estab-lishments. This makes it well adapted to machine and repaired. The time spent in so doing amply repaid, as j ournals or other wearing faces are often found to be grinding would without such attention becomq) worn before their condition would be Belting should never have more lacing ; should it be necessary to len m ; belt it should be skived and cem,,nted. bolts should be squared under the head to pre-vent the bolt ways in the platen from b .com-ing bruised ; the nuts should all be of one size and case hardened. Grindstones should be kept trued and never run in the water. A good plan is to have the water in the trough within about an inch of the stone and have half-a-dozen wooden balls of three inches diameter floating about ; these will be kept in motion by the stone, and will supply what water is wanted. This prevents the floor from being always wet and dirty. Polishing on an engine lathe should never be allowed unless it is absolutely necessary, a speed lathe being better adapted to this pur-pose besides being less expensive. All machine tools are made with greater precision than they were a few years ago, and therefore require better care. The writer has bqela that were new less than ten years ago, are to-day worthless as far as doing good, accurate work is concerned. A good lathe or other machine tool ought with care to last a life-time. Dies and drills can be bought cheaper than they can be made, and more perfect than the average toolmaker can make them. With the aid of the most approved machinery taps are now made so perfect and at prices so low that it is very poor economy for machinists to attempt to make their own. In fitting out a shop with new tools, or in the purchase of any machinists' tools, the cheapness alone should not govern the pur-chaser, as often a tool costing a few dollars-more is worth double that of the low-priced article. Never buy of a maker unless he is well known and has a reputation that he can-not afford to lose. The writer once fitted up a shop with tools from a prominent company of machine tool builders with the exception of two lathes which were bought of another party because they were cheap. After five years' use the two lathes had cost more tc, keep in repair than twice what the entire 14.,4, of twelve machines of the other makers 14o13 cost during that time. Drawings of machining or parts should be glued to a light board and varnished over with shellac, and after using should be carefully laid away and numbered. and thus furnish an adjustment for the increased or diminished distance between the pins, arising from the approach or recession of the jaw.
Any object from a sheet of paper thickness, up to the full capacity of the jaws, can oe grasped firmly and with a direct uniform pressure, therefore a greater amount of power can be applied to the handles with safety than with the old tool. While increased strength forms one of its distinguishing fea-tures, the same power exerted gives a much securer grip than with ordinary pliers. The article grasped is kept from sliding about, which would not be the case were there only one point of contact. With the same width of opening of jaws, this improved tool has a greater range of grasp, for pliers of the common form have a tendency to thrust an article outward from their hold when opened to any extent, for the reason that the angle becomes very great. For holding fine work, jewelry, watches, and the like, these pliers are well adapted, for the reason that the extended bearings avoid concentration of pressure at any one point, and thus prevents defacing the surface of the work. The parts of this tool are drop-forged of best steel, afterwards milled and shaped to standard gauges by the duplicating system. . so that any piece injured can readily be re-ped, as well as insuring accuracy of fit. ,0 manufacturers are Tlagstoz Thorpe, hiladolpliia. PenmanNliip Practically applied ******************* all this, he must be a good free-hand drauc'htsman and have cultivated an artistic trA-3rtizinr iufZ1 unit eiiect oVLierwlbe, al-though, from possessing all the other quali-fications, he may produce a machine perfect in all its working parts and properly pro-portioned, yet, for want of such a faculty, his machine will turn out stiff and ungrace-ful, and wanting in form and effect. It may at first sight appear absurd to say that the study of anatomy can in any way assist the mechanical engineer in designing machinery ; yet, on reflection, it will be found to be a matter of no small importance. If the anatomical class and the dissecting-room are now part of the recognized studies of the artist who aims at perfection in the mere depiction of the human frame, how much more should it be his study whose aim it is to produce imitations of its actions. To exemplify this, let us consider that our whole aim, in the study of mechanical ap-pliances, is to be able to design works which will simply exaggerate the power which we possess in our own bodies, so as to concen-trate the power of thousands into a unit, and to create of ourselveS automatons in brass and iron, to imitate the actions which are performed by the body of man himself. The human machine can dig the ground, can hammer iron, can spin, sew, weave, pro-pel boats, lift weights, carry itself, or carry loads from place to place by land or water, can new style of adjustable jaw vise, combining strength with convenience, and is a depart- 7'..],'A.f_vert use, to accomplish the adjustment, inasmuch as both jaws are solid where they clamp the work. The back jaw is adjustable, and in use, instantly conforms by automatic action, to any angle, making firm the object held, whether it be straight, beveled or wedge-shaped. If desired, by inserting the pin A, shown in the cut, the jaw becomes fixed, and immovable, thus making a perfect parallel or solid jaw vise. The adjustable jaw resting and working as it does against a solid body of the vise is thereby absolutely rendered as strong and durable as the old style permanent jaw. B, means of a new patent swivel bottom this vise may be readily adjusted to any angle, right or left, at will of operator, by simply raising ratchet pin B, as seen in cut, which, on being freed, is instantly forced home by a spring, rendering the vise solid and firm as if stationary. The mechanism of the patent swivel base is such as to render it fully as strong as the stationary or solid bottom, capable of vary-ing the heaviest class of work and resisting the sh,ock: of chipping, having been devised and constructed with particular reference to the class of work carried on in large estab-lishments. This makes it well adapted to machine precision than they were a few years ago, and therefore require better care. The writer has tvlen citif)ipg, wl-terg c.-2,atn that were new less than ten years ago, are to-day worthless as far as doing good, accurate work is concerned. A good lathe or other machine tool ought with care to last a life-time. Dies and drills can be bought cheaper than they can be made, and more perfect than the average toolmaker can make them. With the aid of the most approved machinery taps are now made so perfect and at prices so low that it is very poor economy for machinists to attempt to make their own. In fitting out a shop with new tools, or in the purchase of any machinists' tools, the cheapness alone should not govern the pur-chaser, as often a tool costing a few dollars-more is worth double that of the low-priced article. Never buy of a maker unless he is well known and has a reputation that he can-not afford to lose. The writer once fitted up a shop with tools from a prominent company of machine tool builders with the exception of two lathes which were bought of another party because they were cheap. After five years' use the two lathes had cost more tc keep in repair than twice what the entire of twelve machines of the other makers 1.)ou cost during that time. Drawings of machinein or parts should be glued to a light board and varnished over with shellac, and after using should be carefully laid away and numbered. Any object from a sheet of paper thickness up to the full capacity of the jaws, can ue grasped firmly and with a direct uniform pressure, therefore a greater amount of power can be applied to the handles with safety than with the old tool. While increased strength forms one of its distinguishing fea-tures, the same power exerted gives a much securer grip than with ordinary pliers. The article grasped is kept from sliding about, which would not be the case were there only one point of contact. With the same width of opening of jaws, this improved tool has a greater range of grasp, for pliers of the common form have a tendency to thrust an article outward from their hold when opened to any extent, for the reason that the angle becomes very great. For holding fine work, jewelry, watches, and the like, these pliers are well adapted, for the reason that the extended bearings avoid concentration of pressure at any one point, and thus prevents defacing the surface of the work. The parts of this tool are drop-forged of best steel, afterwards milled and shaped to standard gauges by the duplicating system. so that any piece injured can readily be re-),.3ed, as well as insuring accuracy of fit. o manufacturers are Iragstoz & Thorpe, itiladelpia. Skilful Penmanship Praotioally applied ******************** has not met with the same favor that has been accorded to their pitches. Its advantages over the sharp thread are, increased strength to the screw from the abscence of acute corners, and the greater security from accidental injury, which the rounded top possesses. Its objectional features are, first, that the angle of 55° is a difficult one to verify ; it is pi obable, no gauges to this angle, made independantly of each other and without special tools, would correspond with sufficient accuracy. Secondly, the curve at the top and bottom of the thread of the screw will not fit the corresponding curve in the nut, and the wearing surface on the thread will be thus reduced to the straight sides merely. It is not to be inferred from this that these curves cannot; be made to' fit, but only that the difficulties in producing contact are so much increased by the peculiar form, that in practice it will not be accomplished. Thirdly, the increased cost and complication of cutting tools required to form this kind of thread in a lathe, it being requisite that this tool shall have at least three cutting sides, in order to form the round top between two of them. The English practice for small work, is to rough out in a slide-lathe, with a single-point tool having sides of the proper angle, and finish in a hand lathe with a comb chaser, which has been dressed to the proper form upon a hob kept for that purpose, requiring three kinds of cutters and two lathes to per-form what with our practice requires but one cutter and one lathe. On large work, the screw is finished in the slide-lathe, with a chasing tool dressed to the proper form upon a hob ; and as these hobs are necessarily the standards of form until worn out. it is fair to suppose the shape must be undergoing a continual change. The necessity of guarding . the edge of the thread from accidental injury, becomes more and more apparent as the size of the bolt is increased, and we have recognized this by finishing such bolts with a small flat upon the top of the thread; but no plan has been proposed for general adoption upon all screws, nor have any proportions been suggested where a flat is desired, or where from the size of the bolt it would seem to be necessary. As it is very desirable that some uniform rule should what lubricant is the best has occupied the mind of the thoughtful workman since that time, and the best. efforts of mechanics, and chemists have been directed to the production of a compound possessing all the essential characteristics of a perfect lubricant. Many of the oils and greases in common use possess valuable qualities, but no one or any number, can be said to be a perfect lubricant, as described by Prof. Thurston. He says, " A good lubricant should have the following characteristics, (1.) sufficient body,' to keep the surfaces from contact under the maximum pressure ; (2.) the least viscosity consistent with the requisite amount of body , ' (3.) the lowest possible co-efficient of friction ; (4.) the largest capacity for receiving and carrying away-heat ; (5.) a high temperature of decompo-sition ; (6.) it should vaporize at high temperatures rather than decompose and burn on." It is not our purpcise to consider other lubricants than plumbago, except in the way of comparison, and then only of the best winter sperm oil, which is generally accepted as the standard, and as possessing more of the qualities essential in a good lubricant than most others. The occasion of our article is a series of exhaustive tests made at the Stevens Institute recently, un-der the direction of Prof. R. H. Thurston, for the purpose of correcting some of the misconceptions that are held with regard to the proper condition of plumbago as a lubricant, and to determine with scientific ac-curacy its comparative value as a' lubricant, with the various oils and greases in common use. It has been the opinion of some scientists that plumbago should be reduced to an im-palpable powder for use as a lubricant, and that when used in the form of flakes that its value is only developed by the grinding on the bearing. Tests were made with plum-bago of different degrees of fineness from coarse flake to an impalpable powder, all selected with the greatest care to ensure their absolute purity. The coarse flake showed considerable value, but increasing better results than the sperm oil. The results of this test will go far to establish the relative value of plumbago, as compared with oil or grease. F. W. P. American Institute Fair. The machinery department of the American Institute Fair is full of exhibits, but the gen-eral character of the display is far below what it has been in former years. With the exception of a few small lathes and two shaping machines, there are no machinist's tools to be seen. Somewhat more than the usual number of novelties are set forward, few of which possess any striking merit. Small power steam engines and hot air engines are the most prominent articles in this department, and they are well worth studying, though we have not space to give a full description of any of them. THE NEW YORK SAFETY STEAM POWER co. have in operation a new style of horizontal engine, built for 20 horse-power, but which is running steadily at 35 horse-power speed. Its particular feature is a piston valve, by means of which steam is economized. In external appearance this engine is attractive, being well proportioned and finished in good taste. THE STOW FLEXIBLE SHAFT is an article of peculiar value in many shops, as it transmits rotary motion to any desired distance from the source of power and through any number of tunes. In iron drill-ing or surfacing, polishing, cleaning castings, and emery grinding of almost any kind, it can be employed to advantage. A NOVEL STEA1VI BOILER is brought forward for inspection by Mr. John Hughes, of Harlem. It would seem to be impossible to invent anything new and striking in boilers after so many original ideas have taken shape in that direction, but this has features unlike any other boiler we have seen. In its interior construction it is combined, horizontal ,and vertical. It is 36 inches long, 36 inches wide, 40 inches high, and has 54 square feet of grate. The main feature is its extensive heating surface for one of small size. It would be likely to get 0 1-- 7 another, liability to gum, and another the bad influence of heat and moisture on their working qualities. When we come to add that many machinists will not give special attention to learning the proper care and use of an emery wheel, there need be little wonder that so large a proportion of them are contented with the grindstone and file. Much progress in making and introducing emery wheels has been made within the past few years and much is yet to be made. A Celluloid wheel is constantly running in water, and is part of the time in use. Its efficiency does not seem to be impaired by the bath. We saw one of them -I by 12 inch thrown forcibly upon the floor without breaking. A Celluloid wheel was shown, k by 9 inches, on which over 50 pieces of saw steel (14 gauge) had been notched half away. These notches fitted to the wheel as true as a piece of work to a gauge. The corners of the wheel seemed to be not in the least rounded off. The large sized thick wheels of this kind are made by placing two or more thin wheels together, and cementing with spirits of camphor. This, it is claimed, keeps the middle of the wheel of the same hardness as the edges, so that it will wear uniformly. The Union emery wheels are made in ten different grades, and cut well, even at a low rate of speed. THE COST OF THE RAILROAD STRIKES, in the State of New York alone, simply for the pay, subsistence and expenses of the militia called out to preserve order, is reported by the Adjutant General to have been about $250,000. Add the damage to property by delays and malicious destruction and the total will amount to something formidable, and that in a State where the troubles were less serious and lasted a shorter time than in two or three other States. The bill in Pennsylvania must have been many times as great, and adding New Jersey, Maryland, Ohio, Indiana, Illinois and Missouri, the total would make a somewhat formidable figure even in a war budget, to say nothing of the income or even the capital account of a great railroad company. â€â€Railtroad Gazette.
AMERICAN MACHINIST. November, 1877.
Designing Machinery. At a meeting of mechanics in Scotland. Mr. It. B. Bell delivered an address on " Designing Machinery." He noted that in early days, in designing machinery, the proportion and strength of parts to accord with the strains to which they would be subject were not so much decided by minute calculation as they were by comparison and experience. The result here was a great waste of material, placed in positions not required, as may be seen in the designs of some of our older engines and machinery. In time competi-tion has come, and a better knowledge of the principles of design and construction, and proper calculation of the strengths and strains, and the more extensive use of malle-able iron in place of cast iron, in many parts of the work, and the result has been that the framing of machinery is not now made to represent Gothic churches or Grecian temples, but every member of the machine is designed with the intention of containing only the proportion of iron due to its own requirements, disposed in such a manner as to combine all the materials in the best forms to suit the purposes intended. Attempts at myneeessary perfect of man's combinations of machinery in comparison with the perfection of the human machine itself ? Therefore the study of the human body, which in itself is the greatest perfection of a mechanical machine that it is possible to conceive, should be a part of the education of the mechanician. The beautiful mechanical arrangements with which it is furnished, the manner in which. they are put together, and the forms into which they are molded, are all studies which are well worthy of the investigation of the mechanic. Let' us take, for example, the arm and hand of man, so accurately pro-portibned in the strength of their various parts, so wonderfully shaped for the multi-farious duties they have to perform, and • with all this adaptation to every conceivable requirement for which their services may be demanded, yet so beautiful and graceful in their form and proportions. It cannot, therefore, bo aiiiiss in us, as part of a liberal education, to include the study of that which it is our main end to imitate, and yet which, with all our efforts, we can never equal. Then, we are justified in saying that the study of anatomy is not foreign to the re-quirements of a cultivated mechanic. What „ n_. I.,. System in the Shop. In how many shops do we see tools of the most costly description thrown around the bench as though they were so many pieces of old iron. The first thing apprentices should be taught is the proper care of tools. Often more time is consumed in hunting for a tool thrown aside carelessly than it takes to do the required job after it is _found. Every shop should have racks or cupboards to keep small tools such as taps, reamers, drills, and man-drels, and the workmen should be given to understand that these are to be carefully cleaned and returned to their places after using. In almost every large shop there is a tool room and a tool keeper whose duty it is to look after the tools and check them out to workmen. As a general thing he is also pro-vided with a lathe, which should be of the most approved construction, and a universal milling machine with which he can make and keep in repair all tools and fixtures. Lathes, planes, and other machine tools should be taken apart frequently, thoroughly cleaned, and repaired. The time spent in so doing is amply repaid, as j ournals or other wearing sur-faces are often found to be grinding, and would without such attention become badly
Parallel Pliers Almost every machinist knows by experi ence, that it is next to impossible to get a firm hold upon work with the old fashined pliers in general use. The tendency of any article fastened upon is to slip outward, the pressure being exerted in that direction, in conformation with the shape of the jaws. The parallel pliers shown herewith, are de-signed to obviate this difficulty. The pliers consist of four distinct parts, the two jaws C, and two handles A. The handles are pivoted at the point B, and close the jaws by pin con-nections at the point D. There is, however, in addition, a guide pin in each handle on the other side of the point B, and at the same radial distance from it as the points D. As each pair of pins lie in a horizontal line x x, parallel to the other pair, and as all four pins are equally distant from the central pivot they approach the center line, when the han-dles are closed, with the same angular veloci-ty, and maintain the parallelism of the jaws in every position. The guide pins move in slots, and thus furnish an adjustment for the increased or diminished distance between the pins, arising from the approach or recession of the jaw.
requirements, disposed in such a manner as to combine all the materials in the best forms to suit the purposes intended. Attempts at architectural effect and all other unnecessary interpolations are abandoned, and the result is that in a well designed engine or tool, the eye is never offended by any unmeaning or incomprehensible member. The meaning and arrangement of every part is understood at a glance, and excites admiration by the beauty of the proportions and simplicity of the details. In the first place, no man can design a machine in such perfection ashore attempted to be described, unless he has a thorough knowledge of all the principles of the ma-chine he purposes to design, is well versed in practical geometry and mechanics, has a practical knowledge of, and is able to calcu-late strengths, strains And forces, and to apply the calculation to apportion the quantity and form of the material in the various parts of the machine, so as to pro-duce the greatest amount of strength with the least expenditure of material. Besides all this, he must be a good free-hand drauc'btsman and have cultivated an artistic lurna auu effect al-though, from possessing all the other quali-fications, he may produce a machine perfect in all its working parts and properly pro-portioned, yet, for want of such a faculty, his machine will turn out stiff and ungrace-ful, and wanting in form and effect. It may at first sight appear absurd to say that the study of anatomy can in any way assist the mechanical engineer in designing machinery ; yet, on reflection, it will be found to be a matter of no small importance. If the anatomical class and the dissecting-room are now part of the recognized studies of the artist who aims at perfection in the mere depiction of the human frame, how much more should it be his study whose aim it is to produce imitations of its actions. To exemplify this, let us consider that our whole aim, in the study of mechanical ap-pliances, is to be able to design works which will simply exaggerate the power which we possess in our own bodies, so as to concen-trate the power of thousands into a unit, and to create of ourselveS automatons in brass and iron, to imitate the actions which are performed by the body of man himself. The human machine can dig the ground, can hammer iron, can spin, sew, weave, pro-pel boats, lift weights, carry itself, or carry loads from place to place by land or water, can with all our efforts, we can never equal. Then, we are justified in saying that the study of anatomy is not foreign to the re-quirements of a cultivated mechanic. What has been said of anatomy applies equally to natural history , in fact, to everything that has life and motion.--Manufacturer and Builder.
The Prentiss Vise. In most adjustable jaw vises, some portion of its efficiency or durability is sacrificed in order to develope the adjustable feature. The accompanying illustration represents a new style of adjustable jaw vise, combining strength with convenience, and is a depart-fy. err 0 use, to accomplish the adjustment, inasmuch as both jaws are solid where they clamp the work. The back jaw is adjustable, and in use, instantly conforms by automatic action, to any angle, making firm the object held, whether it be straight, beveled or wedge-shaped. If desired, by inserting the pin A, shown in the cut, the jaw becomes fixed, and immovable, thus making a perfect parallel or solid jaw vise. The adjustable jaw resting and working as it does against a solid body of the vise is thereby absolutely rendered as strong and durable as the old style permanent jaw. B, means of a new patent swivel bottom this vise may be readily adjusted to any angle, right or left, at will of operator, by simply raising ratchet pin B, as seen in cut, which, on being freed, is instantly forced home by a spring, rendering the vise solid and firm as if stationary. The mechanism of the patent swivel base is such as to render it fully as strong as the stationary or solid bottom, capable of cary-ing the heaviest class of work and resisting the shock of chipping, having been devised and constructed with particular reference to the class of work carried on in large estab-lishments. This makes it well adapted to machine and repaired. The time spent in so doing amply repaid, as j ournals or other wearing faces are often found to be grinding would without such attention becomq) worn before their condition would be Belting should never have more lacing ; should it be necessary to len m ; belt it should be skived and cem,,nted. bolts should be squared under the head to pre-vent the bolt ways in the platen from b .com-ing bruised ; the nuts should all be of one size and case hardened. Grindstones should be kept trued and never run in the water. A good plan is to have the water in the trough within about an inch of the stone and have half-a-dozen wooden balls of three inches diameter floating about ; these will be kept in motion by the stone, and will supply what water is wanted. This prevents the floor from being always wet and dirty. Polishing on an engine lathe should never be allowed unless it is absolutely necessary, a speed lathe being better adapted to this pur-pose besides being less expensive. All machine tools are made with greater precision than they were a few years ago, and therefore require better care. The writer has bqela that were new less than ten years ago, are to-day worthless as far as doing good, accurate work is concerned. A good lathe or other machine tool ought with care to last a life-time. Dies and drills can be bought cheaper than they can be made, and more perfect than the average toolmaker can make them. With the aid of the most approved machinery taps are now made so perfect and at prices so low that it is very poor economy for machinists to attempt to make their own. In fitting out a shop with new tools, or in the purchase of any machinists' tools, the cheapness alone should not govern the pur-chaser, as often a tool costing a few dollars-more is worth double that of the low-priced article. Never buy of a maker unless he is well known and has a reputation that he can-not afford to lose. The writer once fitted up a shop with tools from a prominent company of machine tool builders with the exception of two lathes which were bought of another party because they were cheap. After five years' use the two lathes had cost more tc, keep in repair than twice what the entire 14.,4, of twelve machines of the other makers 14o13 cost during that time. Drawings of machining or parts should be glued to a light board and varnished over with shellac, and after using should be carefully laid away and numbered. and thus furnish an adjustment for the increased or diminished distance between the pins, arising from the approach or recession of the jaw.
Any object from a sheet of paper thickness, up to the full capacity of the jaws, can oe grasped firmly and with a direct uniform pressure, therefore a greater amount of power can be applied to the handles with safety than with the old tool. While increased strength forms one of its distinguishing fea-tures, the same power exerted gives a much securer grip than with ordinary pliers. The article grasped is kept from sliding about, which would not be the case were there only one point of contact. With the same width of opening of jaws, this improved tool has a greater range of grasp, for pliers of the common form have a tendency to thrust an article outward from their hold when opened to any extent, for the reason that the angle becomes very great. For holding fine work, jewelry, watches, and the like, these pliers are well adapted, for the reason that the extended bearings avoid concentration of pressure at any one point, and thus prevents defacing the surface of the work. The parts of this tool are drop-forged of best steel, afterwards milled and shaped to standard gauges by the duplicating system. . so that any piece injured can readily be re-ped, as well as insuring accuracy of fit. ,0 manufacturers are Tlagstoz Thorpe, hiladolpliia. PenmanNliip Practically applied ******************* all this, he must be a good free-hand drauc'htsman and have cultivated an artistic trA-3rtizinr iufZ1 unit eiiect oVLierwlbe, al-though, from possessing all the other quali-fications, he may produce a machine perfect in all its working parts and properly pro-portioned, yet, for want of such a faculty, his machine will turn out stiff and ungrace-ful, and wanting in form and effect. It may at first sight appear absurd to say that the study of anatomy can in any way assist the mechanical engineer in designing machinery ; yet, on reflection, it will be found to be a matter of no small importance. If the anatomical class and the dissecting-room are now part of the recognized studies of the artist who aims at perfection in the mere depiction of the human frame, how much more should it be his study whose aim it is to produce imitations of its actions. To exemplify this, let us consider that our whole aim, in the study of mechanical ap-pliances, is to be able to design works which will simply exaggerate the power which we possess in our own bodies, so as to concen-trate the power of thousands into a unit, and to create of ourselveS automatons in brass and iron, to imitate the actions which are performed by the body of man himself. The human machine can dig the ground, can hammer iron, can spin, sew, weave, pro-pel boats, lift weights, carry itself, or carry loads from place to place by land or water, can new style of adjustable jaw vise, combining strength with convenience, and is a depart- 7'..],'A.f_vert use, to accomplish the adjustment, inasmuch as both jaws are solid where they clamp the work. The back jaw is adjustable, and in use, instantly conforms by automatic action, to any angle, making firm the object held, whether it be straight, beveled or wedge-shaped. If desired, by inserting the pin A, shown in the cut, the jaw becomes fixed, and immovable, thus making a perfect parallel or solid jaw vise. The adjustable jaw resting and working as it does against a solid body of the vise is thereby absolutely rendered as strong and durable as the old style permanent jaw. B, means of a new patent swivel bottom this vise may be readily adjusted to any angle, right or left, at will of operator, by simply raising ratchet pin B, as seen in cut, which, on being freed, is instantly forced home by a spring, rendering the vise solid and firm as if stationary. The mechanism of the patent swivel base is such as to render it fully as strong as the stationary or solid bottom, capable of vary-ing the heaviest class of work and resisting the sh,ock: of chipping, having been devised and constructed with particular reference to the class of work carried on in large estab-lishments. This makes it well adapted to machine precision than they were a few years ago, and therefore require better care. The writer has tvlen citif)ipg, wl-terg c.-2,atn that were new less than ten years ago, are to-day worthless as far as doing good, accurate work is concerned. A good lathe or other machine tool ought with care to last a life-time. Dies and drills can be bought cheaper than they can be made, and more perfect than the average toolmaker can make them. With the aid of the most approved machinery taps are now made so perfect and at prices so low that it is very poor economy for machinists to attempt to make their own. In fitting out a shop with new tools, or in the purchase of any machinists' tools, the cheapness alone should not govern the pur-chaser, as often a tool costing a few dollars-more is worth double that of the low-priced article. Never buy of a maker unless he is well known and has a reputation that he can-not afford to lose. The writer once fitted up a shop with tools from a prominent company of machine tool builders with the exception of two lathes which were bought of another party because they were cheap. After five years' use the two lathes had cost more tc keep in repair than twice what the entire of twelve machines of the other makers 1.)ou cost during that time. Drawings of machinein or parts should be glued to a light board and varnished over with shellac, and after using should be carefully laid away and numbered. Any object from a sheet of paper thickness up to the full capacity of the jaws, can ue grasped firmly and with a direct uniform pressure, therefore a greater amount of power can be applied to the handles with safety than with the old tool. While increased strength forms one of its distinguishing fea-tures, the same power exerted gives a much securer grip than with ordinary pliers. The article grasped is kept from sliding about, which would not be the case were there only one point of contact. With the same width of opening of jaws, this improved tool has a greater range of grasp, for pliers of the common form have a tendency to thrust an article outward from their hold when opened to any extent, for the reason that the angle becomes very great. For holding fine work, jewelry, watches, and the like, these pliers are well adapted, for the reason that the extended bearings avoid concentration of pressure at any one point, and thus prevents defacing the surface of the work. The parts of this tool are drop-forged of best steel, afterwards milled and shaped to standard gauges by the duplicating system. so that any piece injured can readily be re-),.3ed, as well as insuring accuracy of fit. o manufacturers are Iragstoz & Thorpe, itiladelpia. Skilful Penmanship Praotioally applied ******************** has not met with the same favor that has been accorded to their pitches. Its advantages over the sharp thread are, increased strength to the screw from the abscence of acute corners, and the greater security from accidental injury, which the rounded top possesses. Its objectional features are, first, that the angle of 55° is a difficult one to verify ; it is pi obable, no gauges to this angle, made independantly of each other and without special tools, would correspond with sufficient accuracy. Secondly, the curve at the top and bottom of the thread of the screw will not fit the corresponding curve in the nut, and the wearing surface on the thread will be thus reduced to the straight sides merely. It is not to be inferred from this that these curves cannot; be made to' fit, but only that the difficulties in producing contact are so much increased by the peculiar form, that in practice it will not be accomplished. Thirdly, the increased cost and complication of cutting tools required to form this kind of thread in a lathe, it being requisite that this tool shall have at least three cutting sides, in order to form the round top between two of them. The English practice for small work, is to rough out in a slide-lathe, with a single-point tool having sides of the proper angle, and finish in a hand lathe with a comb chaser, which has been dressed to the proper form upon a hob kept for that purpose, requiring three kinds of cutters and two lathes to per-form what with our practice requires but one cutter and one lathe. On large work, the screw is finished in the slide-lathe, with a chasing tool dressed to the proper form upon a hob ; and as these hobs are necessarily the standards of form until worn out. it is fair to suppose the shape must be undergoing a continual change. The necessity of guarding . the edge of the thread from accidental injury, becomes more and more apparent as the size of the bolt is increased, and we have recognized this by finishing such bolts with a small flat upon the top of the thread; but no plan has been proposed for general adoption upon all screws, nor have any proportions been suggested where a flat is desired, or where from the size of the bolt it would seem to be necessary. As it is very desirable that some uniform rule should what lubricant is the best has occupied the mind of the thoughtful workman since that time, and the best. efforts of mechanics, and chemists have been directed to the production of a compound possessing all the essential characteristics of a perfect lubricant. Many of the oils and greases in common use possess valuable qualities, but no one or any number, can be said to be a perfect lubricant, as described by Prof. Thurston. He says, " A good lubricant should have the following characteristics, (1.) sufficient body,' to keep the surfaces from contact under the maximum pressure ; (2.) the least viscosity consistent with the requisite amount of body , ' (3.) the lowest possible co-efficient of friction ; (4.) the largest capacity for receiving and carrying away-heat ; (5.) a high temperature of decompo-sition ; (6.) it should vaporize at high temperatures rather than decompose and burn on." It is not our purpcise to consider other lubricants than plumbago, except in the way of comparison, and then only of the best winter sperm oil, which is generally accepted as the standard, and as possessing more of the qualities essential in a good lubricant than most others. The occasion of our article is a series of exhaustive tests made at the Stevens Institute recently, un-der the direction of Prof. R. H. Thurston, for the purpose of correcting some of the misconceptions that are held with regard to the proper condition of plumbago as a lubricant, and to determine with scientific ac-curacy its comparative value as a' lubricant, with the various oils and greases in common use. It has been the opinion of some scientists that plumbago should be reduced to an im-palpable powder for use as a lubricant, and that when used in the form of flakes that its value is only developed by the grinding on the bearing. Tests were made with plum-bago of different degrees of fineness from coarse flake to an impalpable powder, all selected with the greatest care to ensure their absolute purity. The coarse flake showed considerable value, but increasing better results than the sperm oil. The results of this test will go far to establish the relative value of plumbago, as compared with oil or grease. F. W. P. American Institute Fair. The machinery department of the American Institute Fair is full of exhibits, but the gen-eral character of the display is far below what it has been in former years. With the exception of a few small lathes and two shaping machines, there are no machinist's tools to be seen. Somewhat more than the usual number of novelties are set forward, few of which possess any striking merit. Small power steam engines and hot air engines are the most prominent articles in this department, and they are well worth studying, though we have not space to give a full description of any of them. THE NEW YORK SAFETY STEAM POWER co. have in operation a new style of horizontal engine, built for 20 horse-power, but which is running steadily at 35 horse-power speed. Its particular feature is a piston valve, by means of which steam is economized. In external appearance this engine is attractive, being well proportioned and finished in good taste. THE STOW FLEXIBLE SHAFT is an article of peculiar value in many shops, as it transmits rotary motion to any desired distance from the source of power and through any number of tunes. In iron drill-ing or surfacing, polishing, cleaning castings, and emery grinding of almost any kind, it can be employed to advantage. A NOVEL STEA1VI BOILER is brought forward for inspection by Mr. John Hughes, of Harlem. It would seem to be impossible to invent anything new and striking in boilers after so many original ideas have taken shape in that direction, but this has features unlike any other boiler we have seen. In its interior construction it is combined, horizontal ,and vertical. It is 36 inches long, 36 inches wide, 40 inches high, and has 54 square feet of grate. The main feature is its extensive heating surface for one of small size. It would be likely to get 0 1-- 7 another, liability to gum, and another the bad influence of heat and moisture on their working qualities. When we come to add that many machinists will not give special attention to learning the proper care and use of an emery wheel, there need be little wonder that so large a proportion of them are contented with the grindstone and file. Much progress in making and introducing emery wheels has been made within the past few years and much is yet to be made. A Celluloid wheel is constantly running in water, and is part of the time in use. Its efficiency does not seem to be impaired by the bath. We saw one of them -I by 12 inch thrown forcibly upon the floor without breaking. A Celluloid wheel was shown, k by 9 inches, on which over 50 pieces of saw steel (14 gauge) had been notched half away. These notches fitted to the wheel as true as a piece of work to a gauge. The corners of the wheel seemed to be not in the least rounded off. The large sized thick wheels of this kind are made by placing two or more thin wheels together, and cementing with spirits of camphor. This, it is claimed, keeps the middle of the wheel of the same hardness as the edges, so that it will wear uniformly. The Union emery wheels are made in ten different grades, and cut well, even at a low rate of speed. THE COST OF THE RAILROAD STRIKES, in the State of New York alone, simply for the pay, subsistence and expenses of the militia called out to preserve order, is reported by the Adjutant General to have been about $250,000. Add the damage to property by delays and malicious destruction and the total will amount to something formidable, and that in a State where the troubles were less serious and lasted a shorter time than in two or three other States. The bill in Pennsylvania must have been many times as great, and adding New Jersey, Maryland, Ohio, Indiana, Illinois and Missouri, the total would make a somewhat formidable figure even in a war budget, to say nothing of the income or even the capital account of a great railroad company. â€â€Railtroad Gazette.


