
American Machinist Magazine Oct-20-1938.html 83 years ago...
They even look look they went thru the War. ..
The pre WWIl Years, 1937
The-1938--Automoble-Show-Chevrolet-Nash Chevy-Hudson-New-Production-Machines https://worldhistoryproject.org/1938
https://antiquemachinery.com/images-2021/American-Machinist-1944-April-7-pg-cover-pg-60-e-50per-Turning-Trunnion-big-Gun-155mm-maybe.jpeg
https://antiquemachinery.com/images-2021/American-Machinist-1944-April-7-pg-cover-pg-60-e-50per-Turning-Trunnion-big-Gun-155mm-maybe.jpeg
https://antiquemachinery.com/images-1944/American-Machinist-1944-April-7-pg-55.jpg-50per.jpg
i st half DP pic
They even look look they went thru the War. ..
The pre WWIl Years, 1937
The-1938--Automoble-Show-Chevrolet-Nash Chevy-Hudson-New-Production-Machines https://worldhistoryproject.org/1938

Page 10-11 AMERICAN MACHINIST 1937
READY FOR ACTION ... QUICK CLE SUN SPIRIT speeds cleaning of precision plane parts To help speed his production, one manufacturer of aircraft parts has been using Sun Spirits for cleaning throughout the plant. This modern, pure petroleura solvent meets the needs for the majority of cleaning operations because it is: Fast ...always ready for use no mixing or heating. Thoroughly efficient—leaves parts sparkling clean — ready for Economical— because it's long lasting • . . easily reclaimed. the next process. Safe— approved by National Board of Fire Underwriters for in helpful, factual information on metal cleaning, write for your dustrial use. free copy of "Case Histories of Cleaning Up War Parts." SUN O COMPANY • Philadelphia 3, Pa. IL - Limited, Toronto, Sun Oil Company, Canada E'Slitioccv> SUNINDUSTRIAL PRODUCTS HELPING INDUSTRY HELP AMERICA
.
i st half DP pic
READY FOR ACTION ... QUICK CLE SUN SPIRIT speeds cleaning of precision plane parts To help speed his production, one manufacturer of aircraft parts has been using Sun Spirits for cleaning throughout the plant. This modern, pure petroleura solvent meets the needs for the majority of cleaning operations because it is: Fast ...always ready for use no mixing or heating. Thoroughly efficient—leaves parts sparkling clean — ready for Economical— because it's long lasting • . . easily reclaimed. the next process. Safe— approved by National Board of Fire Underwriters for in helpful, factual information on metal cleaning, write for your dustrial use. free copy of "Case Histories of Cleaning Up War Parts." SUN O COMPANY • Philadelphia 3, Pa. IL - Limited, Toronto, Sun Oil Company, Canada E'Slitioccv> SUNINDUSTRIAL PRODUCTS HELPING INDUSTRY HELP AMERICA
.

page 18-------988 AMERICAN MACHINIST, October 20, 1937
988 AMERICAN MACHINIST, October 20, 1937 Shipyard Slotter
Shipyard Slotter Warren & Whitney, Nashua, N. H
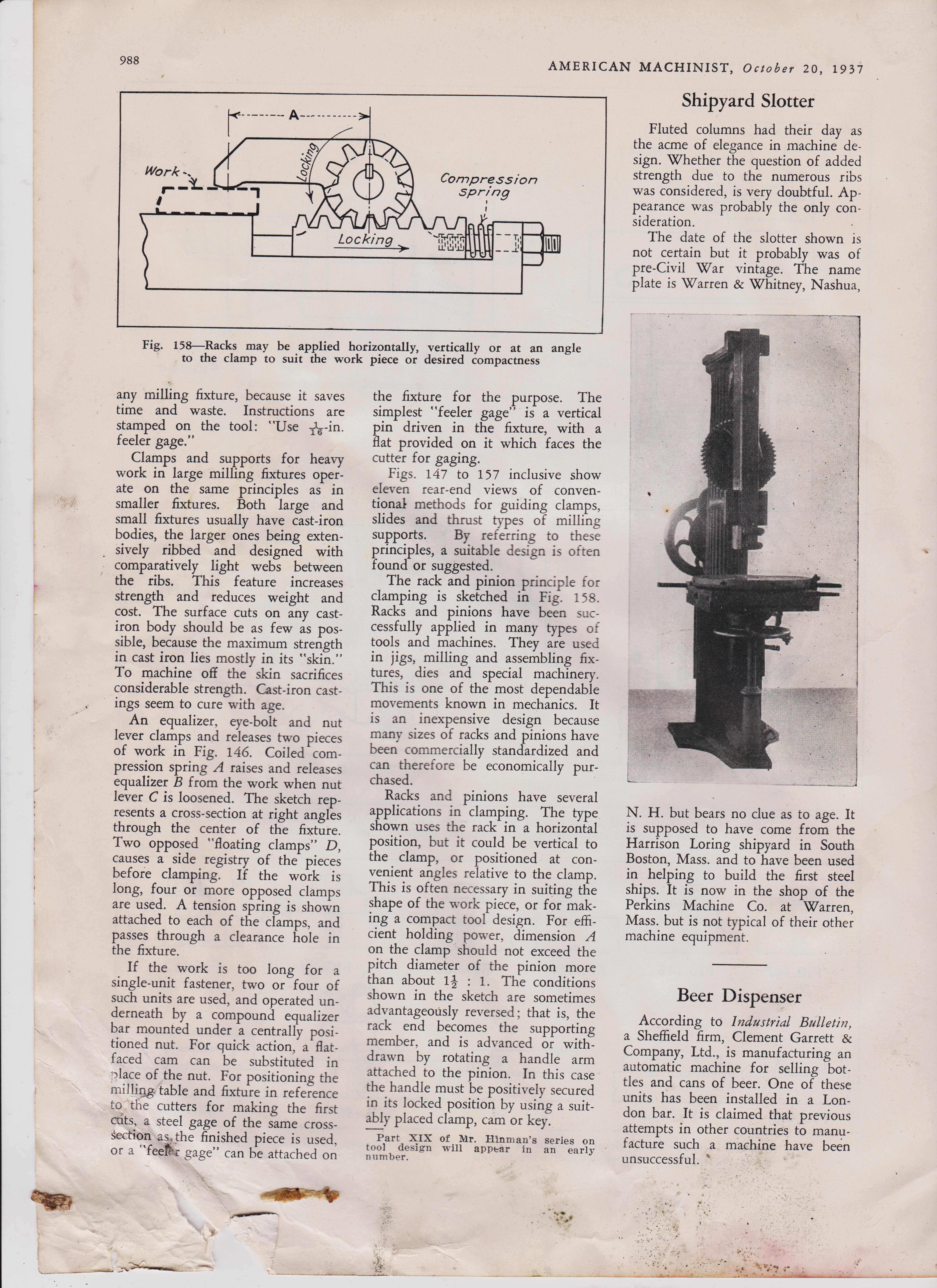
Fluted columns had their day as the acme of elegance in machine de-sign. Whether the question of added strength due to the numerous ribs was considered, is very doubtful. Ap-pearance was probably the only con-sideration. -The date of the slotter shown is not certain but it probably was of pre-Civil War vintage. The name plate is Warren & Whitney, Nashua, N. H. but bears no clue as to age. It is supposed to have come from the Harrison Loring shipyard in South Boston, Mass. and to have been used in helping to build the first steel ships. It is now in the shop of the Perkins Machine Co. at Warren, Mass. but is not typical of their other machine equipment.
Page 16-17
16 Buying”AMERICAN MACHINIST-Section Vol. 46, No.- 10
Exclusive Features of the Helical Gear Shaper
A MANUFACTURING MACHINE
taking advantage of the simplification and directness made possible by manufacturing design. A GENERATING CUTTER
ground to shape after hardening. All errors due to heat treatment and to hand-and-eye-copying processes are eliminated.
A HELIX MOTION
applied directly to the cutter spindle without complication, and without connection with the feed, index1ing or any other mechanism of the machine. It is not changed when changing the feed or number of teeth in the gear being cut.
A HELIX MOTION
that is at once direct, accurate, rigid and durable.
The HELIX ANGLE
is fixed and invariable. (there is a physical Adaptorplate added to the machine to rotate the cutter as it travels I have one The Webmaster) There is no possibility of error.
The gears shown are 7gears cut at one setting.
March 8, 1917 Buying”AMERICAN MACHINIST-Section pg 17
Right Off the Machine Ready to Run
There were no "ifs" about it, they simply had to have helical gears in the plant in which the gears shown on the opposite page are made. It seems, too, they had to run up against all sorts of trouble in cutting them. The gears never came off the machines they were formerly using accurate enough to be run without a lot of expensive fussing over them also with-out numerous rejections in assembling and testing.
Now, they use Helical Gear Shapers and their worries are ended”really ended. The gears cut on the Helical Gear Shaper come right off the machine ready for service. Give credit for this accuracy to the two outstanding features of the Helical Gear Shaper: First, the helix angle is absolutely fixed”Second, the helical cutter is ground after hardening.
We have a special Catalog on the Helical Gear Shaper which will be sent you on request. It gives the complete details of the machine and the method.
THE FELLOWS GEAR SHAPER CO. SPRINGFIELD, VERMONT, U. S. A.
.
i str half DP pic
988 AMERICAN MACHINIST, October 20, 1937 Shipyard Slotter
Shipyard Slotter Warren & Whitney, Nashua, N. H
Fluted columns had their day as the acme of elegance in machine de-sign. Whether the question of added strength due to the numerous ribs was considered, is very doubtful. Ap-pearance was probably the only con-sideration. -The date of the slotter shown is not certain but it probably was of pre-Civil War vintage. The name plate is Warren & Whitney, Nashua, N. H. but bears no clue as to age. It is supposed to have come from the Harrison Loring shipyard in South Boston, Mass. and to have been used in helping to build the first steel ships. It is now in the shop of the Perkins Machine Co. at Warren, Mass. but is not typical of their other machine equipment.
Page 16-17
16 Buying”AMERICAN MACHINIST-Section Vol. 46, No.- 10
Exclusive Features of the Helical Gear Shaper
A MANUFACTURING MACHINE
taking advantage of the simplification and directness made possible by manufacturing design. A GENERATING CUTTER
ground to shape after hardening. All errors due to heat treatment and to hand-and-eye-copying processes are eliminated.
A HELIX MOTION
applied directly to the cutter spindle without complication, and without connection with the feed, index1ing or any other mechanism of the machine. It is not changed when changing the feed or number of teeth in the gear being cut.
A HELIX MOTION
that is at once direct, accurate, rigid and durable.
The HELIX ANGLE
is fixed and invariable. (there is a physical Adaptorplate added to the machine to rotate the cutter as it travels I have one The Webmaster) There is no possibility of error.
The gears shown are 7gears cut at one setting.
March 8, 1917 Buying”AMERICAN MACHINIST-Section pg 17
Right Off the Machine Ready to Run
There were no "ifs" about it, they simply had to have helical gears in the plant in which the gears shown on the opposite page are made. It seems, too, they had to run up against all sorts of trouble in cutting them. The gears never came off the machines they were formerly using accurate enough to be run without a lot of expensive fussing over them also with-out numerous rejections in assembling and testing.
Now, they use Helical Gear Shapers and their worries are ended”really ended. The gears cut on the Helical Gear Shaper come right off the machine ready for service. Give credit for this accuracy to the two outstanding features of the Helical Gear Shaper: First, the helix angle is absolutely fixed”Second, the helical cutter is ground after hardening.
We have a special Catalog on the Helical Gear Shaper which will be sent you on request. It gives the complete details of the machine and the method.
THE FELLOWS GEAR SHAPER CO. SPRINGFIELD, VERMONT, U. S. A.
.

page 988 AMERICAN MACHINIST, October 20, 1937
988 AMERICAN MACHINIST, October 20, 1937 Shipyard Slotter
Shipyard Slotter
Fluted columns had their day as the acme of elegance in machine de-sign. Whether the question of added strength due to the numerous ribs was considered, is very doubtful. Ap-pearance was probably the only con-sideration. -The date of the slotter shown is not certain but it probably was of pre-Civil War vintage. The name plate is Warren & Whitney, Nashua, N. H. but bears no clue as to age. It is supposed to have come from the Harrison Loring shipyard in South Boston, Mass. and to have been used in helping to build the first steel ships. It is now in the shop of the Perkins Machine Co. at Warren, Mass. but is not typical of their other machine equipment.
Work -, ts Fig. 158
—Racks may be applied horizontally, vertically or at an angle to the clamp to suit the work piece or desired compactness any milling milling fixture, because it saves time and waste. Instructions are stamped on the tool: "Use feeler gage." Clamps and supports for heavy work in large milling fixtures operate on the same principles as in smaller fixtures. Both large and small fixtures usually have cast-iron bodies, the larger ones being extensively ribbed and designed with comparatively light webs between the ribs. This feature increases strength and reduces weight and cost. The surface cuts on any cast-iron body should be as few as pos-sible, because the maximum strength in cast iron lies mostly in its "skin." To machine off the skin sacrifices considerable strength. Cast-iron cast-ings seem to cure with age. An equalizer, eye-bolt and nut lever clamps and releases two pieces of work in Fig. 146. Coiled corn-pression spring A raises and releases equalizer B from the work when nut lever C is loosened. The sketch rep-resents a cross-section at right angles through the center of the fixture. Two opposed "floating clamps" D, causes a side registry of the pieces before clamping. If the work is long, four or more opposed clamps are used. A tension spring is shown attached to each of the clamps, and passes through a clearance hole in the fixture. If the work is too long for a single-unit fastener, two or four of such units are used, and operated un-derneath by a compound equalizer bar mounted under a centrally posi-tioned nut. For quick action, a flat-faced cam can be substituted in -)lace of the nut. For positioning the milling table and fixture in reference to the cutters for making the first cats, a steel gage of the same cross-section as, the finished piece is used, or a "feel gage" can be attached on doeire,ip the fixture for the purpose. The simplest "feeler gage' is a vertical pin driven in the fixture, with a flat provided on it which faces the cutter for gaging. Figs. 147 to 157 inclusive show eleven rear-end views of conven-tional methods for guiding clamps, slides and thrust types of milling supports. By referring to these principles, a suitable design is often found or suggested. The rack and pinion principle for clamping is sketched in Fig. 158. Racks and pinions have been suc-cessfully applied in many types of tools and machines. They are used in jigs, milling and assembling fix-tures, dies and special machinery. This is one of the most dependable movements known in mechanics. It is an inexpensive design because many sizes of racks and pinions have been commercially standardized and can therefore be economically pur-chased. Racks and pinions have several applications in clamping. The type shown uses the rack in a horizontal position, but it could be vertical to the clamp, or positioned at con-venient angles relative to the clamp. This is often necessary in suiting the shape of the work piece, or for mak-ing a compact tool design. For effi-cient holding power, dimension A on the clamp should not exceed the pitch diameter of the pinion more than about 11 : 1. The conditions shown in the sketch are sometimes advantageously reversed ; that is, the rack end becomes the supporting member, and is advanced or with-drawn by rotating a handle arm attached to the pinion. In this case the handle must be positively secured in its locked position by using a suit-ably placed clamp, cam or key. Part XIX of Mr. Hinman's series on tool design will apiA.ar in an early n umber.