test pg 3
MARCH 15, 1877 November, 1877.] AMERICAN MACHINIST. 3 Taps and Screw Threads. The manufacture of taps and dies, for geni eral use, has undergone some importan changes since the " U. S Standard " thread was originated, some time during our late civil war. It was formerly the custom in every large shop to make all the taps used on the premises, and the differences of gauge adopted by the various shops was a constant source of annoyance and complication. Nuts often had to be re-cut, and the expense, waste of time, and uncertainty entailed by this lack of a uniform system of screw threads was so great that the Association of Mechani-cal Engineers agitated the subject of a uni-form standard, at their annual meetings, for several successive years. To some extent this difficulty still exists, but much progress has been made and it now seems to be only a question of time when a system of gauges of uniform measurement, for the whole country, shall be adopted, One important step towards this desired object is the invention of ingeni-ous tap cutting and threading machinery, in which three or four prominent establishments have striven to excel each other and produce a better quality of taps and dies, and at a lower price than has heretofore been possible. The different styles of thread, called " Standard" are two in number, viz : the Franklin Institute or U. S. and the Whitworth. The former was introduced by Mr. William Sellers, who, in explanation, read an essay before the Frank-lin Institute, April, 1864, on a system of screw threads and nuts, The latter was adopted years ago in England by the engineers of that can be dbserved in the formation of all threads, and as the sharp top is objectionable upon large screws, this form must be abandoned if we would accomplish our object. It b ,ing conceded that the flat angular sides are ne-cessary, we have only to choose between the rounded and flat top ; and having examined the former, it only remains to notice whether the flat will be found free from the objections urged against the round. As the sides of the thread are the only parts requiring to be fit-ted, and as these are of the same shape as the sharp thread, the one will be as easily made as the other. The width of the flat top will be determined by the depth to which the thread is cut, so.that the same tool can be used in both cases. The flat on the top of the thread being required to protect it from injury, it is evident a similar shape at the bottom would give increased strength to the bolt as well as improve its appearance. To give this form requires only that the point of the cutting tool shall be taken off and then it is evident this thread can be • cut in a lathe with the same tool and in the same manner as the sharp thread." The Sellers system or United States Standard thread, deduced from the above reasoning, is the ordinary V thread, with surfaces inclining at an angle of 60°, and with the angle cut off at the top and filled in at the bottom to the extent of one-eighth of the depth of the V thread each, so that the depth.of the thread is three-fourths of the ordinary V thread form. It is the thread ripernlly recommendeel by Prominent ma- to each other 55-, with a rounded top and bottom. The proportions for the rounded top and bottom are obtained by dividing the depth of a sharp thread having sides at an angle of 55° into equal parts, and within the lines formed by the sides of the thread and the top and bottom dividing lines, inscribing a circle which determines the form of top and bottom of thread. Judging from the practice of this country, the English form of thread has not met with the same favor that has been accorded to their pitches. Its advantages over the sharp thread are, increased strength to the screw from the abscence of acute corners, and the greater security from accidental injury, which the rounded top possesses. Its objectional features are, first, that the angle of 55° is a difficult one to verify ; it is pioba-ble, no gauges to this angle, made independantly of each other and without special tools, would correspond with sufficient accuracy. Secondly, the curve at the top and bottom of the thread of the screw will not fit the corresponding curve in the nut, and the wearing surface on the thread will be thus reduced to the straight sides merely. It is not to be inferred from this that these curves cannot be made to fit, but only that the difficulties in producing contact are so much increased by the peculiar form, that in practice it will not be accomplished. Thirdly, the increased cost and complication of cutting tools required to form this kind of thread in a lathe, it being requisite that this tool shall have at least three cutting sides.in order to form the round top between n value until a fine flake entirely free from powdered plumbago was reached, at which point the best results were obtained. Chemically pure plumbago, ground to an impalpable powder, tested under a total pressure of 180 pounds, gave the astonish-ing result of holding the bearing as in a vise. RESULTS OF THE TEST. 335 miligrams of best winter sperm oil under a pressure of 48 lbs. per square inch, ran 11 minutes 2000 revolutions per minute, having traveled by rubbing surface, 7,198 feet. The elevation of temperature was 175° F. ; the average co-efficient of friction .0555. A mixture of 120 miligrams of fine flake plumbago (absolutely pure) with sufficient distilled water to make it adhere to the bear-ing, under 48 lbs. pressure per square inch, ran 30 minutes 2000 revolutions per min-ute. traveling by rubbing surfaces, 19,635 feet. At the eleventh minute, when the life of the oil was spent, the co-efficient of fric-tion was .0417, and the increase of temperature 158° F. The average co-efficient was .0596, and the total increase of temperature 194° F. 335 milligrams of best winter sperm, un-der a total pressure of 60 pounds. 2000 revolutions per minute an 51 minutes, hav-ing traveled by rubbing surfaces 33,360 feet with an increase of temperature of 185° F. The same quantity of plumbago grease, which contained but 15 per cent of fine flake plumbago under a total pressure of 60 pounds, at 2000 revolutions per minute, ran 293 min-up steam very quickly and to stand a great pressure. The design is to have only 5 or 6 inches depth of water over the fire. EDWIN HARRINGTON & SON make a display of portable screw hoisting machines. The screw and main wheel are encased in a tight box and kept free from dirt. The screw is kept running in oil, and heavy weights can be lifted by hand with comparative ease. One of their 1000 pound hoists lifted a 1650 pound weight without difficulty. OLIVER'S LATHE DOG, or " Clamp Carrier," is a new invention placed on exhibition. Its peculiarity consists in having swiveling jaws that adjust them-selves to tapered or irregularly formed work, without extra strain upon the screws. Oli-ver's " Ring Carrier " and " Angular Lathe Carrier," are also new articles for machinists, and have special improved construction. THE VICTOR CHUCK AND MICROMETER CALIPER, shown in a case, are fine tools for progressive machine shops. This chuck is a departure from the ordinary styles previously in use. It is adjustable, self-tightening and the clutches are flush with the face, thus giving less difficulty in adjusting the drills as well as increased durability. In well regulated machine shops, the micrometer caliper is coming fast into general use, and is destined to take the place of ordinary calipers, where accuracy and close work are required, The Union Stone Co., of Boston, and the Celluloid' Emery Wheel Co., of Newark, make exhibits of practical interest to machin-igi, Probably nearly all of the well annnint. ************************ Plumbago as a Lubricant. The subject of friction and its reduction by the use of lubricants, is one of such magnitude and importance that it would be impossible, in the limits of our article, to more than touch upon some of its salient points, as connected with the use of plum-bag:). The need of Ittbricatior than with the use of machinery, and the question of what lubricant is the best has occupied the mind of the thoughtful workman since that time, and the best-efforts of mechanics, and chemists have been directed to the production of a compound possessing all the essential characteristics of a perfect lubricant. Many of the oils and greases in common use possess valuable qualities, but no one or any number, can be said to be a perfect lubricant, as described by Prof. Thurston. He says, " A good lubricant should have the following characteristics, (1.) sufficient body,' to keep the surfaces from contact under the maximum pressure ; (2.) the least viscosity consistent with the requisite amount of body , ' (3.) the lowest possi-ble co-efficient of friction ; (4.) the larg-est capacity for receiving and carrying away heat ; (5.) a high temperature of decomposition ; (6.) it should vaporize at high temperatures rather than decompose and burn on." It is not our purpOse to consider other lubricants than plumbago, except in the way of comparison, and then only of the best minute, 162- .r.; toe total increase was Ow-F. at Vie end of the test. An examination of the bearing at the end of the test, showed it to be in perfect condition. It may be well to mention, that in other trials when the temperature reached was very high, that where plumbago was used there was no cut-ting. It may be proper also to mention that a test made with the grease which was the base of the plumbago grease, gave no better results than the sperm oil. The results of this test will go far to es- . tablish the relative value of plumbago, as compared with oil or grease. F. W. P. American Institute Fair. The machinery department of the American. Institute Fair is full of exhibits, but the gen-eral character of the display is far below what it has been in former years. With the exception of a few small lathes and two shap-ing machines, there are no machinist's tools to be seen. Somewhat more than the usual number of novelties are set forward, few of which possess any striking merit. Small power steam engines and hot air engines are the most prominent articles in this depart-ment, and they are well worth studying, though we have not space to give a full de-scription of any of them. THE NEW YORK SAFETY STEAM POWER CO. have in operation a new style of horizontal engine, built for 20 horse-power, but which is running steadily at 35 horse-power speed. Its particular feature is a piston valve, by T., time lead to its condemnation by some, while to others it may be perfectly satisfactory. After a man has tried one wheel, with poor results, it is hard to persuade him to try any other. One common objection is the scatter-ing of emery dust over other machinery in the same room where the wheel is used, damaging fine parts and movements, another is liability to go to rikIces smitb—disaatrout3 consequences, when run at high speed another, liability to gum, and another the bad influence of heat and moisture on their working qualities. When we come to add that many machinists will not give special attention to learning the proper care and use of an emery wheel, there need be little wonder that so large a proportion of them are contented with the grindstone and file. Much progress in making and intro-ducing emery wheels has been made within the past few years and much is yet to be made. A Celluloid wheel is constantly run-ning in water, and is part of the time in use. Its efficiency does not seem to be impaired by the bath. We saw one of them I by 12 inch thrown forcibly upon the floor without breaking. A Celluloid wheel was shown, by 9 inches, on which over 50 pieces of saw steel (14 gauge) had been notched half away. These notches fitted to the wheel as true as a piece of work to a gauge. The corners of the wheel seemed to be not in the least rounded off. The large sized thick wheels of this kind are made by placing two or more thin wheels together, and cementing with
MARCH 15, 1877 November, 1877.] AMERICAN MACHINIST. 3 Taps and Screw Threads. The manufacture of taps and dies, for geni eral use, has undergone some importan changes since the " U. S Standard " thread was originated, some time during our late civil war. It was formerly the custom in every large shop to make all the taps used on the premises, and the differences of gauge adopted by the various shops was a constant source of annoyance and complication. Nuts often had to be re-cut, and the expense, waste of time, and uncertainty entailed by this lack of a uniform system of screw threads was so great that the Association of Mechani-cal Engineers agitated the subject of a uni-form standard, at their annual meetings, for several successive years. To some extent this difficulty still exists, but much progress has been made and it now seems to be only a question of time when a system of gauges of uniform measurement, for the whole country, shall be adopted, One important step towards this desired object is the invention of ingeni-ous tap cutting and threading machinery, in which three or four prominent establishments have striven to excel each other and produce a better quality of taps and dies, and at a lower price than has heretofore been possible. The different styles of thread, called " Standard" are two in number, viz : the Franklin Institute or U. S. and the Whitworth. The former was introduced by Mr. William Sellers, who, in explanation, read an essay before the Frank-lin Institute, April, 1864, on a system of screw threads and nuts, The latter was adopted years ago in England by the engineers of that can be dbserved in the formation of all threads, and as the sharp top is objectionable upon large screws, this form must be abandoned if we would accomplish our object. It b ,ing conceded that the flat angular sides are ne-cessary, we have only to choose between the rounded and flat top ; and having examined the former, it only remains to notice whether the flat will be found free from the objections urged against the round. As the sides of the thread are the only parts requiring to be fit-ted, and as these are of the same shape as the sharp thread, the one will be as easily made as the other. The width of the flat top will be determined by the depth to which the thread is cut, so.that the same tool can be used in both cases. The flat on the top of the thread being required to protect it from injury, it is evident a similar shape at the bottom would give increased strength to the bolt as well as improve its appearance. To give this form requires only that the point of the cutting tool shall be taken off and then it is evident this thread can be • cut in a lathe with the same tool and in the same manner as the sharp thread." The Sellers system or United States Standard thread, deduced from the above reasoning, is the ordinary V thread, with surfaces inclining at an angle of 60°, and with the angle cut off at the top and filled in at the bottom to the extent of one-eighth of the depth of the V thread each, so that the depth.of the thread is three-fourths of the ordinary V thread form. It is the thread ripernlly recommendeel by Prominent ma- to each other 55-, with a rounded top and bottom. The proportions for the rounded top and bottom are obtained by dividing the depth of a sharp thread having sides at an angle of 55° into equal parts, and within the lines formed by the sides of the thread and the top and bottom dividing lines, inscribing a circle which determines the form of top and bottom of thread. Judging from the practice of this country, the English form of thread has not met with the same favor that has been accorded to their pitches. Its advantages over the sharp thread are, increased strength to the screw from the abscence of acute corners, and the greater security from accidental injury, which the rounded top possesses. Its objectional features are, first, that the angle of 55° is a difficult one to verify ; it is pioba-ble, no gauges to this angle, made independantly of each other and without special tools, would correspond with sufficient accuracy. Secondly, the curve at the top and bottom of the thread of the screw will not fit the corresponding curve in the nut, and the wearing surface on the thread will be thus reduced to the straight sides merely. It is not to be inferred from this that these curves cannot be made to fit, but only that the difficulties in producing contact are so much increased by the peculiar form, that in practice it will not be accomplished. Thirdly, the increased cost and complication of cutting tools required to form this kind of thread in a lathe, it being requisite that this tool shall have at least three cutting sides.in order to form the round top between n value until a fine flake entirely free from powdered plumbago was reached, at which point the best results were obtained. Chemically pure plumbago, ground to an impalpable powder, tested under a total pressure of 180 pounds, gave the astonish-ing result of holding the bearing as in a vise. RESULTS OF THE TEST. 335 miligrams of best winter sperm oil under a pressure of 48 lbs. per square inch, ran 11 minutes 2000 revolutions per minute, having traveled by rubbing surface, 7,198 feet. The elevation of temperature was 175° F. ; the average co-efficient of friction .0555. A mixture of 120 miligrams of fine flake plumbago (absolutely pure) with sufficient distilled water to make it adhere to the bear-ing, under 48 lbs. pressure per square inch, ran 30 minutes 2000 revolutions per min-ute. traveling by rubbing surfaces, 19,635 feet. At the eleventh minute, when the life of the oil was spent, the co-efficient of fric-tion was .0417, and the increase of temperature 158° F. The average co-efficient was .0596, and the total increase of temperature 194° F. 335 milligrams of best winter sperm, un-der a total pressure of 60 pounds. 2000 revolutions per minute an 51 minutes, hav-ing traveled by rubbing surfaces 33,360 feet with an increase of temperature of 185° F. The same quantity of plumbago grease, which contained but 15 per cent of fine flake plumbago under a total pressure of 60 pounds, at 2000 revolutions per minute, ran 293 min-up steam very quickly and to stand a great pressure. The design is to have only 5 or 6 inches depth of water over the fire. EDWIN HARRINGTON & SON make a display of portable screw hoisting machines. The screw and main wheel are encased in a tight box and kept free from dirt. The screw is kept running in oil, and heavy weights can be lifted by hand with comparative ease. One of their 1000 pound hoists lifted a 1650 pound weight without difficulty. OLIVER'S LATHE DOG, or " Clamp Carrier," is a new invention placed on exhibition. Its peculiarity consists in having swiveling jaws that adjust them-selves to tapered or irregularly formed work, without extra strain upon the screws. Oli-ver's " Ring Carrier " and " Angular Lathe Carrier," are also new articles for machinists, and have special improved construction. THE VICTOR CHUCK AND MICROMETER CALIPER, shown in a case, are fine tools for progressive machine shops. This chuck is a departure from the ordinary styles previously in use. It is adjustable, self-tightening and the clutches are flush with the face, thus giving less difficulty in adjusting the drills as well as increased durability. In well regulated machine shops, the micrometer caliper is coming fast into general use, and is destined to take the place of ordinary calipers, where accuracy and close work are required, The Union Stone Co., of Boston, and the Celluloid' Emery Wheel Co., of Newark, make exhibits of practical interest to machin-igi, Probably nearly all of the well annnint. ************************ Plumbago as a Lubricant. The subject of friction and its reduction by the use of lubricants, is one of such magnitude and importance that it would be impossible, in the limits of our article, to more than touch upon some of its salient points, as connected with the use of plum-bag:). The need of Ittbricatior than with the use of machinery, and the question of what lubricant is the best has occupied the mind of the thoughtful workman since that time, and the best-efforts of mechanics, and chemists have been directed to the production of a compound possessing all the essential characteristics of a perfect lubricant. Many of the oils and greases in common use possess valuable qualities, but no one or any number, can be said to be a perfect lubricant, as described by Prof. Thurston. He says, " A good lubricant should have the following characteristics, (1.) sufficient body,' to keep the surfaces from contact under the maximum pressure ; (2.) the least viscosity consistent with the requisite amount of body , ' (3.) the lowest possi-ble co-efficient of friction ; (4.) the larg-est capacity for receiving and carrying away heat ; (5.) a high temperature of decomposition ; (6.) it should vaporize at high temperatures rather than decompose and burn on." It is not our purpOse to consider other lubricants than plumbago, except in the way of comparison, and then only of the best minute, 162- .r.; toe total increase was Ow-F. at Vie end of the test. An examination of the bearing at the end of the test, showed it to be in perfect condition. It may be well to mention, that in other trials when the temperature reached was very high, that where plumbago was used there was no cut-ting. It may be proper also to mention that a test made with the grease which was the base of the plumbago grease, gave no better results than the sperm oil. The results of this test will go far to es- . tablish the relative value of plumbago, as compared with oil or grease. F. W. P. American Institute Fair. The machinery department of the American. Institute Fair is full of exhibits, but the gen-eral character of the display is far below what it has been in former years. With the exception of a few small lathes and two shap-ing machines, there are no machinist's tools to be seen. Somewhat more than the usual number of novelties are set forward, few of which possess any striking merit. Small power steam engines and hot air engines are the most prominent articles in this depart-ment, and they are well worth studying, though we have not space to give a full de-scription of any of them. THE NEW YORK SAFETY STEAM POWER CO. have in operation a new style of horizontal engine, built for 20 horse-power, but which is running steadily at 35 horse-power speed. Its particular feature is a piston valve, by T., time lead to its condemnation by some, while to others it may be perfectly satisfactory. After a man has tried one wheel, with poor results, it is hard to persuade him to try any other. One common objection is the scatter-ing of emery dust over other machinery in the same room where the wheel is used, damaging fine parts and movements, another is liability to go to rikIces smitb—disaatrout3 consequences, when run at high speed another, liability to gum, and another the bad influence of heat and moisture on their working qualities. When we come to add that many machinists will not give special attention to learning the proper care and use of an emery wheel, there need be little wonder that so large a proportion of them are contented with the grindstone and file. Much progress in making and intro-ducing emery wheels has been made within the past few years and much is yet to be made. A Celluloid wheel is constantly run-ning in water, and is part of the time in use. Its efficiency does not seem to be impaired by the bath. We saw one of them I by 12 inch thrown forcibly upon the floor without breaking. A Celluloid wheel was shown, by 9 inches, on which over 50 pieces of saw steel (14 gauge) had been notched half away. These notches fitted to the wheel as true as a piece of work to a gauge. The corners of the wheel seemed to be not in the least rounded off. The large sized thick wheels of this kind are made by placing two or more thin wheels together, and cementing with


AMERICAN MACHINIST MARCH 15, 1877 page 4 AMERICAN MACHINIST. [November, 1877. Wire-Drawing. BY PROF. R. H. THURSTON, OF THE STEVENS' INSTITUTE OF TECHNOLOGY. As small rods cannot usually be reduced to the sizes distinctively classed as wire in the rolling mill, it is generally produced by the the process known as wire-drawing. The larger sizes (above inch diameter) are, how-ever, often rolled and especially where the iron is of too poor quality to permit it to "draw." In ancient times (B.C. 1500) wire was made by hammering the metal into thin plates and cutting from these plates very narrow square wires, which were subsequently hammered into cylindrical form. Wire was also (B.C. 800) drawn down under the hammer directly. As early as the beginning of the fourteenth cen-tury it was made by drawing through draw-plates. Accounts of wire-drawing machinery ap-peared two centuries later in Germany, and it was adopted in Great Britain as early as the middle of the seventeenth century, where it gradually displaced the older method ofproduc-tion by hand, which was already giving em-ployment to many workmen. The " billet" is prepared for wire-drawing with exceptional care, and must, for small sizes particularly, be of the best obtainable metal. Ordinarily good iron will draw down to No. 14 (0.083 inch), and very good iron will draw to No. 25 (0.02 inch), but only the finest known iron can be drawn as fine as Nos. 20 to 2g (0_012 to 004 inch Milo wire, ig be renewed as often as it is removed by this process. To prevent oxidation while anneal-ing, the wire is sometimes heated in a non-oxidizing atmosphere, or in presence of some flux. The draw-plates or die-plates are blocks of cast-steel perforated with conical holes care-fully gauged, the smallest diameter of each being that of the wire to be drawn from it. These holes are frequently gauged by the workman, and when worn the metal is ham-mered around the small end of the hole to close it up and then carefully reamed out to size again. The taper of these holes is best made slight, as in Fig. 1. : Fig. 1. The wire blocks or wire-drawing machines consist of a substantial bench on which is mounted a strong cast-iron drum ordinarily about two feet in diameter for No. 10 (0.13 inch) wire, on which the wire winds as it is drawn through the plate. This drum is turned by a vertical spindle two inches in diameter, on which it is mounted, square projections on a cam mounted on the spindle entering re-form +1-in the " roughing" or " nipping" blocks, and no special attention is paid to the size or to gauging. The last drawing is done in the " finishing blocks," and the wire is carefully drawn precisely to gauge. In " wet drawing" the metal is drawn di-rectly from the lees-tub in which it receives the alkaline coating, and the wire is thus pre-served from oxidation, as is also the draw-plate, and is at the same time lubricated. Lime-boated wire is drawn through grease. Bright wire is drawn dry. Wire is often " coppered" by drawing it through a bath of solution of copper sul-phate, or is tinned or " galvanized" by leading it through a bath of tin or of zinc kept a tem-perature slightly above the melting point, to the finishing block. When finished, sizes 0 to 20 are made up into " bundles" weighing 63 lbs. each, and smaller sizes into " stones" of 12 lbs. each. The smallest size ordinarily met with is No. 36 (0.0050' inch diameter), but No. 40 (0.003144 inch cliameter).has been made. Wire is gauged by the " Birmingham Wire Gauge" in Great Britain, and sometimes by the " American Gauge" in the United States. The following tables indicate the values of the standard numbers : Diameter Birmingham Gauge Diameter American Gauge. shown on the automatically-produced strain-diagram. Charcoal bloom-iron is usually found best adapted for wire drawing. Some excellent metal has been made by the Bessemer and Siemens-Martin process for wire of sizes exceeding No. 10. Plumbago Oil Can The value of pure plumbago as a lubricator, has induced much study and effort in devising ways for its convenient and effective applica-tion to machinery. It can easily be mixed with oil, but to maintain a proper proportion between liquid and solid constituents has been difficult. A common method of application has been to mix with solid or semi-liquid fats, oils or soaps. For rough purposes, like greasing wagons, these pasty substances an-swer well enough ; the difficulty is, they are not easily introduced through the ordinary channels provided in well constructed ma-chinery. In fine machinery the prevention of friction depends largely on the constancy and regularity with which the lubricator is applied. This was very clearly proved by Morin, in his experiments on friction, in which it was shown that continuous lubrication with the same lubricator, reduced the friction to one-half what it was with occasional lubri-cation. Where solid lubricators are used, this continuous lubrication is almost impossi-ble ; the solids must be mixed with the liquids ***************** finest known iron can be drawn as fine as Nos. 30 to 36 (0.012 to 0.004 inch). Fine wire is made from selected scrap, or from the best grades of charcoal iron. In preparing the billet the scrap iron is melted down in a char-coal fire under a strong blast, and worked into a compact and homogeneous bloom. The bloom is hammered, reheated in a reverbera-tory furnace, again hammered, and finally rolled into rods. These rods are cut up, piled, reheated, and again rolled, the final product being wire-rods. The rolls used are from 8 to 12 inches in diameter, the former being used principally in the United States and the latter in Europe. The former are driven at the rate of 450 to 500 revolutions per minute. The rate of reduction is determined by the wire rna ,,r7. flan billet, and their areas form the extremes of a geometrical series of which the rate of reduc-tion between successive passes is the ratio. Thus- log A-log a, N-1= . (1.) log r in which N is the number of grooves, A and a respectively the areas of the first and the last, and r is the ratio. Where A =2.28 square inches a=0. 06 square inches, and r=1.3, N becomes 15, which repre-sents good practive. About 0.02 is allowed for the shrinkage in area of iron in cooling from the rolling heat to the temperature of the air. The area of each groove is obtained by mul-tiplying the area of the adjacent groove by • J. J. a cam mounted on the spindle entering re-cesses of similar form in the disc which forms the bottom of the drum. This cam or cross-head which drives the drum is carried by a square portion of the spindle which passes through a hole in the cam. When the drum is raised far enough to clear the projections which drive it, it turns freely on the spindle, and can be rotated either forward or back-ward. A set of levers keeps the drum in any desired position, either engaged with the driving lugs or above them where it may be conveniently turned or stopped at will. These levers are worked by the foot. The vertical spindle is driven by a hori-zontal shaft and bevel gearing, and the latter shaft by pulleys belted from the line-shafting. The draw-plate is mounted on the bench in a frame -strongly bolted down to the table. The coil of wire to be drawn is mounted on a reel conveniently placed, and the end of the point tapered sufficiently is carried through the plate and seized by " nippers" or " grip-pers" attached to the driving cam. The spindle being set in motion, the wire is drawn through the die-plate far enough to permit of its being securely clamped to the drum. It is then released from the nippers and made fast to the drum, which is then set in motion and the coil is drawn through the plate, winding on the drum as it issues, and is then one size and sometimes two sizes smaller than before. The movement of resistance in drawing No. 10 to No. 11 (0.134 inch to 0.12 inch), is about 350 foot-pounds the velocity of the wlre is ;..1 0 0 ZX 1-1 . t E w U 0000 000 00 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 •451 •425 .38 •34 .3 .284 .259 .238 •22 .203 .18 .165 .148 .134 .12 .109 .095 .065 .058 .049 .042 .035 .032 .028 .025 .022 .02 .018 .016 .014 .013 .012 .01 .009 .008 .007 .005 .004 11.532 10.795 6359 76.6199 '0451 '588 51562 4'572 4'191 3Q• 7592 "' 4036 3048 '7686 :2;413 1 18288 i.651 473L .-• 2446 '0660 • 88899 '81279 '71119 • 63646 • 55879 '508 • 4572 '4064 '3556 '33096 • 3048 • 254 •2286 • 2032 •1778 .127 .1016 •46 '40694 • 3648 '32486 '2893 • 25763 '22942 '20431 •18194 •16202 •14428 • 12849 '11443 •10189 • 090742 • 080808 • 07196,1 .064084 • 057068 •05082 •045757 •40303 • 03589 • 031961 -028462 .025347 • 022571 • 0201 • 0179 • 01594 • 014195 • 012641 • 011257 • 010025 • 008928 •00795 -00708 •006304 •005614 • 005 nnAAro 11.684' 10.336 9.266 8.2511 7.3481 6.5437 ' 8272 5 1894 4'6212 01152 3• 664 2.!5 06084368 6 2.52.9065 80525 1' 1'6.277 1'4495 12908 1'1495 1'0237 '9116 •8118 '7229 '64381 •5733 •51054 •45466 •40487 •36055 •32108 •28593 •25463 •22677 •20193 •17983 .16012 •14259 .127 finis continuous ble ; the solids must be mixed with the liquids at the moment of application, if we would use the two together. The accompanying ********************* StOCKS LO EtMum-ware, prices ru uecime, anu reduction of working force and work-ing hours a necessity. Then did the value of foreign markets stand out in bold relief. Whether the old time prosperity is to return sooner or later, our manufacturers recognize, more than ever befo' e, the impor-tance of enlarged foreign outlets for their surplus mechanical productions. We present herewith a miniature view of the Exposition buildings as they will appear when completed. For the engraving we are indebted to Messrs. De St. Martin & Thatcher, 287 Broadway, who represent many American exhibitors, receiving and forwarding applications for space, and sup-plying information free of charge. On the right are shown the main buildings, all un-der roof, 2,400 feet long and 1,600 feet wide. On each of the two outward sides at right angles to the river, and running the whole length of the immense structure, gal-leries 120 feet wide are for agricultural im-plements. Next to these, on each side, also running the whole length, are the machine-ry galleries 175 feet wide. Steam will be supplied by four hugh boilers, two on each side of the building. On the left, across the river, are seen the heights of Trocadero, pre-senting a grand semi-circular building en. closing beautiful parks and gardens, for the reception of living animals, and growing plants. All the buildings are now under roof, and the work of construction is ad-vanced far beyond what was agreed upon up to the present time. We make some extracts from the general rules and regulations issued by the Minister 4...7 gratuitously The power will be taken from the main shafting for general transfer. The establishing of all intermediate trans-fers will be at the expense of the exhibitors. Both the French and foreign products will be admitted within the inclosures of the Ex-position, from the 1st of January, 1878, up to and including the 30th of March follow-ing. The inclosures of the Exposition are constituted an actual bonded warehouse, as regards custom and city dues ; foreign pro-ducts intended for the Exposition are ad-mitted, under this right, up to the 15th of March, 1878 Products of all kinds must be installed, and incomplete exhibitions entirely finished, by 15th of April, 1878. This date is obligatory. Consequently the Commissioner-General re-serves to himself the right of disposing of all space which at the date above named is only partly occupied, or entirely unoccupied, by those to whom the space had been awarded. We give below the French law of 1868, now in force, which guarantees the right to inventions susceptible of being patented which may be entered at any exposition under government authority ART. I. "Every foreigner or Frenchman, inventor either of a discovery or invention susceptible of being patented according to the terms of the law of 5th July, 1844 ; or of a trade design which should be registered conformably to the law of 18th March, 1806, or their assigns, can, if they are admitted in a public exposition authorized by the ad-_ school of political economists, as a very won-derful circumstance, and was made the text for many an article on the advantages of free trade, which was creating such a demand for skilled labor that even England, notwithstand-ing the hard times and the dulness of busi-ness, was obliged to send across the ocean for mechanics, to whom she could offer such flat-tering inducements that they were glad to leave this protection-cursed country and ex-patriate themselves in order to avail them-selves of the benefits thus offered. The friends of protection to American industries were held up and pointed at as unnatural pa-tricides, whose policy was even driving Amer-ican workingmen out of the country to seek work in monarchial England. Time, which unravels so many mysteries, has already made plaiD the secret spring of the above transaction. It seems that the na-tive workmen of the Manchester builders had struck, and refused to work at the prices of-fered, or let others work, and to punish the strikers the bosses conceived the plan of im-porting workmen from this country. The Manchester (Eng.) Examiner says, some ten or fifteen of the immigrants were at once frightened out of their engagement or per-suaded to abandon it by the striking joiners, who surrounded them immediately upon their arrival and pleaded that, though of different nationalities, they were brother workmen and should make common cause against a com-mon enemy. The contracts under which the Americans came to Manchester, continues the Examiner, it would appear, were signed be-fore they knew that any difficulties existed in the trade here. As a guaranty of their per- men present took tneir turn at mem with a very heavy sledge-hammer, but a good fifteen minutes hard labor was entailed upon them before they managed to fracture one of the wheels, and this was only at last accom-plished in the weakest part of any wheel—between the spokes. Other severe tests were applied which proved the specially tough quality of the steel used by Messrs. Fenton. —Iron, Oct. 20. High Speed Blowing Engine. A series of experiments have been lately conducted at the Weimer Machine Works with a short stroke blowing engine built at the establishment for the Ogden Iron Corn pany, of Chicago. The new engine has 36-inch diameter steam cylinder, with 72-inch diameter blowing cylinder, both cylinders having three-foot stroke. Before shipping the engine, Mr. Weimer determined to test its powers to the fullest capacity, and for this purpose connected the engine with the boilers of the works, forcing the blast gene-rated into a large air receiver especially erected for testing blowing engines. A large number of indicator diagrams were taken of both steam and air cylinders under various speeds and pressures. The air pres-sure was frequently run up to 141 pounds, and the speed attained was often over 75 revolutions per minute. The friction or "lost power " was only 34 per cent., and at times less. From 10,000 to 12,500 feet of cubic air was discharged per minute at pressures varying from six to fourteen pounds per square inch.