Beer Dispenser
According to Industrial Bulletin, a Sheffield firm, Clement Garrett & Company, Ltd., is manufacturing an automatic machine for selling bot-tles and cans of beer. One of these units has been installed in a Lon-don bar. It is claimed that previous attempts in other countries to manu-facture such a machine have been unsuccessful.
https://antiquemachinery.com/images-1938/American-Machinist-Oct-20-1937-pg-490-The-1938--Automoble-Show-Chevrolet-New-production-methods.jpeg
https://antiquemachinery.com/images-1938/American-Machinist-Oct-20-1937-pg-475-The-1938--Automoble-Show-1938-Nash-New-production-methods.jpeg
988 AMERICAN MACHINIST, October 20, 1937 Shipyard Slotter
Shipyard Slotter
Fluted columns had their day as the acme of elegance in machine de-sign. Whether the question of added strength due to the numerous ribs was considered, is very doubtful. Ap-pearance was probably the only con-sideration. -The date of the slotter shown is not certain but it probably was of pre-Civil War vintage. The name plate is Warren & Whitney, Nashua, N. H. but bears no clue as to age. It is supposed to have come from the Harrison Loring shipyard in South Boston, Mass. and to have been used in helping to build the first steel ships. It is now in the shop of the Perkins Machine Co. at Warren, Mass. but is not typical of their other machine equipment.
Work -, ts Fig. 158
—Racks may be applied horizontally, vertically or at an angle to the clamp to suit the work piece or desired compactness any milling milling fixture, because it saves time and waste. Instructions are stamped on the tool: "Use feeler gage." Clamps and supports for heavy work in large milling fixtures operate on the same principles as in smaller fixtures. Both large and small fixtures usually have cast-iron bodies, the larger ones being extensively ribbed and designed with comparatively light webs between the ribs. This feature increases strength and reduces weight and cost. The surface cuts on any cast-iron body should be as few as pos-sible, because the maximum strength in cast iron lies mostly in its "skin." To machine off the skin sacrifices considerable strength. Cast-iron cast-ings seem to cure with age. An equalizer, eye-bolt and nut lever clamps and releases two pieces of work in Fig. 146. Coiled corn-pression spring A raises and releases equalizer B from the work when nut lever C is loosened. The sketch rep-resents a cross-section at right angles through the center of the fixture. Two opposed "floating clamps" D, causes a side registry of the pieces before clamping. If the work is long, four or more opposed clamps are used. A tension spring is shown attached to each of the clamps, and passes through a clearance hole in the fixture. If the work is too long for a single-unit fastener, two or four of such units are used, and operated un-derneath by a compound equalizer bar mounted under a centrally posi-tioned nut. For quick action, a flat-faced cam can be substituted in -)lace of the nut. For positioning the milling table and fixture in reference to the cutters for making the first cats, a steel gage of the same cross-section as, the finished piece is used, or a "feel gage" can be attached on doeire,ip the fixture for the purpose. The simplest "feeler gage' is a vertical pin driven in the fixture, with a flat provided on it which faces the cutter for gaging. Figs. 147 to 157 inclusive show eleven rear-end views of conven-tional methods for guiding clamps, slides and thrust types of milling supports. By referring to these principles, a suitable design is often found or suggested. The rack and pinion principle for clamping is sketched in Fig. 158. Racks and pinions have been suc-cessfully applied in many types of tools and machines. They are used in jigs, milling and assembling fix-tures, dies and special machinery. This is one of the most dependable movements known in mechanics. It is an inexpensive design because many sizes of racks and pinions have been commercially standardized and can therefore be economically pur-chased. Racks and pinions have several applications in clamping. The type shown uses the rack in a horizontal position, but it could be vertical to the clamp, or positioned at con-venient angles relative to the clamp. This is often necessary in suiting the shape of the work piece, or for mak-ing a compact tool design. For effi-cient holding power, dimension A on the clamp should not exceed the pitch diameter of the pinion more than about 11 : 1. The conditions shown in the sketch are sometimes advantageously reversed ; that is, the rack end becomes the supporting member, and is advanced or with-drawn by rotating a handle arm attached to the pinion. In this case the handle must be positively secured in its locked position by using a suit-ably placed clamp, cam or key. Part XIX of Mr. Hinman's series on tool design will apiA.ar in an early n umber.
Beer Dispenser
According to Industrial Bulletin, a Sheffield firm, Clement Garrett & Company, Ltd., is manufacturing an automatic machine for selling bot-tles and cans of beer. One of these units has been installed in a Lon-don bar. It is claimed that previous attempts in other countries to manu-facture such a machine have been unsuccessful.

test pg 3
pg 89 1912
car show e104text
l
https://antiquemachinery.com/images-1938/American-Machinist-Oct-20-1937-pg-490-The-1938--Automoble-Show-Chevrolet-New-production-methods.jpeg
https://antiquemachinery.com/images-1938/American-Machinist-Oct-20-1937-pg-475-The-1938--Automoble-Show-1938-Nash-New-production-methods.jpeg
https://antiquemachinery.com/images-1938/American-Machinist-Oct-20-1937-pg-490-The-1938--Automoble-Show-Chevrolet-New-production-methods.jpeg
pg 89 1912
car show e104text
l


test pg 3
The Car Show 1938
The Car Show 1938
A Sunstrand milling machine is pre-pared to take finishing cuts on carburetor intake manifolds
Vents of two intake manifolds are counter-bored at one time in this Foote-Burt machine
DURING the past year Chevrolet Motor Division of General Motors has spent millions on new equipment to modernize its factories and increase its output. It has installed much new equipment in its various manufacturing departments for the '38 season. A huge plant at Buffalo which is expected to enlarge the company's capacity of motors and axles some 1200 units a day is being rushed to completion.
This new welding machine at the gear and axle plant at Detroit performs six welding opera-tions at the same time. The rear axle housing rotates on the machine to permit welding of six spring seat flanges
STUDEBAKER,
having just closed one of the best years in its history, has made a capital outlay of around $3,500,000 in preparation for a big year in 1938.
About $1,000,000 represents new equipment, much of which has been put into the motor machine shop. In some cases, this equipment duplicates that already in the shop and has been installed chiefly in the cylinder block, crankshaft and connecting rod lines. The machine shop capacity is being brought up to a basis of 60 units an hour. Bearing radius and all finished surfaces of the bearing caps are rough finished on this Cincinnati vertical hydraulic broach
An Ingersoll five-way machine (above) drills distributor hole and oil pump hole in the cylinder block. A Sunstrand special machine (left) mills the chuck driving spots on the crankshafts
The Car Show 1938
The Car Show 1938
A Sunstrand milling machine is pre-pared to take finishing cuts on carburetor intake manifolds
Vents of two intake manifolds are counter-bored at one time in this Foote-Burt machine
DURING the past year Chevrolet Motor Division of General Motors has spent millions on new equipment to modernize its factories and increase its output. It has installed much new equipment in its various manufacturing departments for the '38 season. A huge plant at Buffalo which is expected to enlarge the company's capacity of motors and axles some 1200 units a day is being rushed to completion.
This new welding machine at the gear and axle plant at Detroit performs six welding opera-tions at the same time. The rear axle housing rotates on the machine to permit welding of six spring seat flanges
STUDEBAKER,
having just closed one of the best years in its history, has made a capital outlay of around $3,500,000 in preparation for a big year in 1938.
About $1,000,000 represents new equipment, much of which has been put into the motor machine shop. In some cases, this equipment duplicates that already in the shop and has been installed chiefly in the cylinder block, crankshaft and connecting rod lines. The machine shop capacity is being brought up to a basis of 60 units an hour. Bearing radius and all finished surfaces of the bearing caps are rough finished on this Cincinnati vertical hydraulic broach
An Ingersoll five-way machine (above) drills distributor hole and oil pump hole in the cylinder block. A Sunstrand special machine (left) mills the chuck driving spots on the crankshafts


AMERICAN MACHINIST
car show
PLYMOUTH
is going into its tenth anniversary line of cars with 25 per cent greater capacity than any other single assembly plant in the world. It has further modern-ized its equipment to produce auto-motive parts of the highest quality. Works manager E. S. Chapman and master mechanic Otto Franke inspect some of the new equipment.
Above, this diamond boring machine is accurate to 0.0003 in., is set up in a temperature controlled room. It is used to bore the wrist pin hole in the pistons. Fixture and machine are hydraulically operated. Left, the wrist pin holes at the small end of the connecting rod are drilled in this continuous rotary drilling machine which with its weight of fifteen tons makes it biggest ever
Left, all the brake-cylinders for each wheel are diamond-bored. Two-step diamond bor-ing of the brake-cylinders for each wheel is done in this machine to allow the fit of two separate pistons of different size. Hy-draulic clamps hold the cylinder durir g to operation. Above, a cat's paw behincl, the cutter gives the boring bar increased rigidit for finish-boring the inside surfaces of cylin-ders in this precision machine
PLYMOUTH
is going into its tenth anniversary line of cars with 25 per cent greater capacity than any other single assembly plant in the world. It has further modern-ized its equipment to produce auto-motive parts of the highest quality. Works manager E. S. Chapman and master mechanic Otto Franke inspect some of the new equipment.
Above, this diamond boring machine is accurate to 0.0003 in., is set up in a temperature controlled room. It is used to bore the wrist pin hole in the pistons. Fixture and machine are hydraulically operated. Left, the wrist pin holes at the small end of the connecting rod are drilled in this continuous rotary drilling machine which with its weight of fifteen tons makes it biggest ever
Left, all the brake-cylinders for each wheel are diamond-bored. Two-step diamond bor-ing of the brake-cylinders for each wheel is done in this machine to allow the fit of two separate pistons of different size. Hy-draulic clamps hold the cylinder durir g to operation. Above, a cat's paw behincl, the cutter gives the boring bar increased rigidit for finish-boring the inside surfaces of cylin-ders in this precision machine

AMERICAN MACHINIST
October 4, 1912. page 12
Selling--AMERICAN MACHINIST-Section Vol. 36, No. 25
Management How The Flat Turret Lathe
Line Between Excessive
The dividing line between excessive and insufficient stock must be drawn in each individual case. The amount of capital tied up in raw material, supplies, stock in process and finished product should not be greater than that which is necessary to get the greatest output per dollar of investment. There should be a constant supply of material throughout the entire work. The stock in process should flow through the plant in a rapid, thin stream, but with no greater quantity than absolutely necessary to insure a steady supply for all the workers, including assembling and selling workers. Yet, in spite of these true economic principles, there are many plants whose buildings and immense stock • carried represents three times the necessary investment. In these plants capital is often tied up in ways that actually throttle the output of the entire business. Furthermore, this is frequently done by increasing the portion of the investment that is irrevocably tied to the existing product, thus not only reducing the earning power of each dollar invested, but also increasing the hazard by tying the capital to the present product, which soon may be unsuited to the market demand. One of the most common errors in this respect is the one that regards the reduction of the labor cost as the paramount consideration. While the net cost per piece is natur-ally an important element it should neither eclipse the question of profit per dollar invested, nor the risk of the capital tied up. For what is the gain if the means for reduction of the net labor cost re- Jones & Lamson Machine Company
Profit Pront Draws The Proper Dividing And Insufficient Stock
produces the profit more than the saving in labor. The Flat Turret Lathe is the proper machine to use in building machinery for profit. It makes profit for you by getting out your work when it is wanted and as it is wanted. It gives volt the largest output per dollar of investment ; also a low cost of work and an accurate dupli-sati on . The complete story is told in a valu-able book of 253 pages, entitled "Machine Building for Profit and the Flat Turret Lathe." Write for Tour copy.
Jones & Lamson Machine Company
Springfield, Vermont, U. S. A., and 97 Queen Victoria Street, London Germany, Holland, Belgium, Switzerland and Austria-Hungary: M. Koyemann, Charlottenstrasse, 112, Dusseldorf, Germany. France and Spain : Ph. Bonvillain and E. Ronceray, 9 and 11, Rue des Envierges, Paris, France. Italy : Adler & Eisenschitz, Milan. Springfield, Vermont, U. S. A., and 97 Queen Victoria Street, London Germany, Holland, Belgium, Switzerland and Austria - Hungary: M. Koyemann, Charlottenstrasse, 112, Dusseldorf, Germany. France and Spain: Ph. Bonvillain and E. Ronceray, 9 and 11, Rue des Envierges, Paris, France. Italy: Adler & Eisenschitz, Milan.