MARCH 15, 1877 AMERICAN MACHINIST page 5
November 1877 AMERICAN MACHINIST. The Faris Exposition. The tardiness of our government in 'ac-cepting the invitation of France to take part in the International Exposition of 1878, is discreditable to the enterprise of this great, wealthy and progressive nation. England, our most formidable competitor in the mar-kets of the world, has been foremost among the nations of Europe in making prepara-tions to suitably display her productions at this forthcoming assemblage of the best crea-tions of art, science, and industry from every civilized quarter of the globe. The people our country, whatever may be the disposi-tion of those who represent them in Con-gress, are fully alive to the importance and advantages of entering the lists as partici-pators in the largest and, we have reason to expect, the grandest Exposition ever held in the world. This fact is evinced by the ap-plications for space by citizens of the Unit-ed States, already numbering over 1500, registered through General Noyes, our min-ister to France. We learn that M. Coudert and the Count De Chambord (French commissioners) have given assurances that Americans shall have space to exhibit, even though our govern-ment does not formally accept the invitation. There is no reason to assign why the small appropriation now before Congress, recom-mended in the President's message of Oc-tober 15th, should not be promptly passed, as the time is far advanced for completing the arrangements necessary to a successful representation of American products. While waiting for govermental action, time can be gained by making ready goods to be dis-played, and filing applications for space with the American minister at Paris. When it is remembered that all the space yet allotted to this country is only about 585 by 350 feet, and that applications for space already filed, nearly cover the whole of this area, it will be seen that no time should be lost in de-ciding to secure space for individual exhib-its. The manufacturers of machinery and shop tools, and to this class the AMERICAN MACHINIST especially addresses itself, are 111,m -not by self-interest. brit, by natirm- of Agriculture and Commerce, under whose responsibility and superior direction the Exposition is placed. In each section de-voted to exhibitors of the same nation, the articles exhibited will be divided into nine groups, one of which is devoted to "Tools and Processes of Mechanical Industries." The Exposition will open on the first of May, 1878, and close on the 31st of October following. No work of art, nor product exhibited in the exhibition buildings, parks or gardens, will be allowed to be drawn, copied or repro-duced, in any form whatsoever, without the permission of the exhibitor. The Commissioner-General reserves to himself the right of authorizing the repro-duction of general views. Neither the French or foreign exhibitors have to pay any rent for the space they oc-cupy in the Exposition. The flooring is furnished to them in a substantial condition, and ready for use, in the whole precincts of the principal Exposition building in the Champ de Mars, with the exception of the machinery gallery ; and it cannot be modi-fied, displaced or strengthened, for the ne-cessities of installation, without the permis-sion of the Commissioner-General, and at the expense of the exhibitors. They will have to bear alike all other expenses of ar-rangement, and of decorations, in the Ex-hibition buildings, parks and gardens. ministration, cause to be delivered to them, by the Prefect or Sub-PrefeCt in the depart-ment or district in which the said exposition is held, a certificate descriptive of the object deposited." ART II. " This certificate assures to the party who obtains it the same rights which a patent or a legal registration of the trade design would confer upon him, dating from the day of admission up to the end of the third month after the closing of the exposi-tion, without prejudice to the patent which the Exhibitor may take out, or the registra-tion which he may effect before the expira-tion of that term." ART. III. " The request for this certificate must be made, at the very latest, in the first month of the opening of the exposition. It is to be addressed to the Prefecture or the Sub-Prefecture, and accompanied with an exact description of the articles to be guaranteed, and, if possible, a plan or draw-ing of the said articles. " The. request, as also the decisions taken by the Prefect or Sub-Prefect, are inscribed on a special register, which is subsequently transmitted to the Ministry of Agriculture, of Commerce, and of Public Works, and are communicated without expense to all requir ing them. " The delivery of the certificate is gra-tuitous." - - - formance of the contract, each of the men surrendered to Messrs. Neill and Sons a chest of tools, varying in value from £10 to £00 ($50 to 8300), and these tools are to be de tained from them until they have paid their advanced passage money. If now they yield to the strikers' persuasions they find them-selves deprived of their tools, unable to get a job of work at their trade. and without a cent in their pockets, three thousand miles from their hoines and friends. On the other hand, if they go to work, they are hooted at on the streets and pointed out as yankees who have come to England to take the bread out of the mouths of honest British workman. Nor is that all. Two of them have been stopped by some men, who warned them to quit work, or "take the consequences as soon as the dark nights came on." It is not likely that we shall hear much more of the immigration of skilled labor from this country to Great Britain. The advocates of free trade will have to find some other hob-by to ride in their appeals to workingmen to undertake the work of self-immolation upon the altar erected by the Cobden Club of Eng-land. It requires no remarkable powers of perception none that even workingmen should not possess—to see the utter folly of attempting, even by force, to prevent me-chanics from working a few cents cheaper in this country, while the same goods they are thus prevented from producing are manufac-tured in another, country by workmen who receive but half or a quarter of the wages de-manded, are brought here and sold, free of duty. If free trade is insisted upon in this country, it is simply that the workingmen here shall have no opportunity of dictating or advising the rate of wages their competitors shall demand.— Western Manufacturer. Fitting Wheels on Axles. On Friday afternoon, a number of colliery managers, engineers, and other gentlemen, assembled at the Bridge Street Works of Messrs. Joseph Fenton and Sons, of Sheffield, to witness some trials of their patent method of fitting up wheels and axles. A pair of 11 *************** finest known iron can be drawn as fine as Nos. 30 to 36 (0.012 to 0.004 inch). Fine wire is made from selected scrap, or from the best grades of charcoal iron. In preparing the billet the scrap iron is melted down in a char-coal fire under a strong blast, and worked into a compact and homogeneous bloom. The bloom is hammered, reheated in a reverbera-tory furnace, again hammered, and finally rolled into rods. These rods are cut up, piled, reheated, and again rolled, the final product being wire-rods. The rolls used are from 8 to 12 inches in diameter, the former being used principally in the United States and the latter in Europe. The former are driven at the rate of 450 to 500 revolutions per minute. The rate of reduction is determined by the wire rna ,,r7. flan billet, and their areas form the extremes of a geometrical series of which the rate of reduc-tion between successive passes is the ratio. Thus- log A-log a, N-1= . (1.) log r in which N is the number of grooves, A and a respectively the areas of the first and the last, and r is the ratio. Where A =2.28 square inches a=0. 06 square inches, and r=1.3, N becomes 15, which repre-sents good practive. About 0.02 is allowed for the shrinkage in area of iron in cooling from the rolling heat to the temperature of the air. The area of each groove is obtained by mul-tiplying the area of the adjacent groove by • J. J. a cam mounted on the spindle entering re-cesses of similar form in the disc which forms the bottom of the drum. This cam or cross-head which drives the drum is carried by a square portion of the spindle which passes through a hole in the cam. When the drum is raised far enough to clear the projections which drive it, it turns freely on the spindle, and can be rotated either forward or back-ward. A set of levers keeps the drum in any desired position, either engaged with the driving lugs or above them where it may be conveniently turned or stopped at will. These levers are worked by the foot. The vertical spindle is driven by a hori-zontal shaft and bevel gearing, and the latter shaft by pulleys belted from the line-shafting. The draw-plate is mounted on the bench in a frame -strongly bolted down to the table. The coil of wire to be drawn is mounted on a reel conveniently placed, and the end of the point tapered sufficiently is carried through the plate and seized by " nippers" or " grip-pers" attached to the driving cam. The spindle being set in motion, the wire is drawn through the die-plate far enough to permit of its being securely clamped to the drum. It is then released from the nippers and made fast to the drum, which is then set in motion and the coil is drawn through the plate, winding on the drum as it issues, and is then one size and sometimes two sizes smaller than before. The movement of resistance in drawing No. 10 to No. 11 (0.134 inch to 0.12 inch), is about 350 foot-pounds the velocity of the wlre is ;..1 0 0 ZX 1-1 . t E w U 0000 000 00 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 •451 •425 .38 •34 .3 .284 .259 .238 •22 .203 .18 .165 .148 .134 .12 .109 .095 .065 .058 .049 .042 .035 .032 .028 .025 .022 .02 .018 .016 .014 .013 .012 .01 .009 .008 .007 .005 .004 11.532 10.795 6359 76.6199 '0451 '588 51562 4'572 4'191 3Q• 7592 "' 4036 3048 '7686 :2;413 1 18288 i.651 473L .-• 2446 '0660 • 88899 '81279 '71119 • 63646 • 55879 '508 • 4572 '4064 '3556 '33096 • 3048 • 254 •2286 • 2032 •1778 .127 .1016 •46 '40694 • 3648 '32486 '2893 • 25763 '22942 '20431 •18194 •16202 •14428 • 12849 '11443 •10189 • 090742 • 080808 • 07196,1 .064084 • 057068 •05082 •045757 •40303 • 03589 • 031961 -028462 .025347 • 022571 • 0201 • 0179 • 01594 • 014195 • 012641 • 011257 • 010025 • 008928 •00795 -00708 •006304 •005614 • 005 nnAAro 11.684' 10.336 9.266 8.2511 7.3481 6.5437 ' 8272 5 1894 4'6212 01152 3• 664 2.!5 06084368 6 2.52.9065 80525 1' 1'6.277 1'4495 12908 1'1495 1'0237 '9116 •8118 '7229 '64381 •5733 •51054 •45466 •40487 •36055 •32108 •28593 •25463 •22677 •20193 •17983 .16012 •14259 .127 finis continuous ble ; the solids must be mixed with the liquids at the moment of application, if we would use the two together. The accompanying N 7-47111;17:=717171Z41



MARCH 15, 1877 AMERICAN MACHINIST page 6
AMERICAN MACHINIST. (November, 1877. NEW PATENTS. We take from the records of the Patent Office in Washington the following specifica-tions of certain mechanical patents, lately issued, which will be found interesting : IMPROVEMENT IN THE ART OF MOLD-ING SAND FOR MAKING CASTINGS. Specification forming part of Letters Patent No. 195,071, issued to War. AIKEN and War. W. DRUM-MOND, of Louisville, By. CASE B. In making sand-molds for castings the molder has generally formed the mold by This improved mode of mechanical mold-ing may be carried on with the sections of any ordinary two-part flask. and can be worked in the following manner : The half-pattern is attached to one of the sections of a sectional follower working in a box of which the plunger forms a movable bottom. The half-flask is then fitted on to upper edge of the box, and box and flask loosely filled with sand. A cap is then placed on top of the flask and fastened, and the plunger raised, compressing the sand about the p'at-tern. In this mode of molding the flask is filled with sand before compression, and the box only need contain enough to supply the quantity needed for the shrinkage in bulk on compression. Of course the quantity of sand and move-ment of the plunger must be such that the face of the latter will, when the work of compression is done, be flush with the edge of the flask to form a correct casting. It is in this preliminary tilling of the flask with loose sand that this invention is distinguished from allbefore known, as thereby the ordinary half flask with bars to support the sand can be used. It will, however, be understood that it is not necessary that the flask should be absolutely filled with sand. The term is intended to include the approximate filling of the half-box. When the pattern has thus been embedded in the compressed sand, it is withdrawn while the other sections of the follower sup-port the adjacent sand ; then such remaining sections are withdrawn, the half-flask re-c.„1-444-4-1 41,- MACHINE FOR SAND MOLDING. ramming the sand in the flask about the pattern by hand; but machines have been invented designed to perform the work mechanically by compressing the sand about 1.1. - is raised a spiral spring q, upon the shaft k forces the pinion n back to its engagement with the cone, The drill-stock is composed of two parts. The upper of these is a screw-shaft, E, work-ing in a female thread or nut in the bracket a. It is key-seated its entire length, and upon its top is a hand-wheel, F. The lower portion L of the stock passes through the bracket b, and has its upper end confined in the shaft E, but is free to revolve therein. The portion of the stock G which pro-jects from the screw-shaft E is key-seated its entire length. The stock is made to revolve by a beveled pinion, h, feathered upon it, and gearing with the wheel B, as shown. A vertical or feeding motion is im-parted to the stock by a pinion, I, whose key works in the seat of the screw-shaft E, and which receives motion from the idle-pinion n. It will be noticed that the upper 'end of the key-seat of the screw-shaft E terminates in an annular groove, y, whose function is quite important, for, when the shaft is screwed down, the key Of the pinion, I, enters this groove, and any further depression of the stock is prevented. When it is desired to feed the drill by hand it is only necesOary to depress the lever p, and throw the pinion n out of en- gagement, when the stock can be raised or lowered by means of the hand-wheel F. By this arrangement of par is a simple automatic feed is secured, with great steadi- The principal object of the invention is to remedy this defect, and to enable the said inner cone, iu some cases, to be fixed within the outer cone, while the latter is in position, without entering the steam and water space of the boiler ; and this I acc7►mplished by so forming the parts that the inner cone, with a coating or envelop of fusible metal, can be secured within the outer cone without removing the latter from its place within the steam-generator. In certain forms of the n *********6*********************** 111V C71.11,,A, lAGC31511G,1 .■J mechanically by compressing the sand about the pattern by the forward movement of the pattern and follower, forming a plunger. In these machines the pattern and follower formed the movable bottom of a box, into which the sand was first placed, and over which a half-flask was then placed, and the plunger forced up, carrying with it the sand which was compressed in the half-flask about the pattern ; then the follower and pattern were withdrawn, sometimes at the same time, and sometimes the pattern first and then the follower. None of these machines have, so __Jar as we are advised._ proved sufficiently practical to have been brought into general use. This invention claims to have over-come the defects inherent in former ma-chines. The cut shows a vertical section of said machine, which is adapted for working this sections are withdrawn, the half-flask re-moved, and another substituted to form the complete mold. CLAIM. —As an improvement in the art of molding in sand, forming molds by compres-sion by first filling loosely the open flask placed over a box and movable follower, then closing the flask, and afterward compressing all the sand into the flask about the pattern by the uniform forward movement of the fol-lower and pattern, then withdrawing the pat-tern, and finally withdrawing the interme-diate sections of the follower, substantially as set forth. IMPROVEMENT IN HAND-DRILLS. Specification forming part of Letters Patent No. 195,692, issued to WALES'ALDRICH, of Dayton, Ohio, assignor of half his right to the Dayton Machine Company. This invention has for its object certain improvements in vertical hand-drills for blacksmiths and other artisans, whereby great strength and efficiency are obtained, combined with simplicity of constrn The improvements consist in the combina-tion and arrangement of devices for regula-ting the feed, and in other details, as will be set forth. In the accompanying drawings, Fig. 1 irepresents a front elevation, Fig. 2 a plan view, and Fig. 3 a side elevation, of an im-proved drill. A represents the frame-work of the ma-chine, of the shape shown, and provided at its upper part with two vertical and three horizontal journal-brackets, lettered, res-pectively, a, b, e, d, and e. The driving-wheel B. with strniuht and ny tins arrangement or par is a simple automatic feed is secured, with great steadi-ness of motion, and the operator can in-stantly and without difficulty change the machine to a hand-feed. The herein-described vertical drill, consist-ing of the frame A, with its brackets a, b, c, d, e, and D, parallel shafts f and h, pinions 1. j, 1, n, H, and I, stock G E, fly-wheel C, driving-wheel B, crank g, and hand-wheel F, the respective parts being constructed and arranged substantially as and for the purpose specified. IMPROVEMENT IN STEAM-EJECTORS. Specification forming part of Letters Patent No. 196,053, issued to FERDINAND STEELE, Of Brook-lyn, N. Y. a is the inlet water-pipe ; b, the parallel tube through which water is drawn by the annular jet of steam issuing from the mouth c. The steam-chamber d surrounds the tube b, and the pipe e supplies steam to the same. The stand-pipe fI C charges the water, and near the base thereof is a chamber, h, opening latterly into such stand-pipe; and there is a valve at i, opening in-wardly, so that whenever the issuing jet of steam produces a vacuum ac-tion or minus pressure in the base of the stand-pipe, the valve will rise automatically, and allow air to pass into the stand-pipe with the steam and III aid of tie 14/1111(1 I HAND DRILLS apparatus it is necessary to enter the steam-generator to replace the part containing the fusible metal : but it is not necessary to re-move the part attached to the generator. To prevent a portion of the fusible metal from being melted out in advance of the main body, a flange is formed on the lower end of the inner cone. Fig. 1 represents a vertical section of one form of fusible plug as constructed in accordance with the invention. Fig. 2 is a plan of the plug reveraed to show the interior. Fig. 3 is a representation of a key which may be employed to remove and replace the inner cone, and Fig. 4 a modification of the device for screwing the inner cone into position. In Figs. 1 and 2, A is the outer cone, which is suitably formed to screw into a furnace-crown, or the part of a boiler, still, Fi c.2 ************6************************* STEAM EJECTOR. process, in which the open flask into which the sand is introduced is shown in position on the box which contains the pattern head and follower, the mechanism for simultane-ously advancing and successively withdraw-ing the pattern and follower heads. The machine for working the process does not form part of this application, and will be covered in a separate patent of even date herewith. combined with simplicity of constrn The improvements consist in the combina-tion and arrangement of devices for regula-ting the feed, and in other details, as will be set forth. In the accompanying drawings, Fig. 1 represents a front elevation, Fig. I a plan view, and Fig. 3 a side elevation, of an im-proved drill. A represents the frame-work of the ma-chine, of the shape shown, and provided at its upper part with two vertical and three horizontal journal-brackets, lettered, res-pectively, a, b, c, d, and e. The driving-wheel B, with straight and beveled gears, as shown, is keyed upon a shaft, f, that is journaled in the brackets a and c, and has upon its outer end the actuat-ing-crank g. Through the brackets d and e is journaled a shaft, it, on the outer end of which is keyed the fly-wheel C. Half-way between the brackets on this shaft is a worm, i, and meshing with the straight gear of the wheel B is a pinion, j, also keyed upon the shaft h. Upon a vertical stud or shaft m, secured in the top of the frame A, Fig. 2, is a cone-pinion, 1, with two gears, the lower of which engages with the worm i, and re-ceives motion therefrom. D, Figs. 1 and 2, is a metal bracket, fastened upon the top of the frame, as repre-sented, and in which is secured the vertical stub-shaft k, on which the pinion n revolves, receiving its motion from the upper gear of the cone 1. On the outer corner of the bracket D are bearing-ears o, between which is pivoted the lever p. By pressing this lever down the pinion n is raised upon the shaft k until it is disengaged from the cone 1. When the lever near the base thereof is a chamber, it, opening latterly into such stand-pipe; and there is a valve at i, opening in-wardly, so that whenever the issuing jet of steam produces a vacuum ac-tion or minus pressure in the base of the stand-pipe, the valve will rise automatically, and allow air to pass into the stand-pipe with the steam and in aid of the same. CLAIM.-The combina-tion, with the watertube, steam-jet, and stand-pipe in an ejecting apparatus, of an inlet-valve and chamber at the base -pipe, for standof the the purposes and sub-stantially as set forth. Fi c.2 IMPROVEMENT IN FUSIBLE PLUGS FOR STEAM-GENERATORS. Specification forming part of Letters Patent No. 195,367, issued to HENRY HILLER, of Manchester, England. This invention relates to such fusible plugs as are formed with an inner cone, which is secured within an outer cone by means of an interposing stratum of fusible metal, which has hitherto been run in a melted state into the space between the two cones. When the said fusible metal has been melted; and the inner cone has thereby been released, it has been necessary to re-new both cones, or to remove both cones for repairs_ F. c .3 FUSIBLE BOILER PLUGS. water-heater, or similar apparatus, to which the fusible plug is to be affixed. The upper part, c, of the outer cone is bored or formed to a conical shape, and at the base of this cone is formed a cylindrical part, d, which is chased, or tapped, or formed with a screw-thread on the inside. The inner cone, E, is made partly conical and partly cylindrical in form. The conical part is turned to a conical form, or is left rough, or is cast or formed with recesses or with flat sides. I prefer to form a screw-thread on the cylindrical part of the inner cone, and, when so formed, the conical part may be turned, and need not be formed with re-cesses or other means for holding the fusible metal. The base of the inner cone is formed with a flange, e, which is a little larger in diameter than the bore of the cylindrical part d.



AMERICAN MACHINIST page 7
November, 1877.] AMERICAN MACHINIST.
The envelop of fusible metal is repre-sented by the dotted space between the parts A and E. This envelop is cast upon the inner cone E, and is subsequently turned and screwed or chased to fit and screw into the outer cone, A ; or it may be found to be convenient to cast the envelop of fusible metal upon the said inner cone in a mold which would be constructed to impart the required form to the outside of the said envelop, and to form the screw-thread upon the cylindrical part thereof, thus dispensing with the necessity for turning the fusible metal to fit the inside of the outer cone. The envelop may be cast separate from the inner cone, and be subsequently screwed upon the inner cone, in which case the inner cone would be formed with a scrow-thread, Its in the drawing. It 15 110Ce111411,ry that the outer surface of the envelop shall lit the interior of the cone c with sufficient oxatt-ness to prevent the escape of water when the inner cone is screwed into its place within the outer cone. When so screwed into posi-tion the flange e covers the base of the envelop of fusible metal, and prevents the direct action of the fire upon such metal. In the case of plugs as previously con-structed, the fusible metal sometimes melts partially, so as to permit a slight escape of steam, which checks the complete fusion of the metal, and, the inner cone not being blown out, a sufficient outlet for the steam is not formed. The flange e is intended to
In this case the belt shall be of such an elas-ticity, that after it is put on the pulleys, 40 pounds more tension shall stretch the belt to twice its present length. Now if the 40 pounds of work is put upon the driven pulley and the driver is started, the driven pulley will not move until one-half of the work side of the belt has passed to the driver, and then each inch of the stretched part. of the belt, as it leaves the driven pulley, will contract to one-half an inch, and as the belt on the slack side goes upon the driven pulley, in its con-tracted state, will, as the pulley revolves and is put under the 40 pounds strain, elongate from one-half an inch to the full inch,, and we will have the driver making 100, and the driven 50 revolutions, and the belt not slip. Now every hell has some elasticity, and all have more 11110► is generally supposed. Thinli how 1110011 the belt is stretched to make the ends meet when you lace it anew, and look at a belt running without a load, and then with all the load the belt can carry, and see the difference in the slack side, and you will see the elasticity of the belt very plainly. As all the difference in the slack side is the stretch of the work side of the belt. Now with the two belts and their pulleys ; if one belt has an elasticity of 1-18 of an inch to each foot of its length, and the others 1-32 of an inch to each foot of its length, then there will have to be a continual slip, one way or the other, of 1-32 of an inch for every foot the belt travels. Suppose that one-half of ones belt .4_4_1_1 00 „_g fila nligo• upon the iron surface of the pulley. This dif-ference is entirely due to the elasticity of the surface in contact. In putting on this cover, I warrant it to do double the work before the belt will slip ; and in practice, I have found it will do so in every case. Wrap of the belt has much more to do with fric-tion than is generally known. We will take the same belt and the plain pulley, and ar-range the belt so that it embraces but 90° or one-fourth the circumference of the pulley, the weight hanging in the same place, I re-volve the pulley and the spring balance shows five pounds, that is one pound of friction for four pounds of tension, with 90° of wrap. Now we will lo %or the loop end of the belt until it embraces 135," and revolve the pulley, the spring balance marks six pounds. We now have two pounds of friction or double,. while we have increased the belt surface but 45° of wrap, or one-half ; we now put the loop end so that it embraces 180° or one-half the circumference, adding 45° more wrap, and turn the pulley, and the spring balance shows eight pounds, or four pounds as the friction ; by adding one-third more wrap we have doubled the friction or working capacity of the belt and pulley. There is found in some of the books on belt-ing, that if a belt is run over a large and a small pulley, the belt will slip on the large as much as on the small one. A belt holds on a pulley as the square of the degrees of wrap, and as a straight belt from a large to a 1 5/10 nails through them both, that clinch when the point strikes the face of the pulley, so that the cover when on is as a whole one. One end of the cover is riveted to the pulley and wound on firmly, fastening the edge by copper rivets, and the other end is finished by riveting in the same way. It is put on the pulley without taking it down or disturbing the shafting in any way. The cover is claimed to transmit one hundred per cent more power than a plain pulley, that is, it will do twice as much work before the belt will slip. It is manufactured by John W. Sutton, 95 Liberty street, New York. *********************************7***************************
is not formed. The flange e is intended to prevent any portion of the fusible metal from running out until the whole of it is fused sufficiently to permit the inner cone to be blown out, the indicated defect in the ordinary plugs being thus remedied. The arrangements for screwing the inner cone E, into position may be varied. For example, the said inner cone may be formed with an internal cavity, a part of which cavity is of an octagonal form, as seen in Fig. 2. A key (represented by Fig. 3) is formed to fit into the octagonal part of the said cavity. Fig. 4 illustrates a modification in the arrangements for screwing the inner cone into position. The inner cone is formed with a shank projecting into or toward the fire-box or furnace. The lower end of this shank is squared or otherwise shaped to be turned with a screw, key, or spanner. CLAIM.-1. The outer cone of a fusible plug, provided with screw-threads on the inside, in combination with the inner cone and its fusible-metal envelop, adapted to be screwed into the outer cone, substantially as described. 2. The combination of the threaded outer and inner cones with the envelop of fusible metal, adapted to be screwed into the outer cone and on to the inner one. 3. The combination of the cone E, pro-vided with the rectangular collar e, with the outer cone and the intermediate fusible metal, as and for the purpose set forth. Slipping of Belts.
travels. Suppose that one-half of one belt stretches 1-32 of an inch more than the other, and the other half stretches just the same ; here we have the slip intermittent ; no doubt this is the fact in every case of the kind, that the belts run together a part of their revolutions, and are opposed the rest of the time. Or, as is always the case, they are not put on with the same tension, it is more aggravated. It may be laid down as positive, no two belts can be put on so that they will run together withoUt loss of power. In the books it is often found that leather belts will do more work if put on with the grain side next the pulley. A belt holds on a pulley by friction between the belt and pulley, and by nothing else. The amount of the friction depends upon pressure (tension of the belt) and the elasticity of the surface of one or both. I now am speaking of another kind of elasticity, surface elasticity. I have here a six inch diameter pulley, and will slip it upon this small shaft ; it goes on freely and revolves easily, as you see. Here I have a piece of one inch leather belting, the usual belting sold by dealers, on one end of it is a 4 pound weight,- and on the other end is a loop to put my foot in—between the loop and where the belt goes over the pulley, I have put a spring balance, so that the exact amount of position can be seen in pounds. Putting my foot in the loop and hanging the belt over the pulley, we have now the belt on the pulley with a tension of four pounds, the belt embracing one-half the circumference of the pulley. The end having the weight is the slack, and the loop end the work side of the belt. The snring balance stands at four wrap, and as a straight belt from a large to a small pulley must embrace more than 180° of the large pulley and less than 180° of the small one, the belt will slip on on the small one, just as we have seen in our experiment with the wrap. There is one exception, a cross belt will embrace the same number of degrees on each pulley, whatever the sizes. I saw a case where the belt sliped on the larger pulley, but it was the lower pulley, and the upper pulley had the difference of tension or pressure of the weight of the belt. In this case the upper pulley was two feet, and the lower four feet, crossed belt ; distance between shafts, about 12 feet." The question was asked the lec-turer, how fast can a belt be run. "A belt can generally be run as fast as a pulley can run without bursting ty centrifugal forde. it is a question of material of the pulley. High speed pulleys, of large size, should be made with the rim of pine, as it is about three times as strong in proportion to its weight, as cast-iron. The English engineers make a pulley of wrought-iron. That is the lightest and strongest pulley made, and for high speeds, it must eventually come into use. The cast-iron of this country is so much stronger than the English, that our cast-iron pulleys will run safely at much higher speeds. English engineers are put-ting in hemp rope bands instead of leather belts, and in one case ye using 15 five inch ropes as a main driving belt ; of course they are run in grooves. Their weight must be four or five times as great as a belt. If two belts driving the same shaft are a nuisance, nwi cy to their lnnoitmlinnl elasticity Tint he- York.
Twist Drill Grinding Machine.
The time consumed and trouble entailed in grinding twist drills, so they will work cor-rectly, has caused much annoyance in large machine shops. Machines have been devised to grind them true, but being complicated and expensive, they have come into but limit-ed use. The illustration of a twist drill grinder, by Wm. H. Eddy, Worcester, Mass., which we present herewith, gives an idea of a simpler and less expensive machine for this purpose than any other that has come under our notice. It is designed to enable the operator to make the cutting edge or lip of the drill thick and strong, so it will not crum- ble away in drilling ; also to get the necessa- *******************7**************************
said cavity. Fig. 4 illustrates a mod &cation in the arrangements for screwing the inner cone into position. The inner cone is formed with a shank projecting into or toward the fire-box or furnace. The lower end of this shank is squared or otherwise shaped to be turned with a screw, key, or spanner. CLAIM. —1. The outer cone of a fusible plug, provided with screw-threads on the inside, in combination with the inner cone and its fusible-metal envelop, adapted to be screwed into the outer cone, substantially as described. 2. The combination of the threaded outer and inner cones with the envelop of fusible metal, adapte `.,o be screwed into the outer cone and on to the inner one. 3. The combination of the cone E, pro-vided with the rectangular collar e, with the outer cone and the intermediate fusible metal, as and for the purpose set forth.
Slipping of Belts.
In a lecture by John W. Sutton, M. E., (95 Liberty street,) on transmission of power by belts, befor'e the Academy of the Useful Arts, on Tuesday evening, 13th inst., he said : Perhaps the worst engineering work done, is to drive a machine by two separate belts upon two pairs of pulleys ; if the pulleys are ex-actly the same size, which is not often the case. (The lecturer gave an instance that had come within his own knowledge, in which one of the driving pulleys was 3-32 of an inch the largest in circumference, the pulleys re-volving 320 revolutions per minute, and run-ning night and day, one belt was obliged to slip 3,600 feet every day, of 24 hours, from this cause alone.) How much in horse-power this amounts to is hard to say, but the wear of the belts is very considerable. But if the pulleys are exactly the same size, and they can be made so, the belts cannot be made of exactly the same elasticity lengthwise. No leather belt is of the same elasticity in its parts, as at the joints it is thickest and less elastic than between the joints. To make this clear, let us take an exagerated case. If we have two pulleys, each of two feet diameter, the driver revolving 100 revolutions per minute, it is possible to make the other pul-ley revolve but 50 revolutions in the same time, and the belt not slip by using an elastic belt a belt of pure rubber without cloth. do more work if put on with the grain side next the pulley. A belt holds on a pulley by friction between the belt and pulley, and by nothing else. The amount of the friction depends upon pressure (tension of the belt) and the elasticity of the surface of one or both. I now am speaking of another kind of elasticity, surface elasticity. I have here a six inch diameter pulley, and will slip it upon this small shaft ; it goes on freely and revolves easily, as you see. Here I have a piece of one inch leather belting, the usual belting sold by dealers, on one end of it is a 4 pound weight,•and on the other end is a loop to put my foot in—between the loop and where the belt goes over the pulley, I have put a spring balance, so that the exact amount of position can be seen in pounds. Putting my foot in the loop and hanging the belt over the pulley, we have now the belt on the pulley with a tension of four pounds, the belt embracing one-half the circumference of the pulley. The end having the weight is the slack, and the loop end the work side of the belt. The spring balance stands at four pounds Of course, the number of pounds in the weight on the end of the belt. I now revolve the pulley from the loop end with my fingers against the arm, and slip the belt, the spring balance shows eight pounds, taking the four pounds that was the pull of the weight, and we have four pounds as the friction of the belt on the pulley ; this, as you will see, was with the hair or grain side to the pulley. Now we will turn the belt over and see the effect. I turn the pulley again and the spring balance shows nearly nine pounds, just how much, it is not delicate enough to show, but there is at least 15 per cent gain, if not more. If you will examine this belt, you will find the flesh side is softer, and more elastic, than the grain side. Let us carry this ex-periment a little further. I have here a pul-ley covered with a patent pulley cover, which, as you see, is made of rubber and canvas, not at all like a rubber belt, as that is made as firm as possible, but this is made of elastic rubber, so as to have as much surface elas-ticity as possible. I now put the same belt over the same sized pulley with the same amount of wrap (one-half the circumfer-ence), and turn the pulley in the same way, and the spring balance shows 20 pounds, which leaves 16 pounds, as the friction be-tween the rubber covered pulley and belt, as against four pounds with the grain side pulley With two feet, and the lower four feet, crossed belt ; distance between shafts, about 12 feet." The question was asked the lec-turer, how fast can a belt be run. " A belt can generally be run as fast as a pulley can run without bursting ty centrifugal force. So it is a question of material of the pulley. High speed pulleys, of large size, should be made with the rim of pine, as it is about three times as strong in proportion to its weight, as cast-iron. The English engineers make a pulley of wrought-iron. That is the lightest and strongest pulley made, and for high speeds, it must eventually come into use. The cast-iron of this country is so much stronger than the English, that our cast-iron pulleys will -tun safely at much higher speeds. English engineers are put-ting in hemp rope bands instead of leather belts, and in one case titre using 15 five inch ropes as a main driving belt ; of course they are run in grooves. Their weight must be four or five times as great as a belt. If two belts driving the same shaft are a nuisance, owing to their longitudinal elasticity not be-ing alike, what must 15 ropes each one of a different tension and of course of different elasticity be ?" In answer to a question by one of the audienca, " how long would the cover last ? " the lecturer said, " there are covers of this material that have been in con-stant use in /this city since June 1873." The lecturer then gave an explanation of a plan to find the horse power that a belt trans-mits, without the use of Dynamometer; that we cannot describe without drawings. Pulley Cover. The cut below represents a pulley covered with the patent pulley cover mentioned in the experiments made by Mr. John W. Sutton before the Academy of Useful Arts on the 13th inst. The cover is made with alternate layers of the best elastic rubber and canvas—four layers of rubber and three of canvas. The canvas is cut straight, so as to give the greatest strength with the least material. The cover is made from two to six inches wide ; on one edge is a lip of one ply of canvas one-half an inch wide, and on the other a rebate that the lip will fill when the cover is wound spirally around the face of the pulley. This lip and rebate is to join the cover together across the face of the pulley by cementing and driving small copper purpursu our notice. It is designed to enable the operator to make the cutting edge or lip of the drill thick and strong, so it will not crum-ble away in drilling ; also to get the necessa-
ry clearance to have the lip true with the twist or outside surface, and do it quick. It is constructed to grind crooked drills as well as straight ones, by griping them in the collar by the end or point. It takes but little room and but little power to run it. A collar is furnished to hold each sized drill, from to 1i- inches diameter, but we understand Mr. Eddy is making an improvement, by means of which the collars may be dispensed with, and a single adjustable chuck used to hold all sizes of drills. Extra collars are furnished for grinding flat drills from I- to 3 inches in diameter, and twist drills to 2 inches in diameter.
TRIAL OF STEEL WIRE ROPE
hawser have been made recently at Portsmouth Dockyard, with the result of showing that the breaking strain of the Steel wire ropes is more than three times that of a hempen hawser. The sizes tested were respectively 7 in., 8 in., and r4 in. in circumference, and were guarauteed to have a breaking strain of 110 tons, 80 tons, and 67 tons, respectively. They broke at 118 tons, 92 tons, and 75 tons, in each case con-siderably higher than the guaranteed strain, although the ropes actually tested were picked out at random. The core of each rope is formed of tarred hemp, over which are twisted the strands of wire.—Eng. Meek.


page 8
8 AMERICAN MACHINIST. November, 1877. PUBLISHED MONTHLY BY MIL LER & BAILEY, Editors and Proprietors. 88 Warren Street, New York. H. B. MILLER. JACKSON BAILEY. Edition, 5,000 Copies.
SUBSCRIPTION. $1.50 per year, in advance, United States Postage prepaid. To Foreign Countries, $1.50, postage added. ADVERTISING. Outside page, 35c. per line, each insertion. Inside pages, 20c. per line (12 lines one inch). BRITISH A (.'KNCY. IIAmmoNn At (10., 5 °rovers h ull Court, Poultry, London, will receive and forward subscriptions and advertisements on our regular terms.
EDITORIAL ANNOUNCEMENT. Positively we will neither publish anything in our reading columns for pay or inconsideration of advertis-ing patronage. Those who wish to recommend their wares to our readers can do so as fully as they cho os in our advertising columns, but our editorial opinions are not for sale. We give no premiums to secure either subscribers or advertisers. firlr- We invite correspondence from practical ma ehinists, engineers, inventors, draughtsmen and all competent party after a satisfactory exa_ mination. In our department of manu-facturing information, all " news " we do not know to be reliable, will be ex-cluded, as well as all matter that has become stale by going the rounds of the press. We also propose to lay before our readers regular information concerning exports of machinery and mechanics' supplies, digests of the principal new patents relating to our specialty, correct market reviews and price lists, live editorials and varied technical correspondence. To our many friends and patrons who have so fully and so gratifyingly sustained and encouraged us in this undertaking, we return our sincere thanks with the assurance that their confidence is not misplaced. Hav-ing no old or damaged journalistic material to dispose of, but with an entirely new sheet, original in its conception and present-ing a high style of typographical art, we stop upon the stage, make our bow and wish it long and pleasant neguttin1111100 with a largo audience of readers.
Good vs. Medium Machinery.
The favor with which American machinery and tools has been received in foreign coun-tries wherever introduced should be a source of pride to every intelligent mechanic in our country. Why have they been so well received ? Clearly, because American machines and small tools are better made, more finely finished, and better adapted to the purposes for which riaQicmorl than fl►ncto of +110 onma Keep Up to the Times. The most rapid progress has been made within two or three years in perfecting small tools and supplies for. the machine shop. In-ventions of accurate and automatic machinery, for making such articles, have not only cheap-ened their cost, but have raised the grade of requirements, until the persistent use of some tools that were accepted three years ago as the best that could be procured, places a shop at a great disadvantage by the side of wide awake establisments, that are up to the times. The extra cost of buying the best and most improved tools and supplies, to replace those lacking in adaptation, efficiency, or ac-curate working qualities, is more than com-pensated for, by securing better facilities for business. Perhaps some will say, " 0 ! we can't afford to buy new tools when we can't get work to keep the old ones employed." Our answer is : " There is a certain amount of work to be done whether business is slack or lively, and those shops that have well known facilities for doing the best and cheapest work, will get the orders. If you are behind your neighbors in this respect, catch up if you can, if you can't, come as near to it as possi-blet even should it involve an extra outlay or working tools." Taps, dies, screw-plates, machine screws, calipers, reamers, drill-chucks, and lathe attachments, have been wonderfully improved within the time above mentioned, so have many other small articles for the machine shop, not now present to mind, A few months atzo we called on a venerable machin- Tuition in Mechanics.
ACCORDING
to a table recently compiled showing the occupation of the parents of pupils who have attended the Pittsburgh high school during the past ten years, it appears that a majority of the students belonged to the artizan class. A recapitulation of the table shows that during the period named 696 children of skilled laborers have been in attendance : of unskilled laborers 232; of merchants and storekeepers, 258 ; of profess-ional men, 154 ; of widows, 128 of office-holders, 36: miscellaneous, 209. Probably the school records of all our large manufacturing cities and most of the smaller, would show on examination a preponderance of pupils whose parents belong to the mechani-cal class. Considering that the boys are likely to follow, when they become old enough to select an occupation, very much the same line of business that their fathers have done, it is pertinent to inquire whether they receive at school any instructions in the elements of mechanical knowledge. A little tuition in the first principles of inechanisin, illustrated by simple experiments and accompanied by conversational lectures on the part of the teacher, is what should be insisted upon in every high school or gram-mar school in our country. The " course " in Natural Philosophy dwelt upon in the cur-riculum of most public schools of the higher grade, is too often nothing more than a dull routine of text book study, which instills in the pupils' minds scarcely anything of per-manent value, but rather begets a distaste for mechanical research. Without the aid of books an interest should *******************************8************* lir" Positively we will neither publish anything in our reading columns for pay or in consideration of advertis-ing patronage. Those who wish to recommend their wares to our readers can do so as fully as they cho os in our advertising columns, but our editorial opinions are not for sale. We give no premiums to secure either subscribers or advertisers. rif We invite correspondence from practical ma chinists, engineers, inventors, draughtsmen and all those specially interested in the occupations we repre-sent, on subjects pertaining to machinery.
NEW YORK, NOVEMBER, 1877.
Introductory. In this practical age progress is so rapid, that, to give currency to new ideas and im-provements as they obtain, nearly every large class of business has its representative newspaper, or in some instances, two or three acknowledged representatives, each treating wholly on topics pertaining to its specialty. There are imtny journals that claim reco(rnition as exp2nerts of machin-ery matters, but not one that confines itself exclusively to this important field. Recog-nizing the want of a live, enterprising journal to represent the machinery interest as a distinct branch of industry, we present this our first issue of the AMERICAN MA-CHINIST. With the best facilities at our command, we propose to make this the standard ma-chinery newspaper of America, and to this end shall direct all our efforts, being con-vinced that the same editorial and business corps can not manage with the highest suc-cess two or more technical journals of the same class. We are not specially interested in the sale of machinery or other merchandise, nor the procuring of patent rights, nor have we any pet scheme to advance or hobby to ride.
MILL L tries wherever introduced should be a source of pride to every intelligent mechanic in our country. Why have they been so well received ? Clearly, because American machines and small tools are better made, more finely finished, and better adapted to the purposes for which they are designed than those of the same class made in Europe. So long as our manu-facturers keep up and improve the standard of their productions we can expect to have an increasing foreign demand until " the work-shop of the world " shall be on this side of the Atlantic instead of in England. But we regret to refer to the fact that many estab-lishments previously sustaining a fair reputa-tion for mechanical productions have, within a year or two, lowered their standard, still offering their wares on the market with the same endorsement as before. Since the de-pression in business caused the selling of machinery on very close margins of profit, Griginal cost, make up for bad debts, undersell their competitors, and maintain former profits, be-gan to use inferior material, and to employ unskilled workmen, the inevitable result of which has been to impair their reputation for good work, which no house continuing in business can afford to sustain. In some in-stances this course may have been adopted from lack of capital or other means to fully compete with more favored parties, but the deterioration has by no means been confined to the smaller establishments ; on the con-trary, the latter have averaged well with the stronger houses in keeping up and improving the quality of their goods. This tendency to depreciate the quality of a machine or small tool in order to make it cheap cannot too for-cibly be condemned, though it cannot be de-
Taps, dies, screw-plates, machine screws,
calipers, reamers, drill-chucks, and lathe attachments, have been wonderfully improved within the time above mentioned, so have many other small articles for the machine shop, not now present to mind, A few months ago we called on a venerable machin-ist in a Pennsylvania town, and was much amused to see him working on an old fashioned lathe with " hook tools " (one end of the tool hooked over the shoulder,) which some of our present day apprentices may have heard their grandfathers describe. His shop, one of re-spectable size too, was no place to sell new-fangled notions. Various degrees of back-wardness may be found in modern machine-shops, as well as in those of older date, but the above case we commend to some of our enterprising commercial travelers. First Principles. It is a mistake to assume that a mechanic knows all that it is necessary for him to attain, when he becomes skilled in the special kind of work he may have selected. There is a great deal of ignorance of first principles among careful and intelligent workmen, where it ought not to exist. A man may have a thorough knowledge of running an iron planer, yet never become informed as to the designs and details of constructing a planer and the advantages or disadvantages of particular features. The underlying princi-ples of any business or occupation ought to be made a regular study by those engaged in it, so that the road may be open to them for progress and improvement. We often find mechanics that have dropped down into a dead-set way of doing a thing, and are J.,- -
riculum of most public schools of the higher grade, is too often nothing more than a dull routine of text book study, which instills in the pupils' minds soarcely anything of per-manent value, but rather begets a distaste for mechanical research. Without the aid of books an interest should be created by the competent teacher in the elementary principles of mechanics and a spirit of inquiry developed in the mind of the young learner. All of us know how lasting are youthful impressions, and how easy it is to acquire in a short space of time at an early age tastes and inclinations that shape the future course of a busy life. Do parents sufficiently examine into the way their chil-dren are " educated" in the public schools ? This is obligatory on their part. Skilled workmen, and to such we address ourselves, should insist upon having teachers employed who possess the ability to impart elementary mechanical knowledge in a way to interest their children, and should further insist that some time be given to this important branch out of every school day. It would be no hindrance to other branches, but would rather be a help, for children's progress is generally measured by their interest in school. Let a good, correct foundation of elementary mechanical knowledge be laid and the boy will go forward. United action on the part of practical artizans, who depend on the public schools to educate their children, will in almost any city, secure the kind of instruction we re-fer to. A little agitation of the subject will awaken a pride in th6 teachers themselves, and the ball can soon be set rolling. How many children, when they leave the public schools, can intelligently describe the steam engine or explain the simple mechanical powers ? In this practical age, let the youth *******************************8************* period to start out upon the territory of enterprise we have chosen, for indications are strong and positive that the fog which has for four long years enveloped the commercial progress of our country is about to lift—slowly it may be, but surely. Al-ready light begins to dawn, and the full sun-shine of business prosperity will show a development of American machinery such as the world has never before witnessed. The genius that has distanced the old world in useful mechanical inventions will bright-en still more under influence of auspicious times, and rapid improvements will be wrought, the adoption of which will leave far behind those who cling to old ways and processes. To keep our readers informed as to the most important and valuable of these inven-tions within the scope of machinery, giving suitable illustrations of new objects and dis-cursive reviews of the same, is one of the prime objects of the
AMERICAN MACHINIST. At the same time we shall always act in-dependently, not bolding ourselves under the least obligation to give " favorable notices" of anything under review, but rather to elicit the plain truth whether it be favorable or unfavorable. Every review of a mechanical object that appears in our columns will be prepared by a thoroughly
nieu let the single element of price have more weight with them in making a purchase than quality, fitness and durability. Observation should teach every machinist that it is cheap-er in the long run to obtain good reliable working tools from houses making such work only, and having the well known reputation for doing so, than to order low priced work of questionable quality. Happily there are establishments whose reputation for building first class machinery stands virtually unimpeached, and we hope and expect to see the number increased. In buying tools from such houses the pur-chaser can feel the assurance that his money is not wasted though they cost more than those that would only " answer the purpose." Should be wish to sell at second hand, the dif-ference in value would soon be apparant. The old adage, " A workman is known by his tools," might well be framed and hung up in the office as well as in the shop. Poor tools are apt to make poor workmen, keep them in order the best you may. It is no valid excuse for fitting up a ship with shoddy machinery to say that "business is dull," for the shops that run on that kind of work are likely to experience increasing dullness as general busi-ness grows brighter. Every machine or tool maker should have ambition in elevating the standard of his productions.
filly iniviautz-tion that conflicts with their own fixed meth-ods and ideas. In almost every instance of the kind, this disinclination to give up old settled ideas for those more valuable, may be traced to lack of elementary knowledge. Some men apparently blunder into a fair me-chanical success, in certain directions, with-out any regular preparation or fitness, and are always afraid to reach out for something better, lest they lose the hold they have al-ready secured. While all can not be invent-ors or designers, it should be the aim of every mechanic to know the why and where-fore of his especial work, so that he may be rooted and grounded in the kind of knowledge he is required to possess. A mechanical engineer of large acquaint-ance in Paris, speaking fluently French, German and English, is now arranging to represent several exhibitors of American machinery at the Exhibition of 1878. This gentleman has high references both in this country and Europe, and we will place in communication with him any manufacturer who wishes to be so represented, and to open a trade for his machinery in France. He will sail early in January, and will represent and correspond for the AMERICAN MACHINIST previous to, and during the exhibition. be taught practical ideas.
We send out every copy of this, our first issue, gratuitously, and open our books to enter subscribers. We should be pleased to hear from all those interested in machinery or machinists' supplies, into whose hands a copy may fall, how they like the iniatiatory number of the AMERICAN MACHINIST, and to receive suggestions on special topics to be hereafter treated upon. A press dispatch from Montreal says : "The steamer Newfield has nearly completed her cargo for the Paris Exhibition. She will have to make a second trip to take all the Canadiau exhibits." As we go to press news reaches us from Washington of the passage through the House of the Paris Exposition bill, appropiating $150,000 to pay the expense of exhibits from the United States, by a majority of fifteen. Some interesting and valuable tests of bricating oils are now going forward, under direction of a well known competent scientific authority, the results of which we expect to lay before our readers in a subsequent issue. The U. S. Patent Office did the largest busi-ness in October this year of any month since its organization. This indicates not only un-usual activity of inventive genius but the re-turu to more prosperous times.