AMERICAN MACHINIST
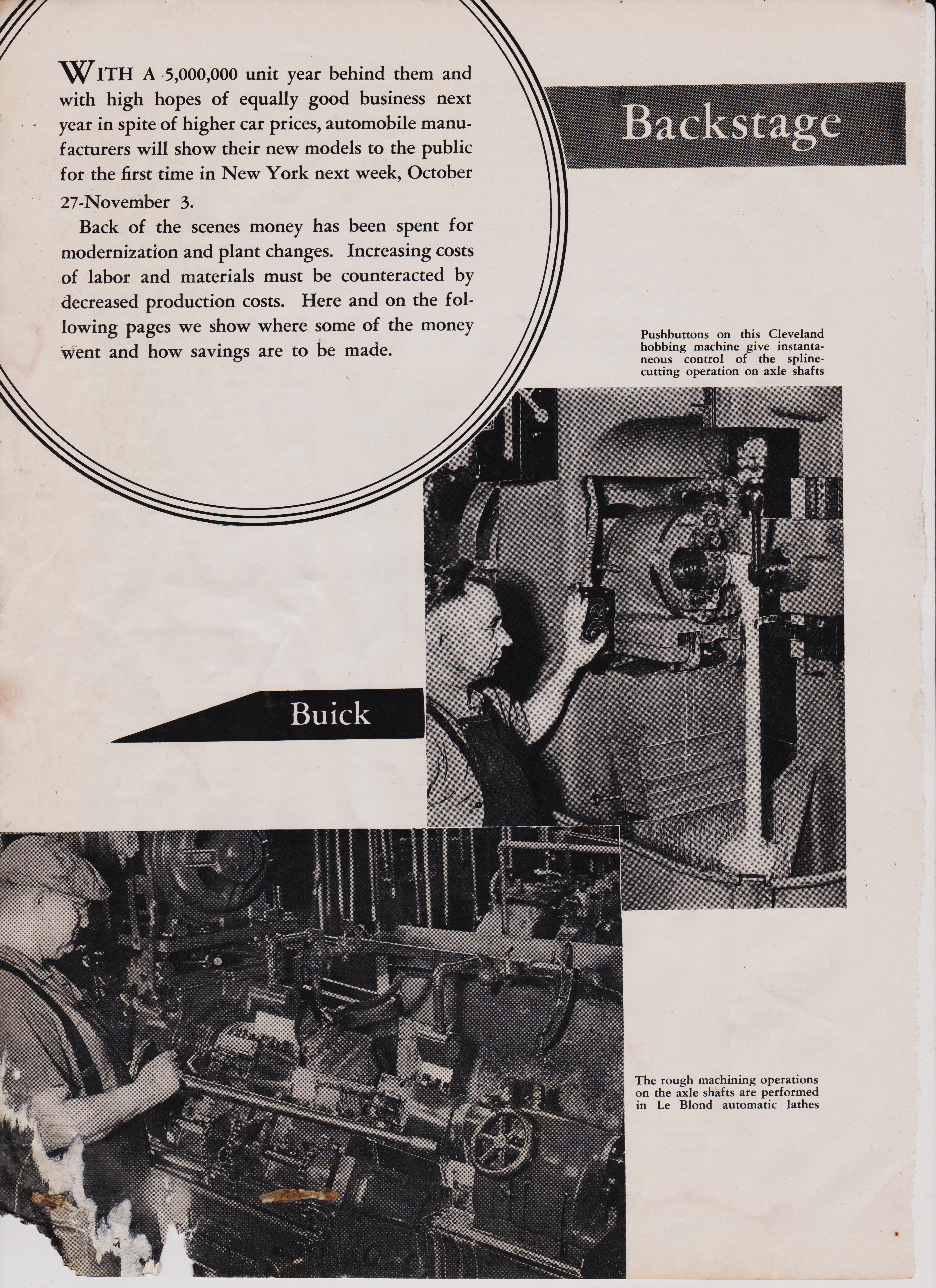
WITH A 5,000,000 unit year behind them and with high hopes of equally good business next year in spite of higher car prices, automobile manu-facturers will show their new models to the public for the first time in New York next week, October 27-November 3. Back of the scenes money has been spent for modernization and plant changes. Increasing costs of labor and materials must be counteracted by decreased production costs. Here and on the fol-lowing pages we show where some of the money went and how savings are to be made. Pushbuttons on this Cleveland hobbing machine give instanta-neous control of the spline-cutting operation on axle shafts The rough machining operations on the axle shafts are performed in Le Blond automatic lathes
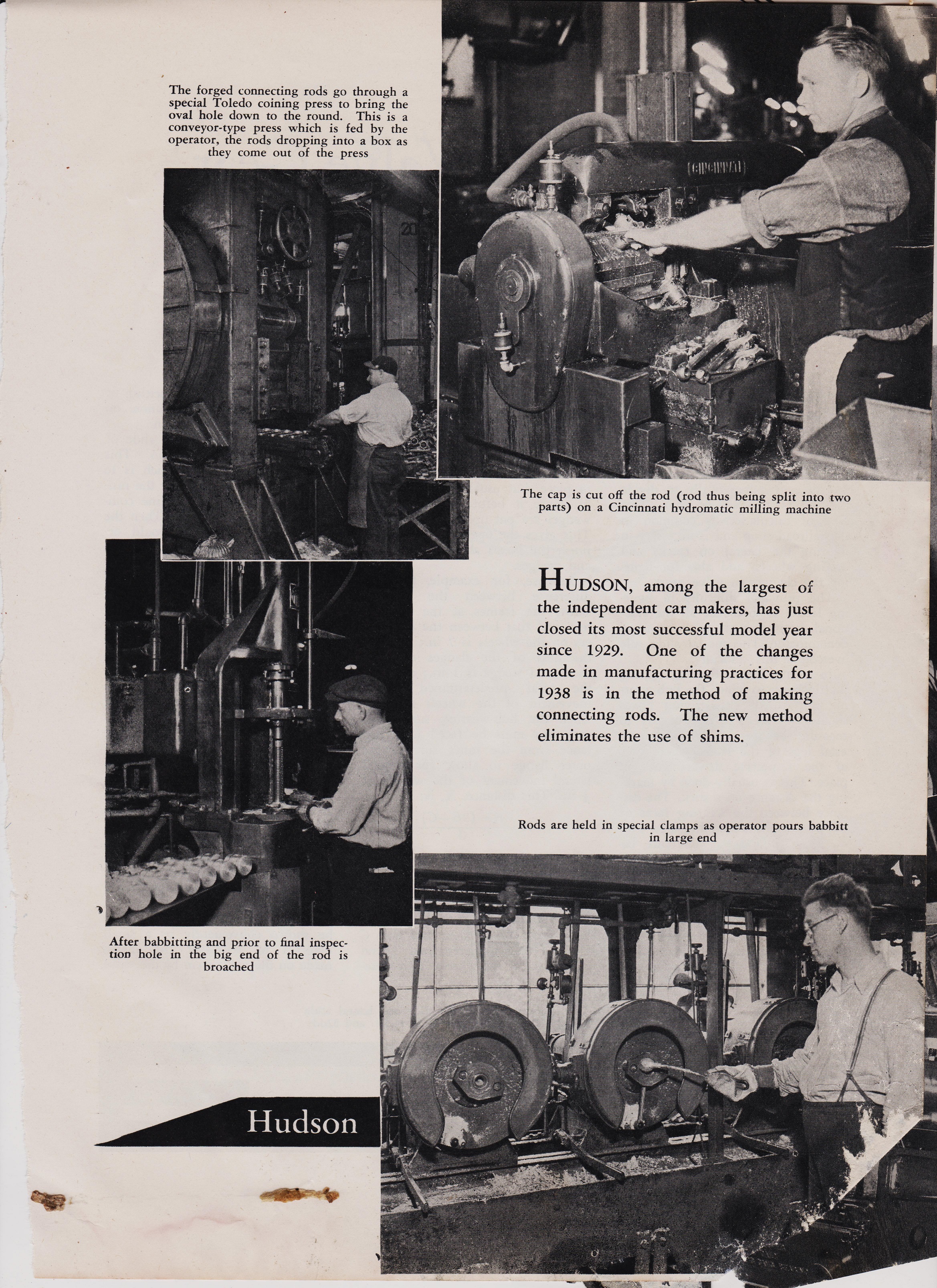
The forged connecting rods go through a special Toledo coining press to bring the oval hole down to the round. This is a conveyor-type press which is fed by the operator, the rods dropping into a box as they come out of the press
The P;s ugirc1 Ci hycronatc milling machine being split into two HUDSON, among the largest of the independent car makers, has just closed its most successful model year since 1929. One of the changes made in manufacturing practices for 1938 is in the method of making connecting rods. The new method eliminates the use of shims. Rods are held in special clamps as operator pours babbitt in large end After babbitting and prior to final inspection hole in the big end of the rod is broached slog leraC.2.3
AMERICAN MACHINIST
October 20, 1937 The Machine-Tool-Recession-of-1929 The Comeback is Slow in 1938
(The War spending by the world will do it, not the US goverment mandates.)
AMERICAN MACHINIST, October 20, 1937 It's ratio of 65 per cent of old equipment and would have to step up activity to 1929 in order to regain its lost ground and bring the percent-age back to 48 as reported in 1930. During the 21--year period that has intervened the industry actually operated at a point (131) between these two levels. It has, therefore, gained some ground and has come back part way. The machine tool index of orders was 86 per cent for 1935. In 1936 it was 136.6 and during the first six months of 1937 it averaged 210. If the level recorded during the first half of 1937 is continued through the last half of this year and through the years 1938 and 1939, the over-all average for five years will be 170.5, still somewhat under the estimated index required to restore the 1930 ratio. How Estimate Was Made The estimate of the present status of old machine tools in place was made as follows: The machine tools built during 1935 were reported by the Census of Manufacturers. From this was deducted a percentage for machines shipped abroad, leaving those built for installation within the United States. This figure for 1935 was extended for 1936 and the first half of 1937 by applying the ratio of the Machine Tool Builders' index during 1935 to that reported for the later periods. In this way, it was possible to arrive at an approximation of the new equipment installed during the 21-year period. This figure was added to that re-ported for the new machines in place as of January 1, 1935, as shown in the American Machinist inventory. However, during this 22- year period, there were a number of machines reported as new in 1935 which passed over the ten-year mark. These machines were those installed between January 1,1925 and July 1, 1927
Accordingly, a similar esti-mate of the machines installed dur-ing this 22-year period was made in the same manner. The Census of Manufactures for 1925 was used as a basis and was modified by the Ma-chine Tool Builders' index in order to secure he number of machines in-stalled over the period in question. When this figure was found it was deducted from the sum of the new machines as already computed, to give an estimate of the new ma-chines in place as of July 1, 1937. Having obtained this figure, the question arose as to whether these machines were installed as replace-ments or as additional equipment for
1925 1930 1935 1937 (July 1) expansion. A knowledge of the in-dustry would lead to the assumption that by far the greater portion of these machines was installed as re-placements. In some cases, one ma-chine replaced two or more others, which tended to reduce the total number in use. This substitution of a more efficient machine for several older ones would tend to balance other units installed for purposes of expansion. Therefore, for the pur-poses of this estimate, it was as-sumed that the total number of ma-chine tools in place was constant over the 22-year period. Further as-surance for such an assumption was gained by the fact that there was only a slight change in the total number of units in use between the 1930 inventory and that for 1935. Comeback Is Slow The new machines as computed were then deducted from the total units in place to obtain a figure for . the old equipment. From this figure the percentage was taken which came to 61 per cent as previously noted. Some. of these figures involved in this computation are given in the ac-companying table. In order to carry this estimate still further certain groups of machines were selected in order to see what progress had been made in replacement and to compare the percentages reported for them with those obtained by actual count 21 years ago. These groups are also shown in a table, and as might have been expected there is a consider-able variation in the results obtained. While most of the groups show a smaller percentage of old units than was reported in 1935 a few are in a less favorable position. This af-fords further proof that although the metal-working industry has made a fair start in bringing its physical plants up-to-date, there is `still much to be done and much lost ground to be gained. The length of time it takes to rehabilitate the metal-work-ing industry emphasizes the limita-tion under which the country would be placed should a national emer-gency arise. It points to the necessity of maintaining active modernization programs at a high level in order to put plants on an efficient basis for peace time operation and in readiness for national defense. Estimated Machines Over Ten Years Old in Certain Classifications II orizontal To Turret Engine Boring Milling Surface Cutter n Lathes Lathes Machines Machines Shapers Grinders. Grinders
Total machines AM 1935 Inventory Over 10 Yrs. Old AM 1935 Inventory Less than 10 Yrs. Old AM 1935 Inventory Reported Built - 1935 Census Installed: Jan. 1, 1935-July 1, 1937* Installed: Jan. 1, 1925-July 1, 1937 Reported Built - 1925 Census Installed: Jan. 1, 1925-July 1, 1927* Less than 10 Yrs. Old - July 1, 1937 Over 10 Yrs. Old - July 1, 1937 Percentage Old Machines July 1, 1937 Percentage Old Machines Jan. 1, 1935 Automatic Lathes
* Estimated from Census of Manufactures by using N.M.T.B.A. index'and allowing for foreign sales. 400111W-App
page 62
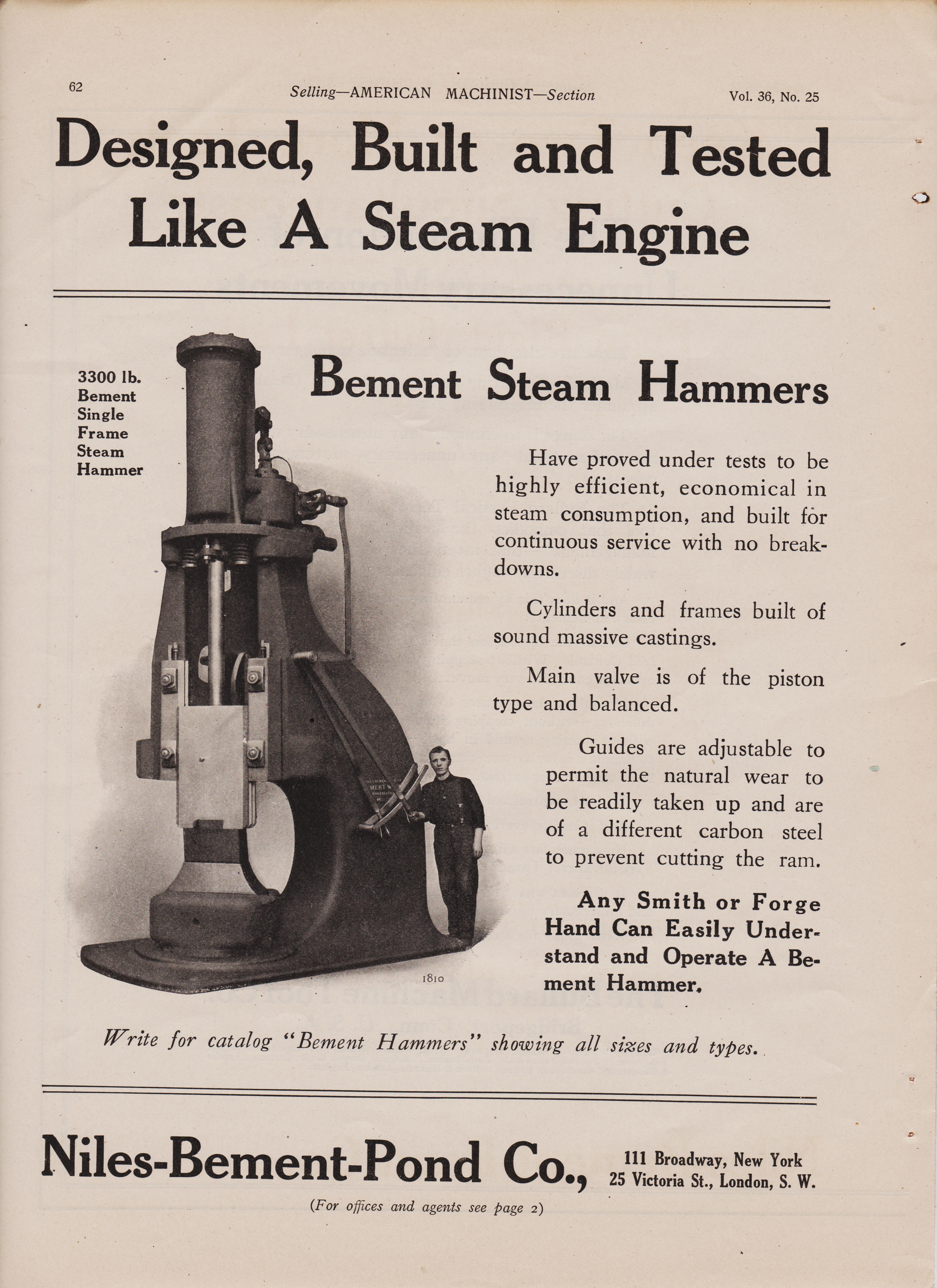
Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25 Designed, Built and Tested Like A Steam Engine
3300 lb. Bement Single Frame Steam Hammer
Bement Steam Hammers
Have proved under tests to be highly efficient, economical in steam consumption, and built for continuous service with no break-downs. Cylinders and frames built of sound massive castings. Main valve is of the piston type and balanced. Guides are adjustable to permit the natural wear to be readily taken up and are of a different carbon steel to prevent cutting the ram. Any Smith or Forge Hand Can Easily Under-stand and Operate A Bement Hammer, 1810
Write for catalog "Bement Hammers" showing all sizes and types..