1877 AMERICAN MACHINIST page 9
November, 1877 AMERICAN MACHINIST. Page 9
CONNECTICUT. The Victor Sewing Machine Co.,
Middle-town, have sold within a few months over eight hundred of their " Victor Chucks." John Adt, New Haven, manufactures a ma-chine of his own invention that will make 3000 to 4000 feet of pump -chain per day from the rod, It is automatic' and two or three of them can be run by one man. The Hartford Foundry and Machine Co. have just completed a 50 horse power engine (20 inch by 48 inch) for the Carson & Brown Co., Dalton, Mass. This is to furnish power for one of the oldest paper mills in the lltlited States, having been established in 1801. Reynolds St, Co., New Haven, is one of the oldest houses in the manufacture of machine screws, having been established in 1860 They make cap, set and machine screws and machine bolts in large variety, from 1200 to an ounce to bolts 4 inches in diameter. They also make the Eames Patent Molding Machine for foundry use. The Pratt & Whitney Co., Hartford, are running their tap-making department ten hours a day. They have unique automatic machinery for threading taps, the invention -of Mr. J J. Grant, who has charge of this department. He has given the subject close study for several years and is well satisfied—in fact enthusiastic—with the results obtained.
On a recent visit to Essex we were shown through the Emery wheel factory of Goddard,
stroke) variable cut off engine, for Sargent & Co., New Haven; also a 40 horse-power en-gine for parties in Connecticut. The business of the Worcester Machine Screw Co. was started in 1867. They have lately built a new shop and enlarged their capacity. They make set, cap and machine screws in great variety with improved ma-chinery. H. F. Fearing & Co., Boston, made the largest chain ever forged in thiS country for the Washington Navy Yard. The links were of at inch iron. They test all their chains on a machine with weights and levers which is more reliable than a hydraulic test. The Whitin Machine Co., Whitinsville, Mass., are running with nearly their full force of 700 men. Considerable new machinery has been added to their extensive shops, and lately the working force has been steadily in-oreased. 'rimy build .cohost and woolen ma-chinery in great variety. The Fitchburg Machine Works have nearly completed a large order for machinery to fit up the Scott Foundry, of Reading, Pa., which they hate been at work on for the past three months or more. They have recently built a number of machinist's tools for the Brunswick & Albany Railroad (Georgia). Stone & Hazelton, Boston, are manufactur-ing a new style of engine lathe. It has a hollow spindle, with hardened bearings and a draw-spindle to close the chucks which are made of hardened steel. The chucks are made to hold stub's wire or wrought brass from 1L16 to 1-4 inch. It has cast iron bear-ings with steel spindles. All the parts are heavy in proportion to its size and the lathe is intended to stand a great deal of hard usage.
The Newark Steel Works,
Benjamin Atha & Co., are building a new rolling mill 106 by 196 feet, which is to contain three trains of rolls, one 16 inch, one 8 inch and one 9 inch respectively. The mill will be completed about January 1. They are now making about 200 tons of steel per month, but the completion of the new mill will increase the capacity to 300 tons a month. Edward N. Wrigley has just completed a four story brick machine shop, 17 and 19 Rail-road avenue, Newark. It is 1501 feet front and 80 feet deep, with an L, 80 by 34 feet. The shop is well lighted and ventilated, and will be let out with power to suit tenants. Mr. W. began business 15 years ago as a dealer in second-hand machinery with $450 capital, his stock in trade con iting of an old iron planer, a wheelbarrow, and a few small tools. The Passaic Machine Works, Watts, Camp-bell St, Co., Newark, have a shop full of work. They are building a 250 horse power high pressure engine for John H. Stearns & Co., New York, and another of 400 horse power for the Newark Steel Works. The balance wheel for the former is 22 feet-diameter and weighs 26' tons, that for the latter weighs 22 tons and is to run 70 turns a minute. The bed piece for the larger engine is cast in one piece and weighs 16 tons, being the largest casting ever made in the State of New Jersey.
NEW YORK.
< Somers Bros., Front and Pearl streets, Brooklyn, have about sixty-five hands at work making fine sheet metal goods, presses for drawing out sheet metals, fine machinery and special tools. John Robertson & Co., Brooklyn, have about thirty men at work full time ci.rir1 find
RHODE ISLAND-
The Fales & Jenks Machine Co. Pawtucket, have 200 men at work,
and find business growing better. They have lately fitted up a large cotton duck factory in Baltimore with speeders and spinning frames. They have furnished J. & P. Coates' thread works with 115,000 spindles ; Conant Thread Co. 50,000 spindles and Clark Thread Co. 12,000 twister spindles. Exports. Porter, Bell & Co., Pittsburgh, have just shipped another light locomotive to Cuba. Some $50,000 worth of Blake steam pumps have been sold to South America and Cuba within the past three months, mostly for su-gar plantations. A. F. Prentice, & Co., Worcester, have sold foot lathes of their manufacture to Australia, Germany, Sweden, Norway, Japan, New Zea-and and Chili. A. & B. Wiltsie, Catskill, have just re-ceived a call for one of their tan bark grind-ers, from a large London tannery. The best bark grinders made in England cannot ac-complish near as much work in a given time as those made in the United States. A machine was lately designed and built by the Stiles & Parker Press Co., for parties in Scotland, which punches two rows of holes (128 holes) at a time, in a plate of copper it of an inch thick We saw a plate of that thickness 15 by 38 inches, perforated with 10,880 This work was done in 1 1 10 minutes. The Fitchburg Steam Engine Co have re-cently sent engines of their manufacture to England, Germany, South America, Canada,
*******************************************************************
******************************************************************* nor the procuring of patent rights, nor have we any pet scheme to advance or hobby to rida. The , present seems peculiarly a fitting period to start out upon the territory of enterprise we have chosen, for indications are strong and positive that the fog which has for four long years enveloped the commercial progress of our country is about to lift—slowly it may be, but surely. Al-ready light begins to dawn, and the full sun-shine of business prosperity will show a development of American machinery such as the world has never before witnessed. The genius that has distanced the old world in useful mechanical inventions will bright-en still more under influence of auspicious times, and rapid improvements will be wrought, the adoption of which will leave far behind those who cling to old ways and processes. To keep our readers informed as to the most important and valuable of these inventions within the scope of machinery, giving suitable illustrations of new objects and dis-cursive reviews of the same, is one of the prime objects of the AMERICAN MACHINIST. At the same time we shall always act in-dependently, not holding ourselves under the least obligation to give " favorable notices" of anything under review, but rather to elicit the plain truth whether it be favorable or unfavorable. Every review of a mechanical object that appears in our columns will be prepared by a thoroughly tool in order to make it cheap cannot too for-cibly be condemned, though it cannot be de-nied that consumers are too often inclined to let the single element of price have more weight with them in making a purchase than quality, fitness and durability. Observation should teach every machinist that it is cheap-er in the long run to obtain good reliable working tools from houses making such work only, and having the well known reputation for doing so, than to order low priced work of questionable quality. Happily there are establishments whose reputation for building first class machinery stands virtually unimpeached, and we hope and expect to see the number increased. In buying tools from such houses the pur-chaser can feel the assurance that his money is not wasted though they cost more than those that would only " answer the purpose." Should he wish to sell at second hand, the dif-ference in value would soon be apparant.
The old adage, " A workman is known by his tools," might well be framed and hung up in the office as well as in the shop. Poor tools are apt to make poor workmen, keep them in order the best you may. It is no valid excuse for fitting up a ship with shoddy machinery to say that "business is dull," for the shops that run on that kind of work are likely to experience increasing dullness as general busi-ness grows brighter. Every machine or tool maker should have ambition in elevating the standard of his productions.
mechanics that have dropped down into a dead-set way of doing a thing, and are posi-tive in discrediting the value of any informa-tion that conflicts with their own fixed meth-ods and ideas. In almost every instance of the kind, this disinclination to give up old settled ideas for those more valuable, may be traced to lack of elementary knowledge. Some men apparently blunder into a fair me-chanical success, in certain directions, with-out any regular preparation or fitness, and are always afraid to reach out for something better, lest they lose the hold they have al-ready secured. While all can not be invent-ors or designers, it should be the aim of every mechanic to know the why and where-fore of his especial work, so that he may be rooted and grounded in the kind of knowledge he is required to possess.
A mechanical engineer of large acquaint-ance in Paris, speaking fluently French, German and English, is now arranging to represent several exhibitors of American machinery at the Exhibition of 1878. This gentleman has high references both in this country and Europe, and we will place in communication with him any manufacturer who wishes to be so represented, and to open a trade for his machinery in France. He will sail early in January, and will represent and correspond for the AMERICAN MACHINIST previous to, and during the exhibition. WAILL 1
engine or explain the simple mechanical powers ? In this practical age,
let the youth be taught practical ideas. We send out every copy of this, our first issue, gratuitously, and open our books to enter subscribers. We should be pleased to hear from all those interested in machinery or machinists' supplies, into whose hands a copy may fall, how they like the iniatiatory number of the AMERICAN MACHINIST, and to receive suggestions on special topics to be hereafter treated upon. A press dispatch from Montreal says : "The steamer Newfield has nearly completed her cargo for the Paris Exhibition. She will have to make a second trip to take all the Canadian exhibits." As we go to press news reaches us from Washington of the passage through the House of the Paris Exposition bill, appropiating $150,000 to pay the expense of exhibits from the United States, by a majority of fifteen. Some interesting and valuable tests of lu. bricating oils are now going forward, under direction of a well known competent scientific authority, the results of which we expect to lay before our readers in a subsequent issue. The U. S. Patent Office did the largest busi-ness in October this year of any month since its organization. This indicates not only un-usual activity of inventive genius but the re-turn to more prosperous times.