Niles-Bement-Pond Co., 2511V1i:orroiaadZyLonedwon,YoSr.W. (For offices and agents see page 2)
i str half DP pic
Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25 Designed, Built and Tested Like A Steam Engine
3300 lb. Bement Single Frame Steam Hammer
Bement Steam Hammers
Have proved under tests to be highly efficient, economical in steam consumption, and built for continuous service with no break-downs. Cylinders and frames built of sound massive castings. Main valve is of the piston type and balanced. Guides are adjustable to permit the natural wear to be readily taken up and are of a different carbon steel to prevent cutting the ram. Any Smith or Forge Hand Can Easily Under-stand and Operate A Bement Hammer, 1810
Write for catalog "Bement Hammers" showing all sizes and types..
Niles-Bement-Pond Co., 2511V1i:orroiaadZyLonedwon,YoSr.W. (For offices and agents see page 2)
>
June 20, 1912
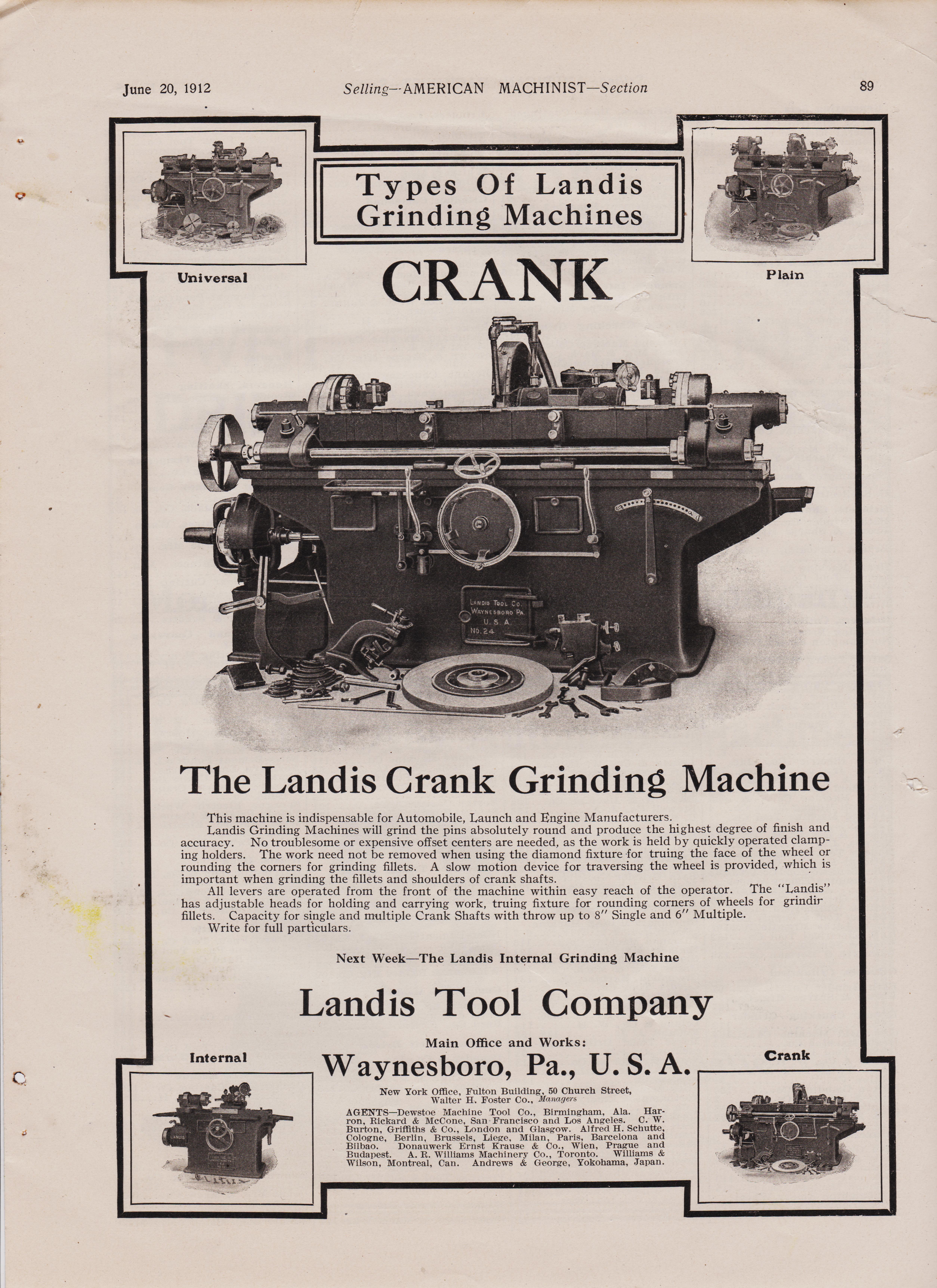
Selling--AMERICAN MACHINIST--Section Types Of Landis Grinding Machines
Universal CRANK GRINDER page 89
The Landis Crank Grinding Machine
This machine is indispensable for Automobile, Launch and Engine Manufacturers.
Landis Grinding Machines will grind the pins absolutely round and produce the highest degree of finish and accuracy.
No troublesome or expensive offset centers are needed, as the work is held by quickly operated clamping holders.
The work need not be removed when using the diamond fixture for truing the face of the wheel or rounding the corners for grinding fillets.
A slow motion device for traversing the wheel is provided, which is important when grinding the fillets and shoulders of crank shafts.
All levers are operated from the front of the machine within easy reach of the operator.
The Landis has adjustable heads for holding and carrying work, truing fixture for rounding corners of wheels for grinding fillets.
Capacity for single and multiple Crank Shafts with throw up to 8" Single and 6" Multiple. Write for full particulars.
Next Week----The Landis Internal Grinding Machine Landis Tool Company Internal
Main Office and Works: Waynesboro, Pa., U. S. A.
New York Office, Fulton Building, 50 Church Street, Walter H. Foster Co., Manager, AGENTS-Dewstoe Machine Tool Co., Birmingham, Ala. Harron, Rickard & McCone, San Francisco and Los Angeles. C. W. Burton, Griffiths & Co., London and Glasgow. Alfred H. Schutte, Cologne, Berlin, Brussels, Liege, Milan, Paris, Barcelona and Bilbao. Donauwerk Ernst Krause & Co., Wien, Prague and Budapest. A. R. Williams Machinery Co., Toronto. Williams & Wilson, Montreal, Can. Andrews & George, Yokohama, Japan. Crank
i str half DP pic
Selling--AMERICAN MACHINIST--Section Types Of Landis Grinding Machines
Universal CRANK GRINDER page 89
The Landis Crank Grinding Machine
This machine is indispensable for Automobile, Launch and Engine Manufacturers.
Landis Grinding Machines will grind the pins absolutely round and produce the highest degree of finish and accuracy.
No troublesome or expensive offset centers are needed, as the work is held by quickly operated clamping holders.
The work need not be removed when using the diamond fixture for truing the face of the wheel or rounding the corners for grinding fillets.
A slow motion device for traversing the wheel is provided, which is important when grinding the fillets and shoulders of crank shafts.
All levers are operated from the front of the machine within easy reach of the operator.
The Landis has adjustable heads for holding and carrying work, truing fixture for rounding corners of wheels for grinding fillets.
Capacity for single and multiple Crank Shafts with throw up to 8" Single and 6" Multiple. Write for full particulars.
Next Week----The Landis Internal Grinding Machine Landis Tool Company Internal
Main Office and Works: Waynesboro, Pa., U. S. A.
New York Office, Fulton Building, 50 Church Street, Walter H. Foster Co., Manager, AGENTS-Dewstoe Machine Tool Co., Birmingham, Ala. Harron, Rickard & McCone, San Francisco and Los Angeles. C. W. Burton, Griffiths & Co., London and Glasgow. Alfred H. Schutte, Cologne, Berlin, Brussels, Liege, Milan, Paris, Barcelona and Bilbao. Donauwerk Ernst Krause & Co., Wien, Prague and Budapest. A. R. Williams Machinery Co., Toronto. Williams & Wilson, Montreal, Can. Andrews & George, Yokohama, Japan. Crank

June 20, 1912
Selling--AMERICAN MACHINIST--Section
page 29
Time Saving Features In The Prentice Radial Built By Prentice Bros. Co., Worcester, Mass.
4' Arm Radial Pulling an 8" Pipe Tap—Ball-bearing throughout.
THE EASE AND FACILITY of positioning the arm and spindle, the roller clutch permitting hand feed ahead of engaged power feed—which alone enables an average saving of thirty seconds in the starting of every hole—the dial depth gauge, the automatic stop motion and the five-to-one quick return of the spindle are among the time saving features.
NEW YORK OFFICES3 HUDSON TERM. INAL BUILDING 30 CHURCH ST. EASTERN WAREHOUSES: JERSEY CITY BOONTON° N.J. ESTABLISHED 1842 INCORPORATED 1888 JOSEPH T. RYERSON & SON CLYDE M. CARR, PRESIDENT JOSEPH T. RYERSON, VICE•PRES4 MACHINERY CHICAG0 PITTS B URG CLEVELAND MILWAUKEE ST. LOUIS KANSAS CITY MINNEAPOLIS HOUSTON SEATTLE DETROIT SELLING AGENTS: ..THE H.V. LEWIS COMPANY, NEW YORK AND PHILADELPHIA. THE FAIRBANKS COMPANY, BOSTON. BALTIMORE, BUIFFAline !,ARTFORD AND PITTSBURG. THE BROWNELL MACHINERY COMPANY, PROVIDENCE, R. 1. THE C. H. WOOD COMPANY. S'/RACUSE, N. Y. SCHUCHAR DT A SCHUTTE, LONDON, BERLIN, ST. PETERSBURG, VIENNA, BUDAPEST, STOCKHOLM AND COPENHAGEN. THE ALLIED MACHINERY COMPANY OF AMERICA. PARIS
fair https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-30-pg-4-Ingersoll-Milling-Machine-Co-Large-Milling-Cutters.jpeg
not so good https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-30-pg-125-Pratt-and-Whitney-Co-Taps-small-tools.jpg
https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-36-F-E-Reed-Co-Cone-head-Engine-Lathe.jpeg
i str half DP pic
page 29
Time Saving Features In The Prentice Radial Built By Prentice Bros. Co., Worcester, Mass.
4' Arm Radial Pulling an 8" Pipe Tap—Ball-bearing throughout.
THE EASE AND FACILITY of positioning the arm and spindle, the roller clutch permitting hand feed ahead of engaged power feed—which alone enables an average saving of thirty seconds in the starting of every hole—the dial depth gauge, the automatic stop motion and the five-to-one quick return of the spindle are among the time saving features.