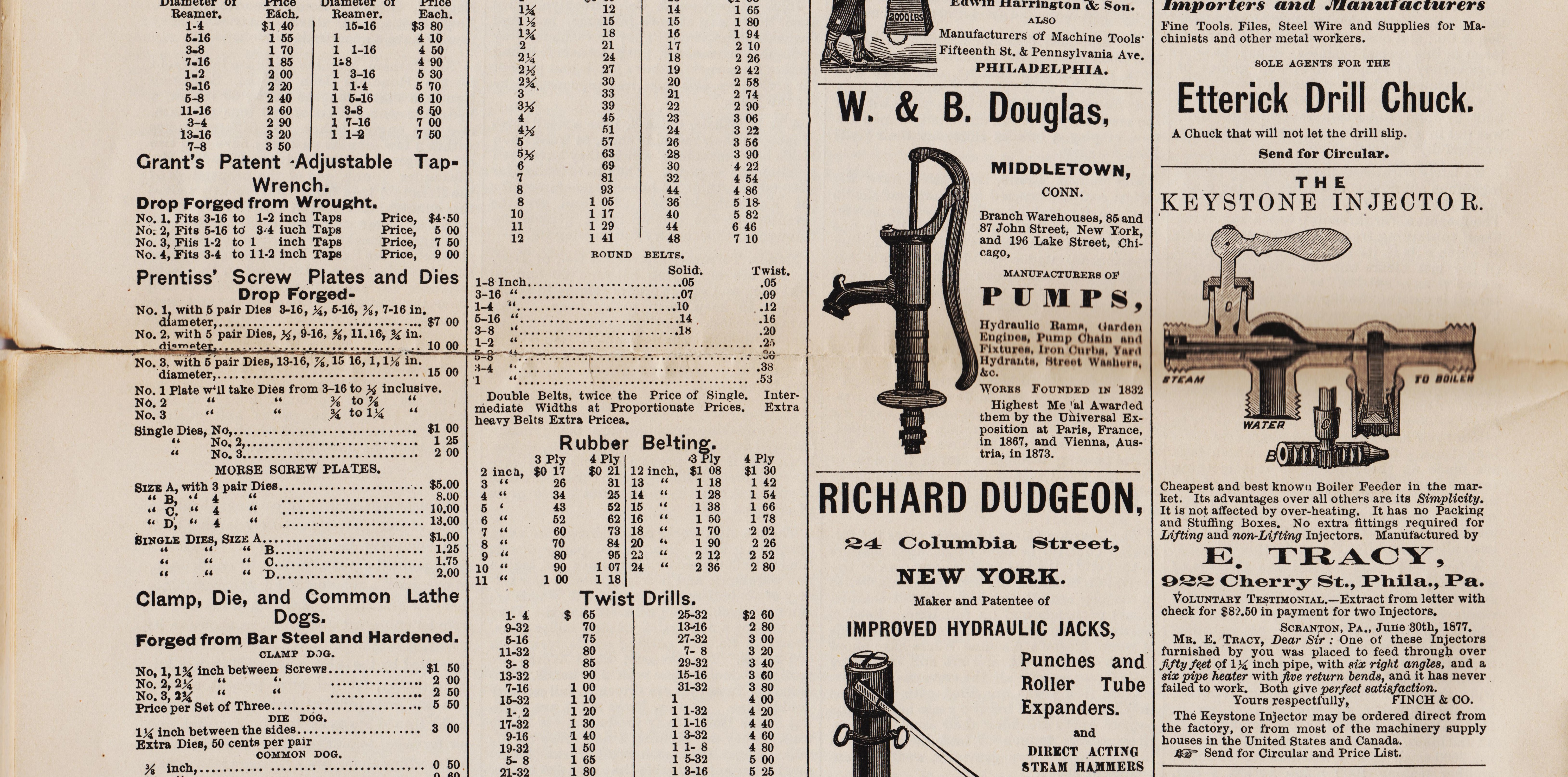

MARCH 15, 1877 AMERICAN MACHINIST page 10 < /span> MARCH 15, 1877 AMERICAN MACHINIST page 10
retext
N10 AMERICAN MACHINIST. (November, 1877. Machinists' Hand Taps. V and Franklin Institute hape of Thread. 3 TAPS TO BET-TAPER, PLUG AND BOTTOMING. Diameter. Price Each. Diameter. Price Each. 1-4 $0 45 15-16 $1 80 5,16 50 1 2 00 3-8 55 1 1-8 2 25 7-16 60 1 1-4 2 60 1-2 70 1 3-8 3 00 9-16 80 1 1-2 3 50 5-8 90 1 5-8 4 20 11-16 1 05 1 3-4 5 00 3-4 1 20 1 7-8 5 80 13-16 1 40 2 A 70 7-8 1 60 Machine or Nut Taps. V and Franklin Institute Shape of Thread. LONG Diameter. Price Each. 1-4 $0 60 5-16 70 3.8 80 7-16 90 1-2 100 9-16 1 15 5-8 1 30 11-16 1 45 3.4 1 60 13-16 1 80 7-8 2 10 SHANK. Diameter. Prioe Each. 15-16 $2 40 1 2 80 1 1-8 3 20 1 1-4 3 70 1 3-8 4 20 1 1-2 4 70 1 5-8 5 30 1 3-4 6 00 1 7-8 6 80 2 7 70 Taps for Machine Screws. Wire Guage, Size. Price Each. Price per Doz. No. 4 35c. $4 00 6 35c. 4 00 8 35c.4, 00 4 10 35c. 00 12 35o. 4 00 14 38c. 440 16 38c. 4 40 18 38c. 4 40 20 45c. 5 30 24 45c. 5 30 No. 0. ROSEWOOD, INLAID, IRON BOUND HANDLE, POLISHED STEEL BLADE, GRADUATED TO THE THIRTY-SECOND OF AN INCH. 4 inch, per dozen, $14 00 6 " ,, 16 00 8 " •,, 19 00 , 10 " 25 00 12 " 66 32 00 Patent Star Bevels. Machinists No.O. IRON HANDLE, HEAVY POLISHDD STEEL BLADES, GRAD-UATED TO THE THIRTY-SECOND Or AN INCH. 6 inch, per dozen, $10 00 8 11 00 10 " 44 12 00 12 " it 13 00 No. I. POLISHED ROSEWOOD HANDLES, HEAVY POLISH ED STEEL BLADES, GRADUATED TO THE SIXTEENTH OF AN INCH. 6 inch, per dozen, $8 00 8 66 9 00 10 " 44' 10 00 12 " •. 11 00 Machinists' Rules. 1 inch,per dozen, 2 " 4, 4 " 6 ti 6 " 9 12 " 18 24 it 35 66 ti cc it it • $3 00 4 20 7 20 7 20 10 20 15 00 19 20 30 00 42 09 72 00 Patent Star Calipers. Outside or Inside. 3 inch, per dozen, $7 50 5 " 10 00 Best Oak-Tanned Leather Belting. than 2c. per lb., and in car-load lots at less than 1.95c per lb., -laid down on dock in thi city. Common. Iron made from o.d rails sells at $37 a ton. The Pitts-burgh mills sell in 100 ton lots at 1.75c to 1.80c for re-fined bar, at mill. A great deal of old Rail Iron has been sold at low prices under the name of refined, but consumers are getting more cautious. WROUGHT SCRAP.-Late sales of 700 tons at $22 to $23, according to selection. The general price is $22 at yard. ' RAILS.-Since the failure of the Bessemer Steel manufacturers to unite on a scale of prices the trade has been demoralized. Two East Pennsylvania estab-lishments have been running against each other on prices until some of the other Mill owners talk of shutting down rather than lose money. Within thirty days several thousand tons of Steel Rails have been sold at from $40 to $43, at mill. Pur-chasers have been more active than for many months before. No new Iron Rails are selling worth men-tioning, and are not likely to be in demand while Steel remains so low. Old Rails sell in small lots at $18.50 to $19. STEEL.-The demand is fair, but prices are very low. More Steel is selling than at this time a year ago. All the Steel Works of Pittsburgh are in full operation, also those in this immediate vic,nity. We quote on the average, American Tool Steel, 13c ; English do, 15c ; American Machinery Steel, 7c ; Eng-lish do. 9c. Patent Portable Hoisting filacilthes. Price List. In ordering chains allow 2 feet of.chain to. each foot of lift. To lift. To raise. Price. ex. p. ft 8 ft. 500 lb. $22.50 $1.00 8 1,000 ' 25.00 1.20 8 2,000 " 30 00 1.50 8 3,000 ., 40.00 1.75 9 4,000 .• 60.00 '2.00 10 6,000 A. 75.00 2.20 10 8,000 '. 95.00 2.40 12 12.000 " 150.00 3.75 12 16,000 " 225.00 4.75 JOHN ROBERTSON & CO., Tubal Cain Iron Works, MANUFACTURERS OF Hydraulic Presses AND 3E:' IT M OF EVERY DESCRIPTION. Lead Pipe, Sheet Lead, and White Lead Machinery. Machinery in Gen-eral. 127, 129 & 131 Water Street, Brooklyn, W. Y. FRASSE & CO. O2 Chatham Street, New York. **********************************************
thread-is cutting the lap is being "relieved" by a peculiar cam motion of the cutters. After the thread is cut the tap is placed in another machine and grooved out. It is evident that taps can be cut on these ma-chines of any angle or pitch of thread by simply grinding the cutters to the desired form. Again, the cutters being compara-tively seldom called into action, are likely to retain their exact form and sharpness for a long time. The rapidity with which taps are made on these machines is something remarkable. They are the invention of the Superintendent, Mr. Alfred Goddard, and we are informed that the first threading machine built, worked perfectly without the least alteration after it was completed. A few weeks ago we had the pleasure of witnessing the operation of very ingenious automatic screw making machine, in the works of the Hartford Machine Screw Co. This company, we understand, has expended over $60,000 within the past few months, in setting up machinery and preparing for work. In a shop, 200 feet long by 35 feet wide, they have over 50 machines at work, but the number of workman is small. It is claimed that one boy can attend 10 to 12 machines. We noticed one machine mak-ing 2000 small milled machine screws a day, another making 1000 piano agraffs a day, milled and finished from a coil of brass 'wire, another making 3,600 machine screws a day from four bars feeding at the same time. Their line of productions seems to embrace all kinds of screws, and other small articles turned from brass, iron, and steel wire and rods. Mr. Geo. A. Fairfield (inventor of the Weed Sewing Machines and superintendent of their factory) is president, and Mr. Daniel Morrell, secretary and treasurer. The in-ventor of the automatic machinery is Mr. C. M. Spencer, who is still applying his talents in the same direction.
ILLINOIS.
The Chicago Axle and Forge Company have applied for license of incorporation, with a capital stock of $60,000. The incorpora-tors are Henry Childs, H. A. Gardner and A. T Ewing, and the object of the company is the manufacture and sale of all kinds of forged ironwork. MASSACHUSETTS. A new machine shop is building in Worces-ter, near the junction, to he let out with power. The American Steam Guage Co., Boston, have sold over 100,000 steam guages in this and foreign countries. David W. Pond, Worcester, has nearly 100 men employed, on full time, making machin-ists' tools. When pushed to full capacity his shop will accommodate 200 workmen. Jerome Wheelock, Worcester, is building a 300 horse power (28 inch cylinder, 48 inch with this machine as two men with two machines of the ordinary kind. James L. Hall's Old Colony Rivet Works are running briskly. making a speciality of two new tools—the " Old Colony hand-punch " and " Old Colony trimmers' snips." The latter is claimed to be a great improve-ment over the snips commonly used by workers in tin and metals. In cutting, plate, both handles are above the work, the metal passing through a slot at the side, so that the hand is not exposed to the sharp edges of the metal operated upon, and the parts are not warped in being cut. The Taunton (Mass.) Gazette gives the fol-lowing cheerful account of business matters in that city : " As an encouraging sign of the revival of business, the cotton manufactories in the city are all running with full comple-ments of hands and on full time. Reed & Barton's Britannia Works have over 500 hands at work ; Mason's Machine Works have about 500 on the pay-roll, and are still increasing their force ; nearly all the stove manufactur-ies and iron works are filled with orders as they have not been for two years before ; the copper works are doing their usual business. Nearly every branch of manufacturing and mechanical business generally, wears an en-couraging aspect." MISSOURI.
The St. Louis Globe-Democrat of October 8, says : Yesterday afternoon the firm of Shickle, Harrison & Co. shipped to New Orleans, via the Iron Mountain Railroad, the bed of a cotton press weighing 41,660 pounds. The casting 'was hauled from the cor- er of Fourteenth and Poplar streets by a team of 14 horses as far as Fifth and Poplar, where they stalled, the broad wheels of the wagon sinking into the ground several inches. They had to procure the assistance of a ocomotive to help them out. NEW JERSEY.
Oscar Barnett, Newark, is running his malleable and grey iron foundries to their full capacity with orders never better. Heller & Bros. file works, Newark, are run-ning full time with their full force of 65 men. Trade is better than last year at this time. Davis & Gould, Newark, have just brought out a new style of friction hoisting engine and are getting up some drain pipe machin-ery. J. S. Mundy, Newark, has lately built a 40 horse-power cut-off engine, for a grist mill in Maryland; a double-pile drawing engine for Norfolk, Va. ; and another for Pensacola, Fla. The Trenton (N. J.), Iron Company re-cently rolled in one of its rod trains 39,875 pounds of " No. 4 " wire rods in nine hours. This is claimed to be the " fastest time " ever made on wire-rod rolling. workmen, and report orders coming in freely enough to keep them pretty busy. They have never lost a day during the past fifteen years, although their works have been burned out during that tillie. T.L.ey .11:1) -able castings to Europe direct, and have a arge home trade. PENNSYLVANIA
Screw-making machines are being manu-factured at the Cambria Iron Works, Johns-town, and if they prove a success it is pro-posed to erect buildings and establish works of sufficient capacity to turn out 10,000 gross of screws a day. The ten steel works of Pittsburgh are all in operation ; Park, Bro. & Co. partly double time with 380 hands. They have just built a new warehouse and just completed a new bat-tery of six boilers. Reese, Graff & Woods are running double time with 600 hands. They are making a new article of steel boiler plate. Brown & Co. are working single turn with 300 hands. The Crescent Steel Works are partly on double time with 250 hands. An-derson & Passavant are driven to full capacity double time. Hussey, Howe & Co. are work-ing single time, yearly product about 13,000 tons. They are building a new office at the mill. Edgar Thompson Steel Works (Besse-mer) are running double time with 625 hands. Smith, Sutton & Co. run single time with 250 hands and will soon run double time. Sin-ger, Nimick & Co. are running single turn, having at present in their employ 350 men. Jones & Laughlin, of Pittsburgh, are run-ning to their full capacity, double turn, giv-ing employment to 2,000 men. These works are supplied with 75 puddling furnaces, 30 heating furnaces, 28 trains of rolls, 73 nail and spike machines, with a capacity of 50,000 tons per annum. A new addition, 80x100 feet, has been built to their polishing shop. This firm are proprietors of patents for cold rolled shafting, piston rods, bars and plates of iron and steel, also mower and reaper finger and sickle bars. By the use of powerful and pe-culiarly constructed machinery they have succeeded in rolling and drawing bars, rods, plates and' sheets of iron or steel, while cold, into any of the shapes ordinarily given to hot iron by rollers. The effect of the process is to compress and pack together the fibres of the metal to such an extent as greatly to in-crease its strength, hardness, elasticity, &c., as has been shown by the severest tests made by the most eminent engineers of Great Britain and the United States. These Cold rolled polished shaftings are seventy-five per cent more effective in strength than the same size of turned iron, and are made nowhere else in the world but by this firm. The in-vention was secured by patent in 1859. This concern is favorably known throughout the United States, and also in other countries, and is one of the best reputed establishments in Pittsburgh.—Pittaintrgh, Commercial Ga-zette. purchase was tc1.5,UOU worm or ooiier Luolug from the National Tube Works, and con-siderable seamless brass tubing from the American Tube Works. Mr. Young is an ar..:". has heretofore bought all his machinery and supplies from England. Upon inquiry he found he could do much better in this country, both as to prices and quality. He has chartered a vessel which leaves New York about the middle of December. We hear a great deal of carping about the policy of our government as retarding busi-ness, and every day the policy of Great Brit-ain is pointed out as affording, by its adoption, on our part, a solution of all t he difficulties that now beset trade. Looking at the mat ter from an unbiassed standpoint, as shown in its results, it is difficult to see how we should be benefitted by the substitution of British politi-cal economy, for our own present system. Iron, the great pillar of busin ess, is as cheap in the United States as it is in England, and our furnaces, foundries, forges, rolling mills, and machine shops, are even more active than those in England, and less workmen are beg-ging for employm ent, if we can credit the most reliable accounts received from the other side of the Atlantic. New foreign trade is constantly opening to us, while the English journals are sadly bewailing their lack of or-ders and loss of foreign customers, through our competition. The fact is that " reform-ing" the tariff, " remonetizing silver " and postponing the return to a " gold basis," have less to do with keeping back trade than the croaking of disappointed speculators. There is no naural reason why business should not be active and honest laborers find full em-ployment. Nature has done her part of the work, in producing a bountiful h arvest, and it only needs an increasing confide nee on the part of those who have material and forces at their command to hasten the return to general prosperity. The government has less control over the condition of trade than many are led to believe by reading political speeches and essays, and listening to politicians. There are undoubtedly errors and peculations enough in governmental affairs, but to base all busi-ness success upon their correction would be ridiculous. The enterprise, energy and in-telligence of the people of this country can be relied upon to correct public evils, and busi-ness need not suffer in consequence.

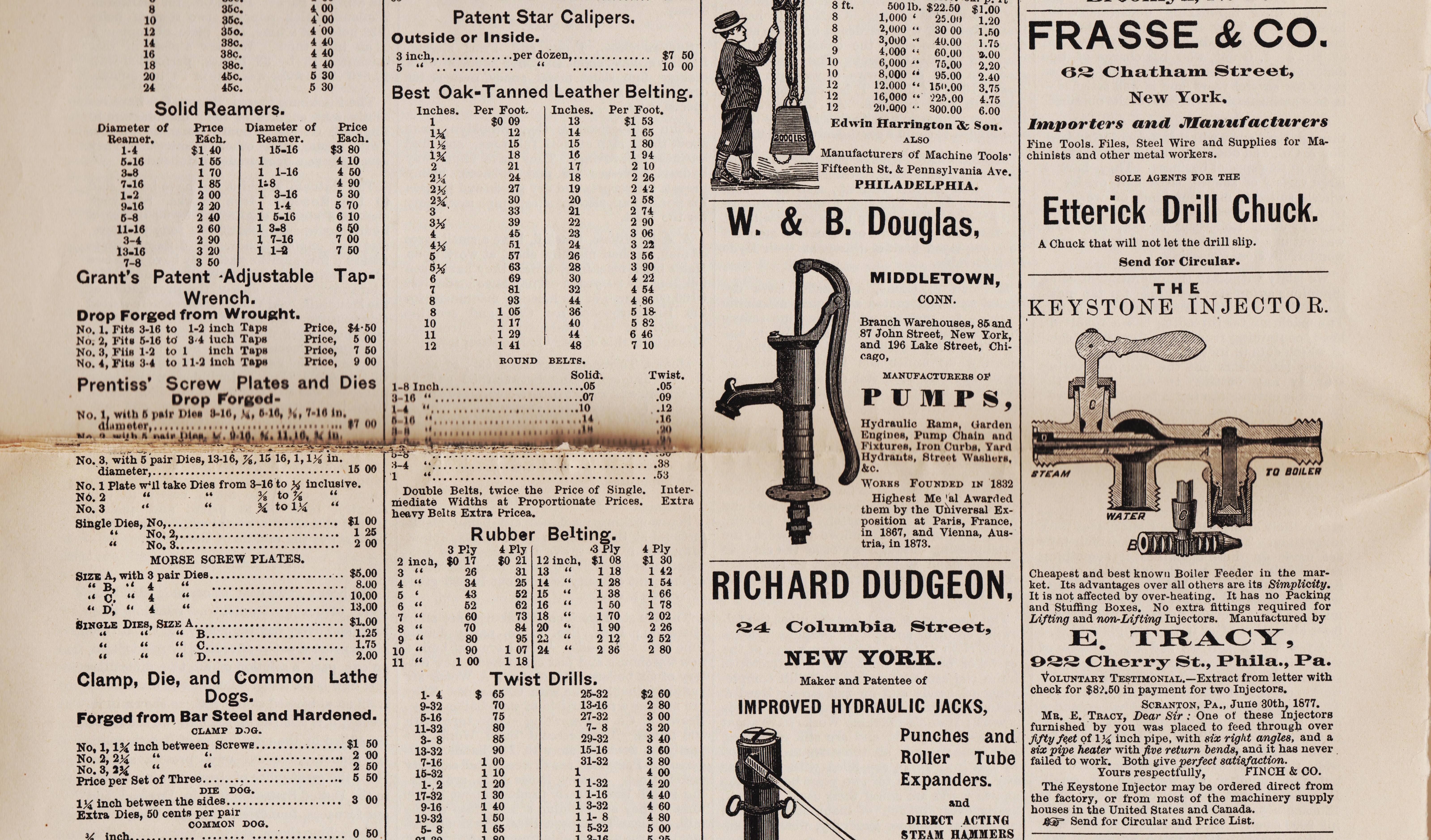

MARCH 15, 1877 AMERICAN MACHINIST page 11 correct
pg11 fix text
November, 1877 AMERICAN MACHINIST. 11
Address P.-0. Box 2187. PIERSON • 'Office, Office, 24 Broadway, IL Y. Established 1 '190. IMPORTERS AND DEALERS IN IRON AND STEEL OF EVERY DESCRIPTION,
Warehouse, 24 and 26 Broadway and 77 and 79 New Street, 'Mew Pork City, Jrovember 20, 1877. TERMS NET CASH IN 20 DAYS. PRICES SUBJECT TO MARKET CHANCES WITHOUT NOTICE. COMMON IRON. 1x$to6x1Flat -14 to 6 x and and 154 Flat, -1 and 18 x 4 and Flat, and 2 Round and Square, -1,1 and -H- " and log REFINED IRON. 1 x 8 to 6 x 1 Flat, -1 to 6 x 4 and -fad Flat, to 2 Round and Square, 21,-, to 214- " 44 3 to 34 " 3$ to 4 " 48to42 " 48 to 5 PRICE PER LB. 1-6- 1196 1 -Po - 116 2 2 2120 2 2126 2--14-(3 2i 3 31.36 RODS, ROUND AND SQUARE. 2116- 2-f2;-0- 2180 2 0 2186 3116 4-10 8&16 2&1616 4 16 Ovals, Half Oval & Half Rounds. 20 2180 3 31 310 to 2 8& -H 21 -196 A BAND. 1 to 6 x pi-3 to No. 12 HOOP. 5180 40 3180 3146 30 20 2;0 a 2 -6- 1.1-f 1-14 & up'ds 8 Norway Bar Iron, - " Shapes, - Nail Rods, P. & Co., 6c., or U. B. Angle Iron, - -Tee Iron, - Sheet Iron Common, Boiler Plate, -Best Flange, -EXTRA REFINED IRON. Equal to H. B. & S. B. B. H. BAG-NALL'S or L. W. Ordinary Sizes. ROUND AND SQUARE. to 2 in. - - -FLATS. - - 1 x g to 6 x 1, - c. 5 6 6i 2i 3 -101 Extras same as Refined. Price per lb.
ULSTER BEST IRON.
PIERSON & CO., keep in Stock a full as-sortment of this well known extra brand. Ordinary Sizes. Price per lb. to 2 Round and Square, 1. x 3- to 44 x 1, Extras on Rounds and Squares. 1 - - 1-36 5-tf and • - 1-116 21, to A - 21 to 3 - - 10 1 0 140 x sand 2 4 and 1 tO 4 1 X and -16, " x 1 to 2 4/ to 6 •g to 1, 4 to 6 14 and -,56, iC itt to 2, 64 to 7 3 to 1, 24 to 3 2-1,, to 2/, 64 to 7 4ands, 1-1, to 2, 34 to 4 2 to 3, Ovals. 10 10 1U 3 to 1 lU 19 - 10 0 and and ff and H 4 k& up. Half Ovals and Half Rounds. 180 2 and _A_ a and 1J,, Ulster Horse Shoe. 7 and up. 3-15a
MISCELLANEOUS.
Special Rates Given On Application. Iron and Steel Rails ; Railroad Chairs and S pikes ; Railroad Fish All plates over 30 feet long, weighing 1000 lbs. or over, subject to special agreement only. These Plates are not Sheared. Edges guaranteed perfectly solid, straight and of uniform width, rendering reshearing unnecessary when exactness is required. Railroad, Drifting, Pall, Coal and Mining Picks of our own manuf STEEL, Foreign and Domestic English Cast Steel, - Spring Steel, - 66 Tire " 64 Toe Calk Steel, -66 Machinery Steel, 66 Bessemer Wire Rods, - 15c 6 6 6 9 br>********************************************************* >br> 10 85c. 12 35o. 14 380. 16 38c. 18 38c. 20 45c. 24 45c. Solid Reamers. Diameter of Reamer. 1-4 5.16 3.8 7.16 1.2 9.16 5-8 11-16 3-4 13.16 7-8 Grant's OO 4 00 4 00 4 40 4 40 4 40 5 30 .5 30 Price Diameter of Each. Reamer. $1 40 15.16 1 55 1 1 70 1 1-16 1 85 1:8 2 00 1 3-16 2 20 1 1.4 2 40 1 5-16 2 60 1 3-8 2 90 1 7-16 320 11-2 3 50 Patent -Adjustable Price Each. $3 80 4 10 4 50 4 90 5 30 5 70 6 10 6 00 7 00 7 50 \ Tap-
Wrench. Drop Forged from Wrought. No. 1. Fite 3-16 to 1-2 inch Taps Price, No. 2, Fits 5-16 to 3,4 inch Taps Price, No. 3, Fite 1-2 to 1 inch Taps Price, No. 4, Fits 3-4 to 11.2 inch Taps Price, $4.50 5 00 7 50 9 00 Prentiss' Screw Plates and Dies Drop rorgod
- N o. wit h 5 pair, Nos 5-15, tt, 0-15, 1h, 7-10 411am otor, ...... ...... . ... • • • • ••• $7 (H) ap h e:i1011. IWO, P4 W. ' 110 t • • II" 1-8 Inch .05 .05 3 -16 " 07 .09 l-4 " , .10 .12 5 III " 4 • 1 4 .16 N Patent Star Calipers. Outside or Inside. 3 inch, per dozen, $7 50 5 " 10 00 Best Oak-Tanned Leather Belting. Inches. 13:‘ 1 2 2;.4 3 ' 3% 4 43 5 5% 7 8 8 10 11 12 Per Foot. $0 09 12 15 18 21 24 27 30 33 39 45 51 57 63 69 81 93 1 05 1 17 1 29 1 41 ROUND Inches. 13 14 15 16 17 18 19 20 21 22 23 24 26 28 30 32 44 36' 40 44 48 Per Foot. $1 53 1 65 1 80 1 94 2 10 2 26 2 42 2 58 2 74 2 90 3 06 3 22 3 56 3 90 4 22 4 54 4 86 5 18• 5 82 6 46 7 10 BELTS. Solid. Twist. 1 ;111 i ' ,-;-- No. 3, with 5 pair Dies, 13-16, N, 15 16, f, fix; in.-6 1 'diameter, 15 00 3-4 " No. 1 Plate w411 take Dies from 3-16 to % inclusive. NO. 2 •• N to % cc Double Belts, twice the Price of Single. No. 3 1 i 44 % to 1,, " mediate Widths at Proportionate Prices. heavy Belts Extra Pricea. Single Dies, No, $1 00 No, 2, 1 25 Rubber Belting. " No. 3 200
MORSE SCREW PLATES.
SIZE A, with 3 pair Dies $5.00 " B, " 4 " 8.00 10.00 13.00 4, 0. 4 44 " 4 " SINGLE DIES, SIZE A di u B it C. it di $1.00 1.25 1.75 2.00 Lathe Clamp, Die, and Common Dogs. Forged from Bar Steel and. Hardened. CLAMP D3G. No, 1, 1% inch between Screws $1 50 No. 2, " . 2 No. 3, 2y,, " 2 50 Price per Set of Three 5 50 DIE DOG. 1Y, inch between the sides 3 00 Extra Dies, 50 cents per pair COMMON DOG. 3/. inch 0 50 2 inc 3 cc 4 " 5 6 8 9 10 11 g ti 41 44 it 44 1- 4 9-32 5-16 11-32 3- 8 13-32 7-16 15-32 1-, 2 17-32 9-16 19-32 5- 8 A4 A A 3 Ply 4 Ply $0 17 $0 21 12 inch, 26 31 13 " 34 25 14 " 43 52 15 " 52 62 16 " 60 73 18 70 84 20 80 95 22, 90 1 07 24 1 00 1 18 Twist Dr $ 65 70 75 80 85 90 1 00 1 10 1 20 1 30 1 40 1 50 1 65 ti di cc 1 0 Ply $1 08 1 18 1 28 1 38 1 50 1 70 1 90 2 12 2 36 ills. 25-32 13-16 27-32 7- 8 29-32 15-16 31-32 1 1 1-32 1 1-16 1 3-32 1 1- 8 1 5-32 1 _1R 8 ft. 8 8 8 9 10 10 12 '12 12 500 lb. $22.50 1,000 25.00 2,000 " 30 00 3,000 40.00 4,000 " 60.00 6,000 " 75.00 8,000 " 95.00 12.000 " 150.00 16,000 '225.00 20,000 300.00 $1.00 1.20 1.50 1.75 2.00 2.20 2.40 3.75 4.75 6.00
Edwin Harrington A:, Son.
ALSO Manufacturers Of Machine Tools' Fifteenth St. & Pennsylvania Ave. PHILADELPHIA. W. & B. Douglas, 38 53 Inter-Extra 4 Ply $1 30 1 42 1 54 1 66 1 78 2 02 2 26 2 52 2 80 $2 60 2 80 3 00 3 20 3 40 3 60 3 80 400 4 20 4 40 4 60 4 80 5 00 K
MIDDLETOWN, CONN.
Branch Warehouses, 85 and 87 John Street, New York, and 196 Lake Street, Chi-cago, MANUFACTURERS OF PUMPS, Hydraulic Rams, thirden Engines, Pump Chain and Fixtures, Iron Curbs, Yard Hydrants, Street Wasiwrs, &c. WORKS FOUNDED IN 1832 Highest Me 'al Awarded them by the Universal Ex-position at Paris, France, in 1867, and Vienna, Aus-tria, in 1873. RICHARD DUDGEON, 24 Columbia Street, NEW YORK. Maker and Patentee of IMPROVED HYDRAULIC JACKS, Punches and. Roller Tube Expanders. and DIRECT ACTING STEAM HAMMERS FRASSE & CO. Chatham Street, New York. Importers and Manufacturers Fine Tools. Files, Steel Wire and Supplies for Ma-chinists and other metal workers. SOLE AGENTS FOR THE Etterick Drill Chuck. A Chuck that will not let the drill slip. Send for Circular.
THE KEYSTONE INJECTOR.
Cheapest and best known Boiler Feeder in the mar-ket. Its advantages over all others are its Simplicity. It is not affected by over-heating. It has no Packing and Stuffing Boxes. No extra fittings required for Lifting and non-Lifting Injectors. Manufactured by JE. 'I'll, AC -1L7 , 922 Cherry St., Phila., Pa. -VOLUNTARY TESTIMONIAL.-Extract from letter with check for $81.50 in payment for two Injectors. SCRANTON, PA., June 30th, 1877. Ma. E. TRACY, Dear Sir : One of these Injectors furnished by you was placed to feed through over fifty feet of 1Y,, inch pipe, with six right angles, and a six pipe heater with five return bends, and it has never failed to work. Both give perfect satisfaction. Yours respectfully, PIN CH & CO. The Keystone Injector may be ordered direct from the factory, or from most of the machinery supply houses in the United States and Canada. IQ" Send for Circular and Price List. br>********************************************************* >br>
L. COES & CO.,
NAToroesirter, - MVIcusgs., Patented November 10, 1863, and February 23, 1864, Re -issued June 1, OUR GENUINE. PA-T 'D - NOWa0,I.8G3. F3 824= LI.SSIJED :ne STRONG AS WARRANTED EQUALLY MANUFACTURERS OF
L. COES'
Genuine Improved A.NI) MECHANICS' Patent SCREW WRENCHES. Taking in view the fact that the larger number of our Wrenches are used by those who require a strong, serviceable tool, rather than one highly finished and more expensive, we have added the MECHANICS to our manufacture. L. COES & CO. HORACE DURRIE & CO., Agents. 97 Chambers and 81 Reade Streets NEW -YORK.
PLUMBAGO-"BLACK-LEAD"-GRAPHITE.
STANDARD UNEQUALLED GRADES PERFECTED EXPRESSLY FOR Crucibles, Stove Polish, Powder, Shot and other Glazing; Foundry Facings, Pencils, Electrotyping, Piano-action, Paint, &c., and for Lubricating Machinery of every description. GRADES FOR SPECIAL USES PREPARED TO ORDER. Hot Journals avoided and Minimum Friction assured by using the original " Perfect Lubricator," (Plumbago of absolute and unequalled purity.) Scientifically Prepared and Tested, showing a Lubricating Power seven to nine times greater than Best Sperm Oil. Sound, Smooth and Perfect Iron or Brass Castings
ASSURED BY USING THE "Founder's Perfect Wash," Vor Dry Sand and Loam Moulds. Iron, Tin and Metal Work permanently protected against rust by using the Unchangeable, Economical, "
PLUMBACO PRESERVATIVE PAINT."
American Graphite Company, No. ,C1-23EF9E-1 SnLi.; NEW YORK, CYRUS BUTLER, PRESIDENT. F. W. POTTER, SECRETARY. Mines and Works, Ticonderoga, N. Y


MARCH 15, 1877 AMERICAN MACHINIST page 12
more
12 AMERICAN MACHINIST. November, 1877.
VICTOR SEWING MACHINE COMPANY, Middletown, Fitchburg Machine Works, MANUFACTURERS OF Machinery and Machinists' Tools, 17, 19 and 21 Main Strut, ***************************************************************************
We also manufacture the 4, VICTOR" CHUCK, which has the commendation of aoconaphatzed with the face, renders it more convenient for the workman than any other, and less liable to be broken. The NTIalicares ACID PUMP AND SIPHON, IS UNRIVALLED IN THE WORLD. It received the highest and only Award for its kind, from the Judges at the Centennial Exposition, Philadelphia, in competition with the world.
Manufacturers Engines AND BOILERS. Combined as in cut to 12 horse power, or entirely independent ALL STYLES AND SIZES , All parts made strictly inter-changeable by use of jigs, gauges and special machinery. Materials warranted first-class. In use everywhere in this and foreign. countries. Large Engines Specially designed for economy sim-plicity and durability. MASS., of 2 to 100 U. S. A. Horse Power. Launch Engines Yacht Engines, Tug-Boat Engines, WITH Steel Boilers. Warranted the best made in the world. Thilegt details and say where Send for p amp you. saw this. Established 1847.
DAVID W. POND,
SUCCESSOR TO LUCIUS W. POND, AMERICAN IRON WORKS.
JONES & LAUGHLINS, PITTSBURGH, PA., MANUFACTURERS OF ****************************
Improved Nichols Acid Pump and Siphon. Patented March 18, 1873, and March 28, 1876. THE NEW. Above engravings give a fair idea of the NICHOLS' ACID PUMP AND SIPHON, for Sulphuric Acid or Oil :Vitriol, as it appears ready for use (the lines showing the carboy). The Pump itself is of heavy glass, entirely enclosed in Iron with substantial Lead Pipes. The oil vitriol comes in contact only with lead and glass. The whole is light, strong and durable. There is no attaching, no disengaging. It is ready as soon as dropped into the carboy for immediate use, and is transferred to another carboy with equal ease. A child can manage it. 'No continuous pumping is required. Once set in motion the acid flows through it until stopped, thus giving safely and quickly any quantity from a wine glass full to the contents of the carboy. Does not im-peril the Carboy. Manufacturers whose attention has been called to the simplicity, cheapness, and adaptedness of the Nichols No. 3 to its work, have been quick to avail themselves of its benefits. A single firm frequently ordering tivo or three at once for one kind of acid, where they had as many carboys on tap. MANUFACTURED BY ACID PUMP AND SIPHON CO., AND FOR SALE BY W. M. B. HAMMOND & CO., AGENTS, 84 Warren Steet, N. Y. City. SUCCESSOR TO LUCIUS W. POND,
Manufacturer of MACHINISTS' TOOLS,
Worcester, - Mass., Kir Send for Catalogue. UU/1160 16MUUniang, PITTSBURGH, PA., MANUFACTURERS OF AMERICAN AND CLAIR
BAR. HOOP, SHEET and PLATE IRON, BRIDGE IRON, ANGLE IRON, PLOW BEAM IRON, GUARD IRON, COAL SCREEN IRON, CUT NAILS and SPIKES, SHIP and BOAT SPIKES, RAILROAD SPIKES, T RAIL, 8, 12, 16, 20, 28, and 40 lbs. to yard, STREET RAIL, 23. 27, 32 and 45 lbs. to yard, TRAM RAILS, punched and countersunk, RAILROAD FISH BARS and BOLTS, COAL PIT CAR WHEELS and AXLES, PATENT COLD ROLLED SHAFTING, PATENT COLD ROLLED PISTON RODS, FINGER BARS and KNIFE BACKS, PULLEYS, HANGERS and COUPLINGS. WAREHOUSE AND OFFICE, Second and Third Ayes, and Try St., BRANCH OFFICES, Nos. 190 to 196 South Canal Street, CHICAGO, ILL. Nos. 133 to 139 West Water Street, MILWAUKEE, WIS.

MARCH 15, 1877 AMERICAN MACHINIST page 13 correct
NEW YORK, 110 Liberty St. CHICAGO, 68 & 70 S. Canal St. Combining all the features of a complete Engine and Turret Lathe, and obviating the necessity of two separate machines. Turrets made to interchange with Compound Rest or Tail Stock, as desired. Write for full particulars to Lodge & Davis Machine Tool Co. BOSTON, WORKS, CINCINNATI, OHIO., U. S. A.
ST. LOUIS, 23 & 25 Purchase St. 823 N. Second St. PITTSBURGH, Market and Water Sts.
Lathes
OUR PAT. RADIAL DRILLS ARE BEST. Good tools produce good work, we use only the finest machinery and employ the most skilled Mechanics, hence, are in position to offer the best Mechanisms to be obtained at a moderate price. ENGINE LATHES. 22" and 24" furnished in lengths of 8, 10, 12, 14, and 16 feet Bed. With all modern Improvements. O ryDRAuktc FORGIN GS WItt4414 GORDON, Worcester, Mass. Address, Dietz, Schumacher & Co. Cincinnati, 0., U. S. A. The Highest Award at the World's Columbian Exposition. in The hop op most usef is thul toole
RIVETT LATHE -MADE BY-
FANEUIL WATCH TOOL CO.. DRILLING AND TAPPING. This machine will accurately and rapidly bore and tap the hubs of pulleys, fly wheels and other work requiring set screws. MACHINE TOOLS FOR THE RAPID PRO-DUCTION OF LATHE WORK. Turret Lathes 12", 15", 16", 21", 22", 30", and 37'. Pulley Lathes 30" (Turns to center), 44" and 6o". Universal Brass worker. Work chucked and taken out without stopping the machine. An immense im-provement over the Fox Monitor. Horizontal and Cylinder Boring Machines. Triple Facing Machines. Valve Machinery.
THE LODGE & SHIPLEY M. T. CO., Cincinnati, Ohio.
BACK VOLUMES OF THE AMERICAN MACHINIST for 1880, '81, '82, '8314151617, '88, '89, a few may be still be had at the regular rate of $3.50 per volume bound, or $2.50 unbound. A few volumes for 1890, 1891 and 1892 are also obtainable at the regular rate of $4.00 per volume bound, or $3.00 unbound. Bound volumes, being too heavy to go by mail, are sent by express or freight as de-sired. Transportation charges payable at destination. Address, AMERICAN MACHINIST, 203 BROADWAY, NEW YORK.
Stover Power Hack Saw and Friction Turret Drill
This Drill is for light, sensitive and rapid drilling. Has greatest power when speed is slow, and is most sensi-tive when speed is high. Power Hack Saw is made in two sizes, No. 1 cuts off metal u p to 4 4 in. No. 2 cuts off metal 6in. x8in. Satisfac-tion guar anteed. Send for circular, ar,dprices. STOVER NOVELTY WORKS, 23 River St. Freeport, Ills. U S. A. FANEUIL WATCH TOOL CO
, BRIGHTON, BOSTON, MASS., U. S. A. Anybody interested, write for particulars. HILL, CLARKE & CO., Selling Agents. Boston, Mass., and Chicago, III., U. S. A. imE Manufacturers and Shippers of Bright Machinery, Tools, Locomotives, Steam Engines, &I STEVENSON BRO. & CO., To learn all about it address 132 South Second St., Philadelphia. I FOR PREVENTING RUST ON BRIGHT SURFACES. Is not only USEFUL but is a NECESSITY to all. BICKFORD DRILL AND TOOL CO
3 PIKE STREET, CINCINNATI, OHIO. BUILDERS OF UPRIGHT, RADIAL, HALF AND FULL 4____Hpht UNIVERSAL RADIAL DRILLS. BORING AND TURNING MILLS.
STEEL CASTINGS
Alb FROM 1 TO 40,000 POUNDS WEIGHT. Of Open Hearth, Chester or Bessemer Steel. True to Pattern. Sound. Solid. CEARINC OF ALL KINDS, CRANK SHAFTS, KNUCKLES FOR CAR COUPLERS. Cross-Heads, Rockers, Piston-Heads, etc., for Locomotives. Steel Castings of Every Description. CHESTER STEEL CASTINGS CO., Works, Chester, Pa. Office, 407 Library St., Philadelphia, Pa. THE VERNON Revolution Counters, Car Fare Registers, & Positive Motion. 1COFFINOILEIGHTON2 SYRACUSE.N.Y 3 MI
16 VOLUMES for 1880, '81,'82, '83 '8415, '86,'87/88,'89, a few may be still be had at the regular rate of $3.50 per volume bound, or $2.50 unbound. A few volumes for 1890, 1891 and 1892 are also obtainable at the regular rate of $4.00 per volume bound, or $3.00 unbound. Bound volumes, being too heavy to go by mail, are sent by express or freight as de-sired. Transportation charges payable at destination. Address, AMERICAN MACHINIST, 203 BROADWAY, - NEW YORK. THE BEST WORKMEN ARE USING QROBET SWISS FILES. MONTGOMERY & CO., 105 FULTON STREET, NEW YORK CITY.
Stover Power Hack Saw and Friction Turret Drill
This Drill is for light, sensitive and rapid drilling. Has greatest power when speed is slow, and is most sensitive when speed is high. Power Hack Saw is made in two sizes, No. 1 cuts off metal u p to &t in. No. 2 cuts off metal 6 in. x 8 in. Satisfaction guar anteed. Send for circular, abdprices. STOVER NOVELTY WORKS, 23 River St. Freeport, Ills. if S. A. MARKING MACHINE, For rolling trade-marks on flat or round Iron or Steel surfaces. Used by Cutlery, Pistol, Twist Drill, Wrench, and many other mh,s. 200 in use. Read up. Catalogue "B" free.
DWIGHT SLATE MACHINE CO., HARTFORD, CONN. GIAAAR UTTIN UTTIN UTTIN UTTIN EA
LELAND FAULCONER & NORTON CO, Detroit, Mich.
UNIVERSAL RADIAL DRILLS.
BORING AND TURNING MILLS.
STEEL CASTINGS

MARCH 15, 1877 AMERICAN MACHINIST page 14 correct
NOT NOT-- NEW YORK, 110 Liberty St. CHICAGO, 68 & 70 S. Canal St. Combining all the features of a complete Engine and Turret Lathe, and obviating the necessity of two separate machines. Turrets made to interchange with Compound Rest or Tail Stock, as desired. Write for full particulars to Lodge & Davis Machine Tool Co. LELAND FAULCONER & NORTON CO, Detroit, Mich.
UNIVERSAL RADIAL DRILLS.
BORING AND TURNING MILLS.
STEEL CASTINGS


MARCH 15, 1877 AMERICAN MACHINIST page 15 correct
NEW YORK, 110 Liberty St. CHICAGO, 68 & 70 S. Canal St. Combining all the features of a complete Engine and Turret Lathe, and obviating the necessity of two separate machines. Turrets made to interchange with Compound Rest or Tail Stock, as desired. Write for full particulars to Lodge & Davis Machine Tool Co. BOSTON, WORKS, CINCINNATI, OHIO., U. S. A.
ST. LOUIS, 23 & 25 Purchase St. 823 N. Second St. PITTSBURGH, Market and Water Sts.
LELAND FAULCONER & NORTON CO, Detroit, Mich.
UNIVERSAL RADIAL DRILLS.
BORING AND TURNING MILLS.
STEEL CASTINGS

MARCH 15, 1877 AMERICAN MACHINIST page 16 correct
not NEW YORK, 110 Liberty St. CHICAGO, 68 & 70 S. Canal St. Combining all the features of a complete Engine and Turret Lathe, and obviating the necessity of two separate machines. Turrets made to interchange with Compound Rest or Tail Stock, as desired. Write for full particulars to Lodge & Davis Machine Tool Co. BOSTON, WORKS, CINCINNATI, OHIO., U. S. A.
ST. LOUIS, 23 & 25 Purchase St. 823 N. Second St. PITTSBURGH, Market and Water Sts.
Lathes
OUR PAT. RADIAL DRILLS ARE BEST.
href
href
pg 14
LETS GO AMERICAN MACHINIST-Section Vol. 56, No. 1
LET'S START RIGHT NOW!
.
LET'S START RIGHT NOW
To do those things necessary to bring conditions back to normal. We've faced business stag- nation long
enough now to know what it means; so let's go- let's get started on the right track again. This business de-
depression will last just as long as the people of this country sit back and wait for something to
happen-we've got to make things happen.
We can accomplish nothing by waiting for the other fellow to start something-the chances are he is sitting
back waiting for us. We've simply got to realize that it is up to everyone to do his share, and there never
was a better time than right now to start the ball a'rolling.
Then there is another and probably a much more threatening angle to the situation. The period of
prosperity just passed has witnessed a tremendous over-expansion in practically every industry, not only
in this country, but throughout the entire civilized world. `As a consequence, today, and likely for many
years to come, the facilities for production will be greater than the powers of absorption-which means the
keenest kind of competition and the weeding out of the less stable and less progressive concerns in
each industry. Business houses today are fighting for their very existence, and those who survive will be
the ones that start now to reduce their costs and better their methods, in order to meet the keenest
competition on a fair basis. ~
How should we begin? Where should we start?
If every manufacturer in the metal working industry would start by putting his own house in order, by
replacing his old worn'-out tools with new and better machines, by weeding out bis obsolete equipment,
and installing more modern, more profitable equipment in its place, the first thing you know, we would
have better business, things would begin to move again, and industry once more would "hit the trailof
progress. We, The American Tool Works Company, have already started. Since Jan. 1921, we have weeded
out of our own plant, eighty-three machines of different kinds, and are now replacing them with the latest
and most modern tools. By this we have provided business for the foundries, orders for the steel mills,
and work for a number of men-in other words, we have gone into action in our own plant.
If you will do the same in yours, the other fellow the same in his, and so on, ad infinitum, this country
would soon forget that there was a business depression, a readjustment period or a deflation spasm. It is
up to every one of us to put our shoulder to the wheel, so let's go-a slang expression -yes-but chuck full
of meaning and good advice.
The American Tool Works Co.
Cinncinatti, Ohio, U. S. A.
LATHES PLANERS--SHAPERS RADIALS
This is the 6rst of a series of cost reducing advertisements. The president of every metal Fabricating
plant in this country should read each and every one of these advertisements, and then refer them to
his manager, CEO or superintendent.
top top sky pic top size
LETS GO AMERICAN MACHINIST-Section Vol. 56, No. 1
LET'S START RIGHT NOW!
.
LET'S START RIGHT NOW
To do those things necessary to bring conditions back to normal. We've faced business stag- nation long
enough now to know what it means; so let's go- let's get started on the right track again. This business de-
depression will last just as long as the people of this country sit back and wait for something to
happen-we've got to make things happen.
We can accomplish nothing by waiting for the other fellow to start something-the chances are he is sitting
back waiting for us. We've simply got to realize that it is up to everyone to do his share, and there never
was a better time than right now to start the ball a'rolling.
Then there is another and probably a much more threatening angle to the situation. The period of
prosperity just passed has witnessed a tremendous over-expansion in practically every industry, not only
in this country, but throughout the entire civilized world. `As a consequence, today, and likely for many
years to come, the facilities for production will be greater than the powers of absorption-which means the
keenest kind of competition and the weeding out of the less stable and less progressive concerns in
each industry. Business houses today are fighting for their very existence, and those who survive will be
the ones that start now to reduce their costs and better their methods, in order to meet the keenest
competition on a fair basis. ~
How should we begin? Where should we start?
If every manufacturer in the metal working industry would start by putting his own house in order, by
replacing his old worn'-out tools with new and better machines, by weeding out bis obsolete equipment,
and installing more modern, more profitable equipment in its place, the first thing you know, we would
have better business, things would begin to move again, and industry once more would "hit the trailof
progress. We, The American Tool Works Company, have already started. Since Jan. 1921, we have weeded
out of our own plant, eighty-three machines of different kinds, and are now replacing them with the latest
and most modern tools. By this we have provided business for the foundries, orders for the steel mills,
and work for a number of men-in other words, we have gone into action in our own plant.
If you will do the same in yours, the other fellow the same in his, and so on, ad infinitum, this country
would soon forget that there was a business depression, a readjustment period or a deflation spasm. It is
up to every one of us to put our shoulder to the wheel, so let's go-a slang expression -yes-but chuck full
of meaning and good advice.
The American Tool Works Co.
Cinncinatti, Ohio, U. S. A.
LATHES PLANERS--SHAPERS RADIALS
This is the 6rst of a series of cost reducing advertisements. The president of every metal Fabricating
plant in this country should read each and every one of these advertisements, and then refer them to
his manager, CEO or superintendent.
href
1889 pg 16 bot
href
52
AMERICAN MACHINIST
can be cut to run as smoothly as small gears