NEW YORK OFFICES3 HUDSON TERM. INAL BUILDING 30 CHURCH ST. EASTERN WAREHOUSES: JERSEY CITY BOONTON° N.J. ESTABLISHED 1842 INCORPORATED 1888 JOSEPH T. RYERSON & SON CLYDE M. CARR, PRESIDENT JOSEPH T. RYERSON, VICE•PRES4 MACHINERY CHICAG0 PITTS B URG CLEVELAND MILWAUKEE ST. LOUIS KANSAS CITY MINNEAPOLIS HOUSTON SEATTLE DETROIT SELLING AGENTS: ..THE H.V. LEWIS COMPANY, NEW YORK AND PHILADELPHIA. THE FAIRBANKS COMPANY, BOSTON. BALTIMORE, BUIFFAline !,ARTFORD AND PITTSBURG. THE BROWNELL MACHINERY COMPANY, PROVIDENCE, R. 1. THE C. H. WOOD COMPANY. S'/RACUSE, N. Y. SCHUCHAR DT A SCHUTTE, LONDON, BERLIN, ST. PETERSBURG, VIENNA, BUDAPEST, STOCKHOLM AND COPENHAGEN. THE ALLIED MACHINERY COMPANY OF AMERICA. PARIS
page 36
Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25
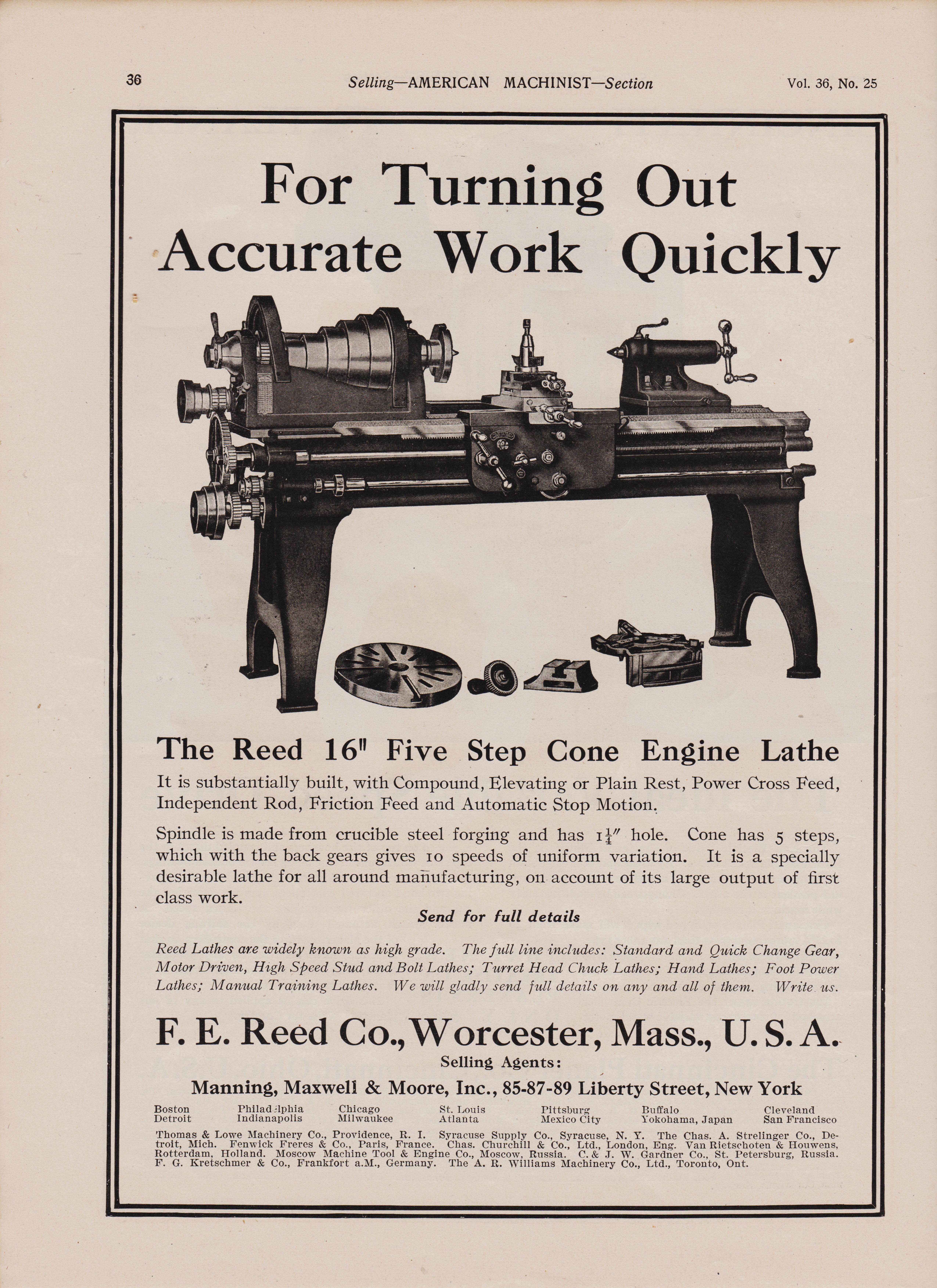
For Turning Out Accurate Work Quickly
The Reed 16" Five Step Cone Engine Lathe It is substantially built, with Compound, Elevating or Plain Rest, Power Cross Feed, Independent Rod, Friction Feed and Automatic Stop Motion. Spindle is made from crucible steel forging and has z 1" hole. Cone has 5 steps, which with the back gears gives io speeds of uniform variation. It is a specially desirable lathe for all around manufacturing, on account of its large output of first class work. Send for full details
Reed Lathes are widely known as high grade. The full line includes: Standard and Quick Change Gear, Motor Driven, High Speed Stud and Bolt Lathes; Turret Head Chuck Lathes; Hand Lathes; Foot Power Lathes; Manual Training Lathes. We will gladly send full details on any and all of them. Write, us.
F. E. Reed Co., Worcester, Mass., U. S. A.
Selling Agents: Manning, Maxwell & Moore, Inc., 85-87-89 Liberty Street, New York Boston Philadelphia Chicago St. Louis Detroit Indianapolis Milwaukee Atlanta Pittsburg Mexico City Buffalo Cleveland Yokohama, Japan San Francisco Thomas & Lowe Machinery Co., Providence, R. I. Syracuse Supply Co.' Syracuse, N. Y. The Chas. A. Strelinger Co., De-troit, Mich. Fenwick Freres & Co., Paris, France. Chas. Churchill & Co., Ltd., London, Eng. Van Rietschoten & Houwens, Rotterdam, Holland. Moscow Machine Tool & Engine Co., Moscow, Russia. C. & J. W. Gardner Co., St. Petersburg, Russia. F. G. Kretschmer & Co., Frankfort a.M., Germany. The A. R. Williams Machinery Co., Ltd., Toronto, Ont.
reed pic
Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25
For Turning Out Accurate Work Quickly
The Reed 16" Five Step Cone Engine Lathe It is substantially built, with Compound, Elevating or Plain Rest, Power Cross Feed, Independent Rod, Friction Feed and Automatic Stop Motion. Spindle is made from crucible steel forging and has z 1" hole. Cone has 5 steps, which with the back gears gives io speeds of uniform variation. It is a specially desirable lathe for all around manufacturing, on account of its large output of first class work. Send for full details
Reed Lathes are widely known as high grade. The full line includes: Standard and Quick Change Gear, Motor Driven, High Speed Stud and Bolt Lathes; Turret Head Chuck Lathes; Hand Lathes; Foot Power Lathes; Manual Training Lathes. We will gladly send full details on any and all of them. Write, us.
F. E. Reed Co., Worcester, Mass., U. S. A.
Selling Agents: Manning, Maxwell & Moore, Inc., 85-87-89 Liberty Street, New York Boston Philadelphia Chicago St. Louis Detroit Indianapolis Milwaukee Atlanta Pittsburg Mexico City Buffalo Cleveland Yokohama, Japan San Francisco Thomas & Lowe Machinery Co., Providence, R. I. Syracuse Supply Co.' Syracuse, N. Y. The Chas. A. Strelinger Co., De-troit, Mich. Fenwick Freres & Co., Paris, France. Chas. Churchill & Co., Ltd., London, Eng. Van Rietschoten & Houwens, Rotterdam, Holland. Moscow Machine Tool & Engine Co., Moscow, Russia. C. & J. W. Gardner Co., St. Petersburg, Russia. F. G. Kretschmer & Co., Frankfort a.M., Germany. The A. R. Williams Machinery Co., Ltd., Toronto, Ont.
page 48
Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25
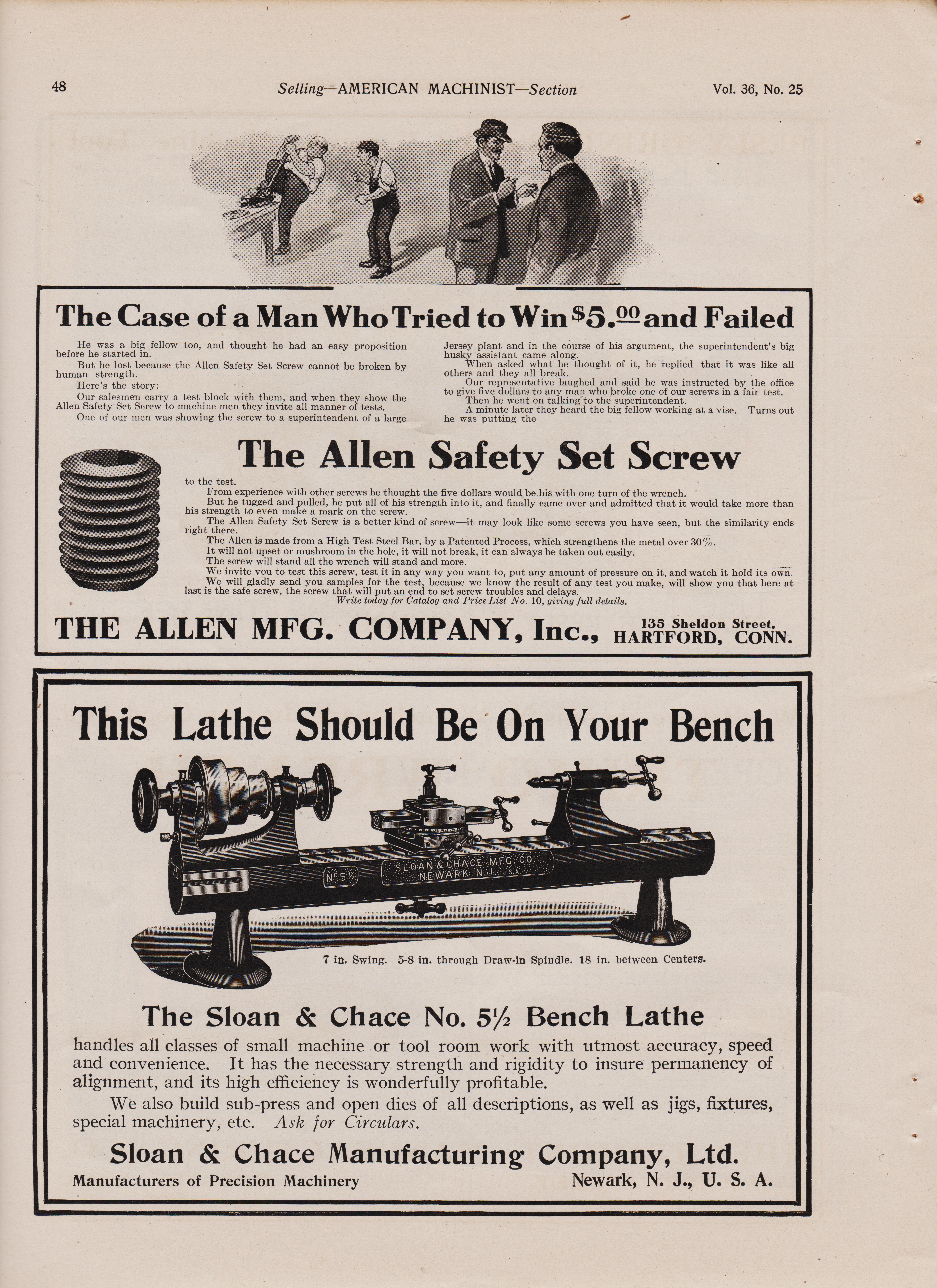
The Case of a Man Who Tried to Win $5.22 and Failed
He was a big fellow too, and thought he had an easy proposition before he started in. But he lost because the Allen Safety Set Screw cannot be broken by human strength. Here's the story: Our salesmen carry a test block with them, and when they show the Allen Safety Set Screw to machine men they invite all manner of tests. One of our men was showing the screw to a superintendent of a large
Jersey plant and in the course of his argument, the superintendent's big husky assistant came along. When asked what he thought of it, he replied that it was like all others and they all break. Our representative laughed and said he was instructed by the office to give five dollars to any man who broke one of our screws in a fair test. Then he went on talking to the superintendent. A minute later they heard the big fellow working at a vise. Turns out he was putting the
The Allen Safety Set Screw
to the test. From experience with other screws he thought the five dollars would be his with one turn of the wrench. But he tugged and pulled, he put all of his strength into it, and finally came over and admitted that it would take more than his strength to even make a mark on the screw. The Allen Safety Set Screw is a better kind of screw—it may look like some screws you have seen, but the similarity ends right there. The Allen is made from a High Test Steel Bar, by a Patented Process, which strengthens the metal over 30%. It will not upset or mushroom in the hole, it will not break, it can always be taken out easily. The screw will stand all the wrench will stand and more. We invite you to test this screw, test it in any way you want to, put any amount of pressure on it, and watch it hold its own. We will gladly send you samples for the test, because we know the result of any test you make, will show you that here at last is the safe screw, the screw that will put an end to set screw troubles and delays. Write today for Catalog and Price List No. 10, giving full details.
THE ALLEN MEG. COMPANY, Inc.,
*****************************************************************************************************************************************
This Lathe The Sloan & Chace No. 512 Bench Lathe.
handles all classes of small machine or tool room work with utmost accuracy, speed and convenience.
It has the necessary strength and rigidity to insure permanency of alignment, and its high efficiency is wonderfully profitable.
We also build sub-press and open dies of all descriptions, as well as jigs, fixtures, special machinery, etc.
Ask for Circulars. Sloan & Chace Manufacturing Company, Ltd. Manufacturers of Precision Machinery Newark, N. J., U. S. A. * .
Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25
The Case of a Man Who Tried to Win $5.22 and Failed
He was a big fellow too, and thought he had an easy proposition before he started in. But he lost because the Allen Safety Set Screw cannot be broken by human strength. Here's the story: Our salesmen carry a test block with them, and when they show the Allen Safety Set Screw to machine men they invite all manner of tests. One of our men was showing the screw to a superintendent of a large
Jersey plant and in the course of his argument, the superintendent's big husky assistant came along. When asked what he thought of it, he replied that it was like all others and they all break. Our representative laughed and said he was instructed by the office to give five dollars to any man who broke one of our screws in a fair test. Then he went on talking to the superintendent. A minute later they heard the big fellow working at a vise. Turns out he was putting the
The Allen Safety Set Screw
to the test. From experience with other screws he thought the five dollars would be his with one turn of the wrench. But he tugged and pulled, he put all of his strength into it, and finally came over and admitted that it would take more than his strength to even make a mark on the screw. The Allen Safety Set Screw is a better kind of screw—it may look like some screws you have seen, but the similarity ends right there. The Allen is made from a High Test Steel Bar, by a Patented Process, which strengthens the metal over 30%. It will not upset or mushroom in the hole, it will not break, it can always be taken out easily. The screw will stand all the wrench will stand and more. We invite you to test this screw, test it in any way you want to, put any amount of pressure on it, and watch it hold its own. We will gladly send you samples for the test, because we know the result of any test you make, will show you that here at last is the safe screw, the screw that will put an end to set screw troubles and delays. Write today for Catalog and Price List No. 10, giving full details.
THE ALLEN MEG. COMPANY, Inc.,
*****************************************************************************************************************************************
This Lathe The Sloan & Chace No. 512 Bench Lathe.
handles all classes of small machine or tool room work with utmost accuracy, speed and convenience.
It has the necessary strength and rigidity to insure permanency of alignment, and its high efficiency is wonderfully profitable.
We also build sub-press and open dies of all descriptions, as well as jigs, fixtures, special machinery, etc.
Ask for Circulars. Sloan & Chace Manufacturing Company, Ltd. Manufacturers of Precision Machinery Newark, N. J., U. S. A. * .
June 20, 1912 Selling--AMERICAN MACHINIST--Section June 20, 1912
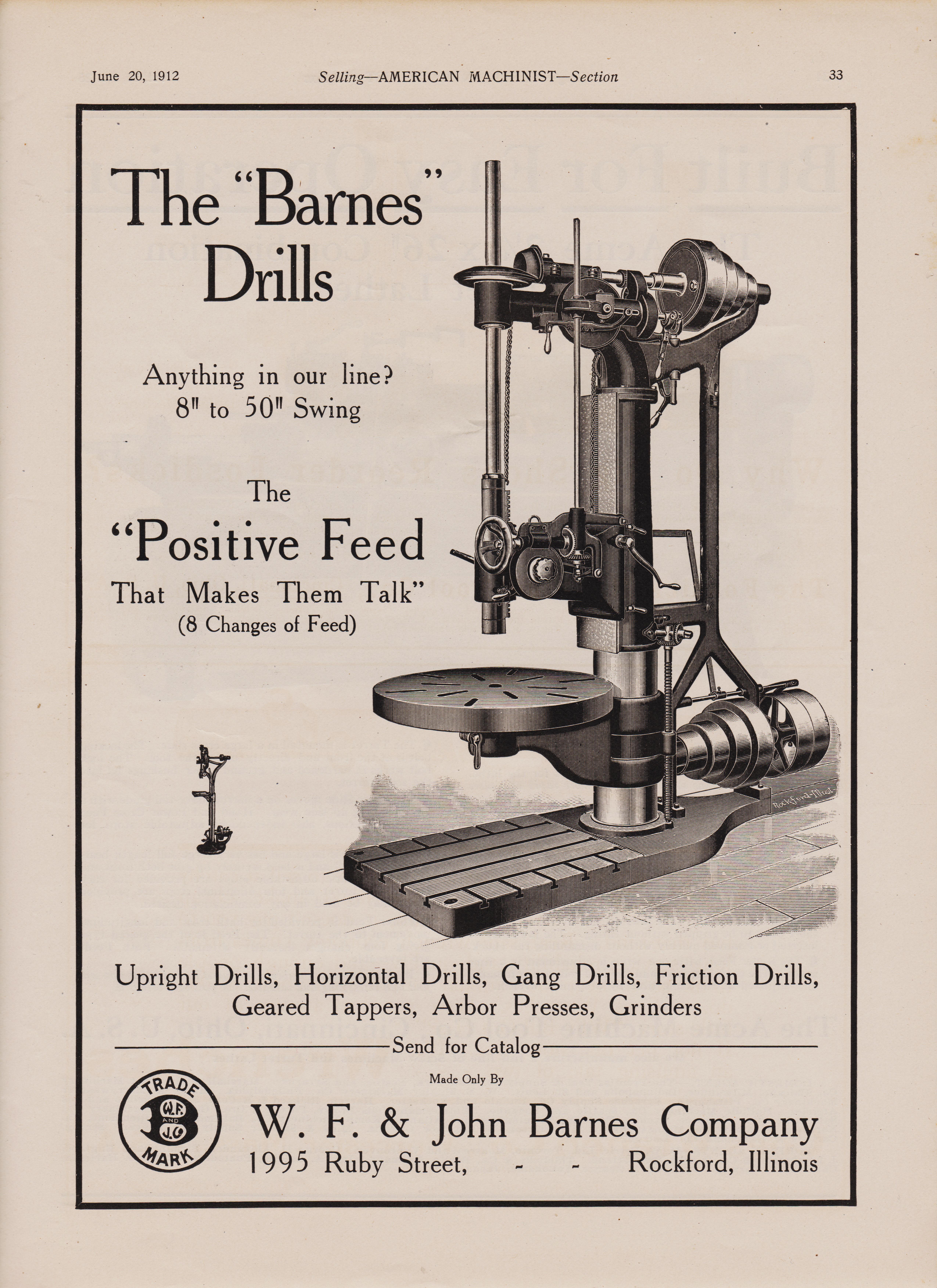
page 33
Upright Drills, Horizontal Drills, Gang Drills, Friction Drills, Geared Tappers, Arbor Presses, Grinders Send for Catalog
reed pic
page 33
Upright Drills, Horizontal Drills, Gang Drills, Friction Drills, Geared Tappers, Arbor Presses, Grinders Send for Catalog

page 48
Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25
22 Selling—AMERICAN MACHINIST—Section Vol. 36, No. 25
26" Instantaneous Change Gear Engine Lathe Maximum Belt Pull Transmitted to the Cutting Tool The headstock is of the double back geared type. The double plate apron is of the most rigid construction possible. In every detail, this machine is strong, powerful and durable. It is the ideal tool for the modern machine shop. Rack cast in bed to engage pawl from tailstock.
The Boye Engine Lathes Write for Circular
Emmes Machine Tool Co. SUCCESSORS TO SCHUMACHER & BOYE Cincinnati, Ohio, U. S. A. WHEN RADIALS AND UPRIGHT DRILLS FALL SHORT for Power, Rigidity and Efficiency, our 40" and 60" HEAVY DRILLING, BORING, FACING and TAPPING MACHINES are "the" tools. They are designed for the heaviest drilling, boring, facing, tapping and trepan-ning bars and plates. In many instances they take the place of a boring mill at one-third outlay and are more convenient in handling. These machines we build in conjunction with our complete line of
RADIAL DRILLS DRESES MACHINE TOOL CO., Cincinnati, 0., U. S. A.
reed pic
Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25
22 Selling—AMERICAN MACHINIST—Section Vol. 36, No. 25
26" Instantaneous Change Gear Engine Lathe Maximum Belt Pull Transmitted to the Cutting Tool The headstock is of the double back geared type. The double plate apron is of the most rigid construction possible. In every detail, this machine is strong, powerful and durable. It is the ideal tool for the modern machine shop. Rack cast in bed to engage pawl from tailstock.
The Boye Engine Lathes Write for Circular
Emmes Machine Tool Co. SUCCESSORS TO SCHUMACHER & BOYE Cincinnati, Ohio, U. S. A. WHEN RADIALS AND UPRIGHT DRILLS FALL SHORT for Power, Rigidity and Efficiency, our 40" and 60" HEAVY DRILLING, BORING, FACING and TAPPING MACHINES are "the" tools. They are designed for the heaviest drilling, boring, facing, tapping and trepan-ning bars and plates. In many instances they take the place of a boring mill at one-third outlay and are more convenient in handling. These machines we build in conjunction with our complete line of
RADIAL DRILLS DRESES MACHINE TOOL CO., Cincinnati, 0., U. S. A.
page 50
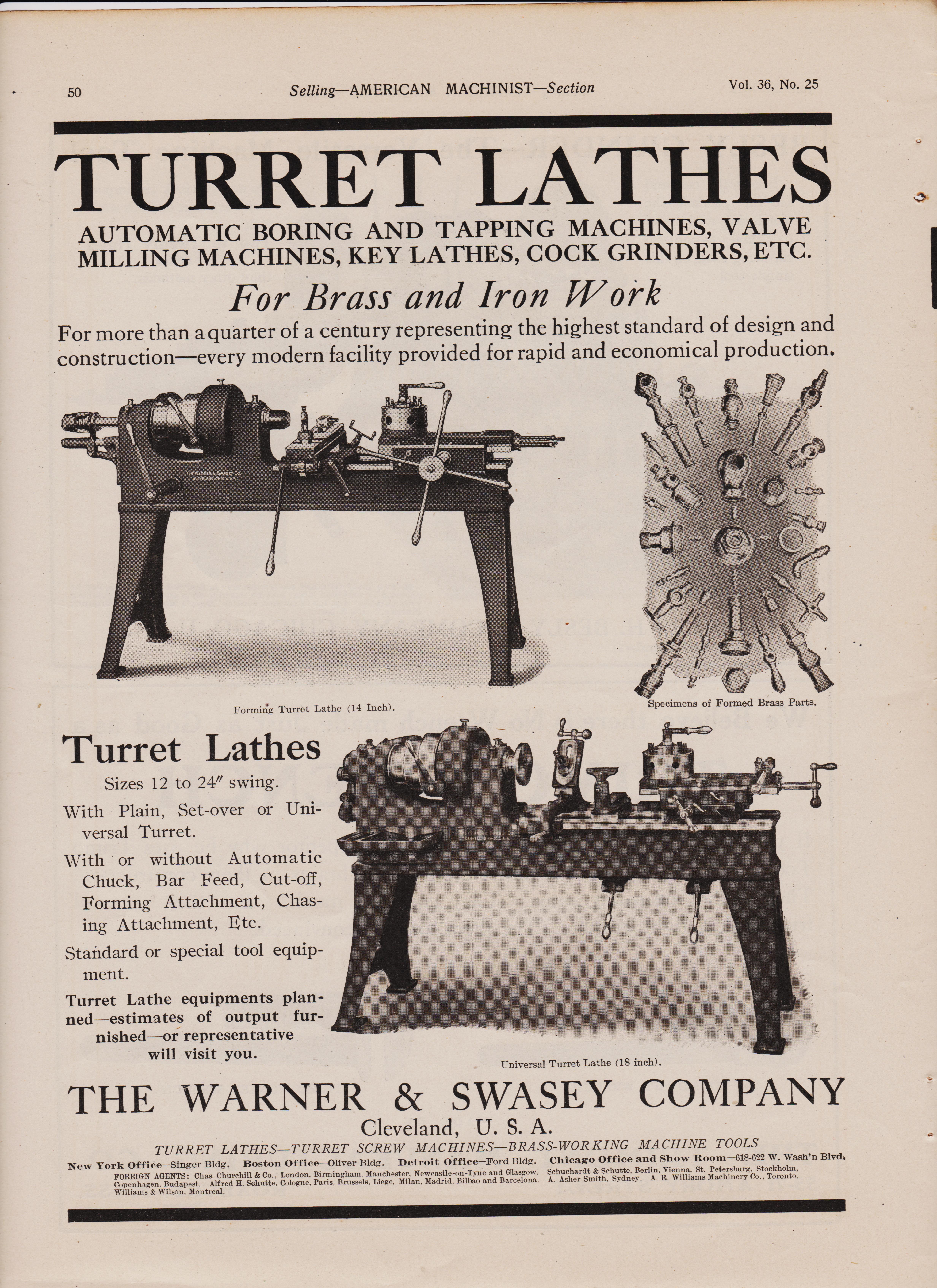
Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25 TURRET LATHES
AUTOMATIC BORING AND TAPPING MACHINES, VALVE MILLING MACHINES, KEY LATHES, COCK GRINDERS, ETC. For Brass and Iron Work For more than a quarter of a century representing the highest standard of design and construction—every modern facility provided for rapid and economical production. Forming Turret Lathe (14 Inch).
Turret Lathes
Sizes 12 to 24" swing. With Plain, Set-over or Uni-versal Turret. With or without Automatic Chuck, Bar Feed, Cut-off, Forming Attachment, Chas-ing Attachment, Etc. Standard or special tool equip-ment. Turret Lathe equipments plan-ned estimates of output fur-nished or representative will visit you. Specimens of Formed Brass Parts.
Universal Turret Lathe (18 inch).
THE WARNER & SWASEY COMPANY Cleveland, U. S. A.
TURRET LATHES--URRET SCREW MACHINES—BRASS-WORKING MACHINE TOOLS New York Office--Singer Bldg. Boston Office—Oliver Bldg. Detroit Office—Ford Bldg. Chicago Office and Show Room-618-622 W. Wash'n Blvd. FOREIGN AGENTS: Chas. Churchill & Co., London, Birmingham. Manchester, Newcastle-on-Tyne and Glasgow. Schuchardt & Schutte, Berlin, Vienna, St. Petersburg, Stockholm, Copenhagen, Budapest. Alfred II. Schutte, Cologne, Paris. Brussels, Liege, Milan, Madrid, Bilbao and Barcelona. A. Asher Smith. Sydney. A. R. Williams Machinery Co., Toronto. Williams & Wilson, Montreal.
reed pic
Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25 TURRET LATHES
AUTOMATIC BORING AND TAPPING MACHINES, VALVE MILLING MACHINES, KEY LATHES, COCK GRINDERS, ETC. For Brass and Iron Work For more than a quarter of a century representing the highest standard of design and construction—every modern facility provided for rapid and economical production. Forming Turret Lathe (14 Inch).
Turret Lathes
Sizes 12 to 24" swing. With Plain, Set-over or Uni-versal Turret. With or without Automatic Chuck, Bar Feed, Cut-off, Forming Attachment, Chas-ing Attachment, Etc. Standard or special tool equip-ment. Turret Lathe equipments plan-ned estimates of output fur-nished or representative will visit you. Specimens of Formed Brass Parts.
Universal Turret Lathe (18 inch).
THE WARNER & SWASEY COMPANY Cleveland, U. S. A.
TURRET LATHES--URRET SCREW MACHINES—BRASS-WORKING MACHINE TOOLS New York Office--Singer Bldg. Boston Office—Oliver Bldg. Detroit Office—Ford Bldg. Chicago Office and Show Room-618-622 W. Wash'n Blvd. FOREIGN AGENTS: Chas. Churchill & Co., London, Birmingham. Manchester, Newcastle-on-Tyne and Glasgow. Schuchardt & Schutte, Berlin, Vienna, St. Petersburg, Stockholm, Copenhagen, Budapest. Alfred II. Schutte, Cologne, Paris. Brussels, Liege, Milan, Madrid, Bilbao and Barcelona. A. Asher Smith. Sydney. A. R. Williams Machinery Co., Toronto. Williams & Wilson, Montreal.

page26
Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25
This is the "PRECISION" BORING, DRILLING & MILLING MACHINE
Lucas Machine Tool Co.
AGENTS-C. W. Burton, Griffiths & Co., London. Alfred H. Schutte, Cologne, Berlin, Brussels, Paris, Barcelona, Bilbao. Donauwerk Ernst Krause & Co., Vienna, Budapest, Prague. Andrews A George, Yokohama, Japan, Overall, McCray, Ltd., Sydney, Australia. Williams & Wilson, Montreal, Canada. If you like its looks and are interested in its details, send for a circular. Then if you wish special information, send for our direct factory representative without obligation on your part. But the best thing is to call at our works.
***************************************************************************************************************
Cleveland, Ohio U. S. A.
S & S Gear Hobbing Machines
Made in 10 Different Sizes For over 40 years we have specialized in the manufacture of gear hobbing machines.
In ten different sizes, ranging from size No. 000 with an outside diameter of 4" to size No. 6 with an outside diameter of 158", we make a machine for every practical requirement.
S & S Gear Hobbing Machines
have reached a stage of development not equal-led by any other make. Over 1000 of them have been sold in Europe and America, and today they are the most universally used gear hobber on the market. We invite your comparisons and investigation. Let us send you the facts.
Our illustrated catalog describes and shows cuts of complete line. Write for a copy.
Schuchardt & Schutte Corner West and Cedar Streets, New York
reed pic
Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25
This is the "PRECISION" BORING, DRILLING & MILLING MACHINE
Lucas Machine Tool Co.
AGENTS-C. W. Burton, Griffiths & Co., London. Alfred H. Schutte, Cologne, Berlin, Brussels, Paris, Barcelona, Bilbao. Donauwerk Ernst Krause & Co., Vienna, Budapest, Prague. Andrews A George, Yokohama, Japan, Overall, McCray, Ltd., Sydney, Australia. Williams & Wilson, Montreal, Canada. If you like its looks and are interested in its details, send for a circular. Then if you wish special information, send for our direct factory representative without obligation on your part. But the best thing is to call at our works.
***************************************************************************************************************
Cleveland, Ohio U. S. A.
S & S Gear Hobbing Machines
Made in 10 Different Sizes For over 40 years we have specialized in the manufacture of gear hobbing machines.
In ten different sizes, ranging from size No. 000 with an outside diameter of 4" to size No. 6 with an outside diameter of 158", we make a machine for every practical requirement.
S & S Gear Hobbing Machines
have reached a stage of development not equal-led by any other make. Over 1000 of them have been sold in Europe and America, and today they are the most universally used gear hobber on the market. We invite your comparisons and investigation. Let us send you the facts.
Our illustrated catalog describes and shows cuts of complete line. Write for a copy.
Schuchardt & Schutte Corner West and Cedar Streets, New York

Cincinnitti Grinding-Machine-no-2
1912-American-Machinist-Magazine-1912-June-30-pg-
SWIVELS AND DIALS FOR SETTING HEAD SPINDLE AT AN ANGLE, HORIZONTALLY AND VERTICALLY
TABLE IS SUPPORTED AT BOTH ENDS
TAPER GIB FULL LENGTH OF
DUST PROOF SPINDLE BEARINGS. CHANGES IN TEMPERATURE DO NOT AFFECT END ADJUSTMENT
SCREW ADJUSTMENT AND SCALE GIVING TAPER IN INCHES PER FOOT
BEARING FOR ADJUSTMENT STOP DOGS WITH SCREW ADJUST-MENT FOR CLOSE SETTINGS
MICROMETER VERTICAL ADJUST-MENT. INDEPENDENT OF ALL OTHER SETTINGS
SCREW FEED FOR CYLINDRICAL AND INTERNAL GRINDING
FEED LEVER FOR ALL SHARPENING OPERATIONS. MAY BE SET TO THE HANDIEST POSITION FOR GRINDING EACH JOB
GRADUATED DIAL FOR ANGULAR SETTINGS OF TABLE
GRADUATED DIAL FOR DEFINITE SETTINGS OF KNEE TO ANY DESIRED ANGLE WITH EMERY WHEELS
reed pic
1912-American-Machinist-Magazine-1912-June-30-pg-
SWIVELS AND DIALS FOR SETTING HEAD SPINDLE AT AN ANGLE, HORIZONTALLY AND VERTICALLY
TABLE IS SUPPORTED AT BOTH ENDS
TAPER GIB FULL LENGTH OF
DUST PROOF SPINDLE BEARINGS. CHANGES IN TEMPERATURE DO NOT AFFECT END ADJUSTMENT
SCREW ADJUSTMENT AND SCALE GIVING TAPER IN INCHES PER FOOT
BEARING FOR ADJUSTMENT STOP DOGS WITH SCREW ADJUST-MENT FOR CLOSE SETTINGS
MICROMETER VERTICAL ADJUST-MENT. INDEPENDENT OF ALL OTHER SETTINGS
SCREW FEED FOR CYLINDRICAL AND INTERNAL GRINDING
FEED LEVER FOR ALL SHARPENING OPERATIONS. MAY BE SET TO THE HANDIEST POSITION FOR GRINDING EACH JOB
GRADUATED DIAL FOR ANGULAR SETTINGS OF TABLE
GRADUATED DIAL FOR DEFINITE SETTINGS OF KNEE TO ANY DESIRED ANGLE WITH EMERY WHEELS

page 117
June 20, 1912 Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25
RUGGEDNESS-SIMPLICITY
Two more features in which SKF Double Row Self-Aligning Ball Bearings are supreme. Machines seldom operate under ideal conditions, hence it is important in designing that hard knocks from severe service and possible abuse at the hands of careless or inexperienced workmen be taken into consideration. SKF Self-Aligning Ball Bearings best meet these requirements for many reasons. First, their mountings can be simple, strong, inexpen-sive, with liberal provis-ion for lubrication; and the bearings themselves can be perfectly sealed against dust, dirt, grit and other injurious agents. Second, their capacity is ample Our double row construction distributes the load to best to meet severe overloads. possible advantage.
Third,
our provision within the bearing itself for absolute automatic and instantaneous self-alignment compensates for shaft spring, completely eliminating the necessity for an aligning cradle or ball seat, usually required in ordinary journals. Fourth, the simple one piece retainer of Swedish Lancashire steel leaves nothing within the bearing that can work loose to cause noise or failure. Fifth, races and balls of the highest grade of Swedish crucible steel, uniformly hard throughout. Sixth, a minimum number of parts assures extreme durability Machine builders who want higher efficiencies, greater output and reduced lubrication and attendance costs can profitably investigate SKF Bearings. Making the change from babbited or other power consuming bearings invariably effects a logical improvement guarantees service, long life and absolute reliability. Tell us your side of the bearing story and our engineers will solve the problem. Write for our literature.
1114 BALL -BEARING CO. Church Street, 608 Dearborn Street, New i Chicago AGENTS: Sweden, Aktiebolaget Svenska Kullagerfabriken, Gothenburg. England, The Skefko Ball Bearing Company, Ltd. France, Societe Anonyme des Roulements a Billes S K F, Paris. Germany, S K F Kugellagergesellschaft, m.b.H,. Dusseldorf; Schuchardt & Schiltte, Berlin. Italy, Soeieta Svedese dei Cuscinetti a Sfere, Milan. Belgium, R. S. Stokvis & Fils, Brussels. Austria, Schuchardt & Schutte, Wien, Budapest, Prag. Switzerland, Emil Kunz, Zurich. Spain, Francisco de P. Cerveto Corts, Barcelona. Portugal, E. Pfeil, Rua Formosa 400, Oporto. Russia, Schuchardt & Schate, St. Petersburg; Jerzy Hoser, Warschau. Norway, Chr. Sundt, Christiania. Denmark, V. A. Werder, Copenhagen. Finland, Aktiebolaget Axel von Knorrings Tekniska Byra, Helsingfors. Roumania and Bulgaria, Zweifel & Co., Bukarest. Holland, Valliant & Sluyterman, Haag. Australia, Gardner, Waern & Co., Melbourne. Argentine, M. Recht y Lehmann, Buenos Aires. Japan, J. A. Kjellberg & Sons, Tokio. 22
reed pic
June 20, 1912 Selling--AMERICAN MACHINIST--Section Vol. 36, No. 25
RUGGEDNESS-SIMPLICITY
Two more features in which SKF Double Row Self-Aligning Ball Bearings are supreme. Machines seldom operate under ideal conditions, hence it is important in designing that hard knocks from severe service and possible abuse at the hands of careless or inexperienced workmen be taken into consideration. SKF Self-Aligning Ball Bearings best meet these requirements for many reasons. First, their mountings can be simple, strong, inexpen-sive, with liberal provis-ion for lubrication; and the bearings themselves can be perfectly sealed against dust, dirt, grit and other injurious agents. Second, their capacity is ample Our double row construction distributes the load to best to meet severe overloads. possible advantage.
Third,
our provision within the bearing itself for absolute automatic and instantaneous self-alignment compensates for shaft spring, completely eliminating the necessity for an aligning cradle or ball seat, usually required in ordinary journals. Fourth, the simple one piece retainer of Swedish Lancashire steel leaves nothing within the bearing that can work loose to cause noise or failure. Fifth, races and balls of the highest grade of Swedish crucible steel, uniformly hard throughout. Sixth, a minimum number of parts assures extreme durability Machine builders who want higher efficiencies, greater output and reduced lubrication and attendance costs can profitably investigate SKF Bearings. Making the change from babbited or other power consuming bearings invariably effects a logical improvement guarantees service, long life and absolute reliability. Tell us your side of the bearing story and our engineers will solve the problem. Write for our literature.
1114 BALL -BEARING CO. Church Street, 608 Dearborn Street, New i Chicago AGENTS: Sweden, Aktiebolaget Svenska Kullagerfabriken, Gothenburg. England, The Skefko Ball Bearing Company, Ltd. France, Societe Anonyme des Roulements a Billes S K F, Paris. Germany, S K F Kugellagergesellschaft, m.b.H,. Dusseldorf; Schuchardt & Schiltte, Berlin. Italy, Soeieta Svedese dei Cuscinetti a Sfere, Milan. Belgium, R. S. Stokvis & Fils, Brussels. Austria, Schuchardt & Schutte, Wien, Budapest, Prag. Switzerland, Emil Kunz, Zurich. Spain, Francisco de P. Cerveto Corts, Barcelona. Portugal, E. Pfeil, Rua Formosa 400, Oporto. Russia, Schuchardt & Schate, St. Petersburg; Jerzy Hoser, Warschau. Norway, Chr. Sundt, Christiania. Denmark, V. A. Werder, Copenhagen. Finland, Aktiebolaget Axel von Knorrings Tekniska Byra, Helsingfors. Roumania and Bulgaria, Zweifel & Co., Bukarest. Holland, Valliant & Sluyterman, Haag. Australia, Gardner, Waern & Co., Melbourne. Argentine, M. Recht y Lehmann, Buenos Aires. Japan, J. A. Kjellberg & Sons, Tokio. 22

page 111
Slocomb Center Drills
Many Center Drills Break because the largest chips from the countersink clog the small-er chips from the drill point. As a result the drill point breaks off. In making Slo-comb Center Drills we have milled them so as to have plenty of room for all the chips to get out and not clog. This has proved a valuable point as it has resulted in less breakage. If you haven't used Slocomb Center Drills you should Get a box and try them.
Made in a large number of sizes and also in sets. Made of SEMI-HIGH SPEED STEEL Get a copy of our new catalogue No. 13-A sent free on request.
J. T. Slocomb Co. Providence R. I., U. S. A.
*********************************************************************************************************
June 20, 1912 Selling--AMERICAN MACHINIST--Section Records? No! Just Everyday Performance holes 1" deep in cast iron in 8 seconds 1" holes 1" deep in 18 seconds
The above figures constitute what is just ordinary work for Manufacturers Drilling Machines. And the best of it is that they can be duplicated right in your shop and hold the pace day after day. Write for details. TheTaylor & Fenn Company HARTFORD, CONN. Builders of Special Machinery, Drilling Machinery, Disk Grinders, Foot Presses, Bench Lathes and Auto. Screw Slotting Machines EUROPEAN AGENTS—E. Sonnenthal, Jr., Berlin, Cologne and Vienna. R. S. Stokvis & Zonen, Ltd., Rotterdam and Brussels, Alfred H. Schutte, Paris, Milan and Barcelona. Schuchardt & Schutte, Stockholm, Copenha-gen and St. Petersburg.
*********************************************************************************************************
THE SIGN OF Trade Mark HIGH EFFICIENCY Get a "D. T. D.
Set it to work in your shop. Put it up against the toughest job you have. It will win your commendation and there-after you'll specify "Detroit" Twist Drills
"Detroit" Drills and other small- tools have been on the market for 26 years and have always given the kind of service which results in re-orders.
For the hard job-the work that demands endurance, a steady cut and ability to stand high speeds--get "Detroit" Twist Drills. Ask your dealer for them or write us direct. We'll reply by return mail and send you Catalog "A" for the asking.
DETROIT TWIST DRILL CO.
644-656 Fort St., Detroit, Mich. 1926 Wabash Ave., Chicago 30 Church St., New York
reed pic
Slocomb Center Drills
Many Center Drills Break because the largest chips from the countersink clog the small-er chips from the drill point. As a result the drill point breaks off. In making Slo-comb Center Drills we have milled them so as to have plenty of room for all the chips to get out and not clog. This has proved a valuable point as it has resulted in less breakage. If you haven't used Slocomb Center Drills you should Get a box and try them.
Made in a large number of sizes and also in sets. Made of SEMI-HIGH SPEED STEEL Get a copy of our new catalogue No. 13-A sent free on request.
J. T. Slocomb Co. Providence R. I., U. S. A.
*********************************************************************************************************
June 20, 1912 Selling--AMERICAN MACHINIST--Section Records? No! Just Everyday Performance holes 1" deep in cast iron in 8 seconds 1" holes 1" deep in 18 seconds
The above figures constitute what is just ordinary work for Manufacturers Drilling Machines. And the best of it is that they can be duplicated right in your shop and hold the pace day after day. Write for details. TheTaylor & Fenn Company HARTFORD, CONN. Builders of Special Machinery, Drilling Machinery, Disk Grinders, Foot Presses, Bench Lathes and Auto. Screw Slotting Machines EUROPEAN AGENTS—E. Sonnenthal, Jr., Berlin, Cologne and Vienna. R. S. Stokvis & Zonen, Ltd., Rotterdam and Brussels, Alfred H. Schutte, Paris, Milan and Barcelona. Schuchardt & Schutte, Stockholm, Copenha-gen and St. Petersburg.
*********************************************************************************************************
THE SIGN OF Trade Mark HIGH EFFICIENCY Get a "D. T. D.
Set it to work in your shop. Put it up against the toughest job you have. It will win your commendation and there-after you'll specify "Detroit" Twist Drills
"Detroit" Drills and other small- tools have been on the market for 26 years and have always given the kind of service which results in re-orders.
For the hard job-the work that demands endurance, a steady cut and ability to stand high speeds--get "Detroit" Twist Drills. Ask your dealer for them or write us direct. We'll reply by return mail and send you Catalog "A" for the asking.
DETROIT TWIST DRILL CO.
644-656 Fort St., Detroit, Mich. 1926 Wabash Ave., Chicago 30 Church St., New York


Visit https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-56-L-S-Starret-Co-Micrometer.jpeg
!
Visit https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1917-March-3-pg-3-Pratt-and-Whitney-Co-Taps-small-tools.jpg!
C1lick here to visit https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-56-L-S-Starret-Co-Micrometer.jpeg!
Visit https://antiquemachinery.com/images-2021/American-Machinist-Magazine-1912-June-30-pg-2-Who-s-Who-W-F-and-John-Barns-Aubrey-Barns-60-per.jpg!
https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-18-Cleveland-Automatic-Lathe-Machine-o-Milled-Shaved-Threaded-Formed-cut-Off.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-44--.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-127-Blue-Chip-Bits-The-Tabor-Power-Squezing-Molding-Machine-Molding.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1917-March-3-pg-3-Pratt-and-Whitney-Co-Taps-small-tools.jpg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-39-Die-Chaser-Grinder-Geometric-Tool-Co-Kerny-and-Trucker-Slotter-Attachment.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-32-Co-wrench-The-Fosdick-macinneTool-Co-Boring-Mill.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-29-Radial-Drill-Press-Joseph-T-Ryerson-and-Son-Prentice-Bros-Co-Machinery.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-102-Modern-Cuter-grinder.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-30-pg-91-Morse-Twist_drill-Automatic-Machine-Co-Worl-Benchtop-Press.jpeg
{kind=link}
Visit https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1917-March-3-pg-3-Pratt-and-Whitney-Co-Taps-small-tools.jpg!
{kind=link}
C1lick here to visit https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-56-L-S-Starret-Co-Micrometer.jpeg!
Visit https://antiquemachinery.com/images-2021/American-Machinist-Magazine-1912-June-30-pg-2-Who-s-Who-W-F-and-John-Barns-Aubrey-Barns-60-per.jpg!
https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-18-Cleveland-Automatic-Lathe-Machine-o-Milled-Shaved-Threaded-Formed-cut-Off.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-44--.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-127-Blue-Chip-Bits-The-Tabor-Power-Squezing-Molding-Machine-Molding.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1917-March-3-pg-3-Pratt-and-Whitney-Co-Taps-small-tools.jpg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-39-Die-Chaser-Grinder-Geometric-Tool-Co-Kerny-and-Trucker-Slotter-Attachment.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-32-Co-wrench-The-Fosdick-macinneTool-Co-Boring-Mill.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-29-Radial-Drill-Press-Joseph-T-Ryerson-and-Son-Prentice-Bros-Co-Machinery.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-pg-102-Modern-Cuter-grinder.jpeg https://antiquemachinery.com/images-2021/1912-American-Machinist-Magazine-1912-June-30-pg-91-Morse-Twist_drill-Automatic-Machine-Co-Worl-Benchtop-Press.jpeg
href
href
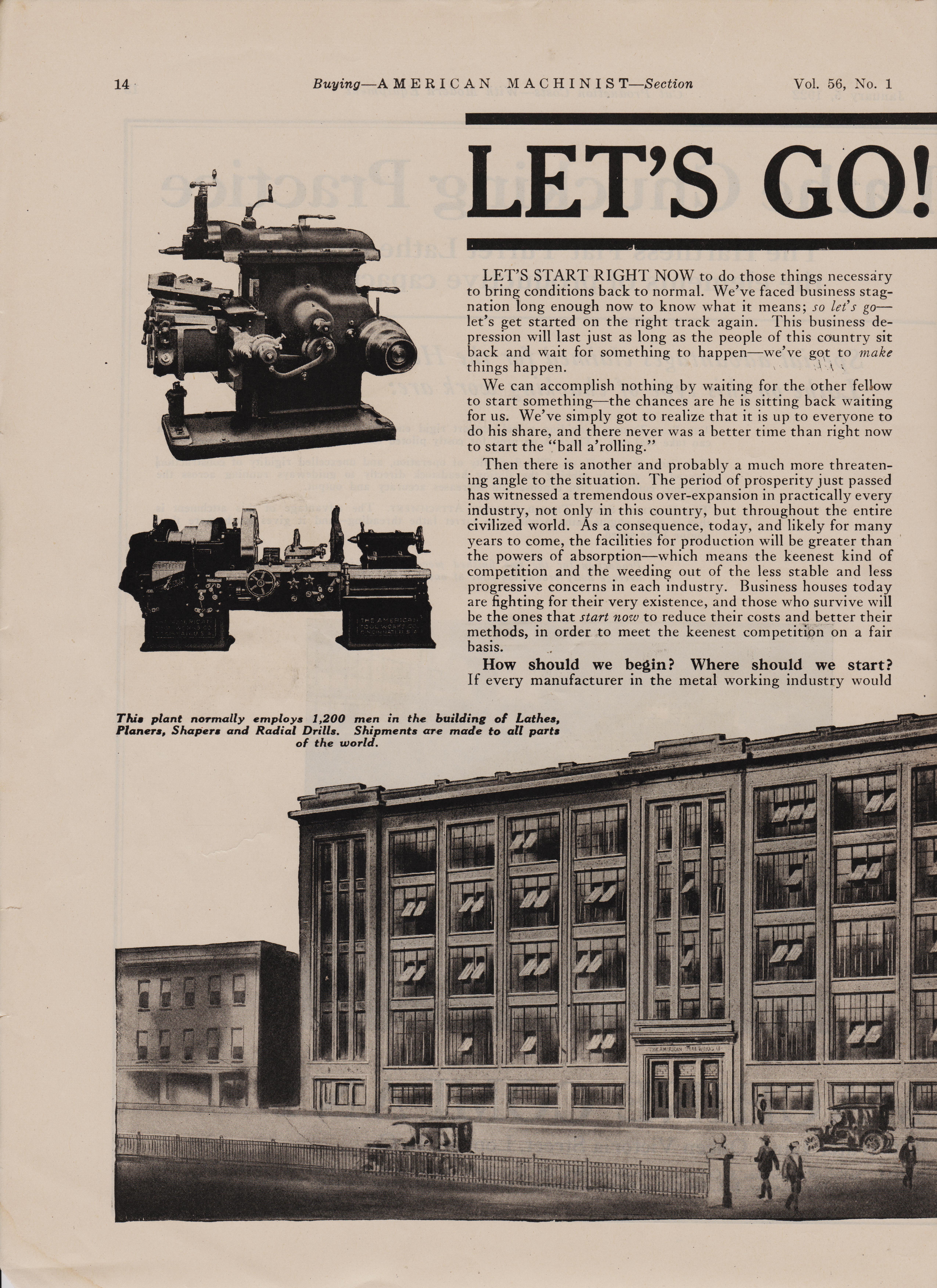
pg 14
LETS GO AMERICAN MACHINIST-Section Vol. 56, No. 1
LET'S START RIGHT NOW!
.
LET'S START RIGHT NOW
To do those things necessary to bring conditions back to normal. We've faced business stag- nation long
enough now to know what it means; so let's go- let's get started on the right track again. This business de-
depression will last just as long as the people of this country sit back and wait for something to
happen-we've got to make things happen.
We can accomplish nothing by waiting for the other fellow to start something-the chances are he is sitting
back waiting for us. We've simply got to realize that it is up to everyone to do his share, and there never
was a better time than right now to start the ball a'rolling.
Then there is another and probably a much more threatening angle to the situation. The period of
prosperity just passed has witnessed a tremendous over-expansion in practically every industry, not only
in this country, but throughout the entire civilized world. `As a consequence, today, and likely for many
years to come, the facilities for production will be greater than the powers of absorption-which means the
keenest kind of competition and the weeding out of the less stable and less progressive concerns in
each industry. Business houses today are fighting for their very existence, and those who survive will be
the ones that start now to reduce their costs and better their methods, in order to meet the keenest
competition on a fair basis. ~
How should we begin? Where should we start?
If every manufacturer in the metal working industry would start by putting his own house in order, by
replacing his old worn'-out tools with new and better machines, by weeding out bis obsolete equipment,
and installing more modern, more profitable equipment in its place, the first thing you know, we would
have better business, things would begin to move again, and industry once more would "hit the trailof
progress. We, The American Tool Works Company, have already started. Since Jan. 1921, we have weeded
out of our own plant, eighty-three machines of different kinds, and are now replacing them with the latest
and most modern tools. By this we have provided business for the foundries, orders for the steel mills,
and work for a number of men-in other words, we have gone into action in our own plant.
If you will do the same in yours, the other fellow the same in his, and so on, ad infinitum, this country
would soon forget that there was a business depression, a readjustment period or a deflation spasm. It is
up to every one of us to put our shoulder to the wheel, so let's go-a slang expression -yes-but chuck full
of meaning and good advice.
The American Tool Works Co.
Cinncinatti, Ohio, U. S. A.
LATHES PLANERS--SHAPERS RADIALS
This is the 6 tst of a series of cost reducing advertisements. The president of every metal Fabricating
plant in this country should read each and every one of these advertisements, and then refer them to
his manager, CEO or superintendent.
top top sky pic top size
LETS GO AMERICAN MACHINIST-Section Vol. 56, No. 1
LET'S START RIGHT NOW!
.
LET'S START RIGHT NOW
To do those things necessary to bring conditions back to normal. We've faced business stag- nation long
enough now to know what it means; so let's go- let's get started on the right track again. This business de-
depression will last just as long as the people of this country sit back and wait for something to
happen-we've got to make things happen.
We can accomplish nothing by waiting for the other fellow to start something-the chances are he is sitting
back waiting for us. We've simply got to realize that it is up to everyone to do his share, and there never
was a better time than right now to start the ball a'rolling.
Then there is another and probably a much more threatening angle to the situation. The period of
prosperity just passed has witnessed a tremendous over-expansion in practically every industry, not only
in this country, but throughout the entire civilized world. `As a consequence, today, and likely for many
years to come, the facilities for production will be greater than the powers of absorption-which means the
keenest kind of competition and the weeding out of the less stable and less progressive concerns in
each industry. Business houses today are fighting for their very existence, and those who survive will be
the ones that start now to reduce their costs and better their methods, in order to meet the keenest
competition on a fair basis. ~
How should we begin? Where should we start?
If every manufacturer in the metal working industry would start by putting his own house in order, by
replacing his old worn'-out tools with new and better machines, by weeding out bis obsolete equipment,
and installing more modern, more profitable equipment in its place, the first thing you know, we would
have better business, things would begin to move again, and industry once more would "hit the trailof
progress. We, The American Tool Works Company, have already started. Since Jan. 1921, we have weeded
out of our own plant, eighty-three machines of different kinds, and are now replacing them with the latest
and most modern tools. By this we have provided business for the foundries, orders for the steel mills,
and work for a number of men-in other words, we have gone into action in our own plant.
If you will do the same in yours, the other fellow the same in his, and so on, ad infinitum, this country
would soon forget that there was a business depression, a readjustment period or a deflation spasm. It is
up to every one of us to put our shoulder to the wheel, so let's go-a slang expression -yes-but chuck full
of meaning and good advice.
The American Tool Works Co.
Cinncinatti, Ohio, U. S. A.
LATHES PLANERS--SHAPERS RADIALS
This is the 6 tst of a series of cost reducing advertisements. The president of every metal Fabricating
plant in this country should read each and every one of these advertisements, and then refer them to
his manager, CEO or superintendent.