0
*****************
William Woodcock
age 6
.
************************

The Improved Walker Tool Grinder.
A JOURNAL FOR MACHINISTS,'BLACKSMITHS,
VOL. 10, No: 2 WEEKLIES. NEW YORK, May 21, 1896.
5 82.50 per Annum. SINGLE COPIES, a CENTS.
COPYRIGHT 1896, BY AMERICAN MACHINIST PUBLISHING C ANY.
VOLUME 19.
A PRACTICAL JOURNAL OF MACHINE CONSTRUCTION. NEW YORK, THURSDAY, MAY 21, 1896.
The Improved Walker Tool Grinder.
In our issue of October 12, 1893, we published, as part of our account of the machinery exhibited at Chicago, engrav-ings and description of the above-men-tioned machine, since which time its original designer, Mr. 0. S. Walker, has gone on improving it; and the improve-ments he has made though they do not materially alter the general appearance of the machine, are yet important, and, we think, of sufficient merit to justify us in taking space for their illustration. The improvements are as follows: A supplementary support to the swinging table (see Fig. I of the detail cuts), largely increasing the rigidity of the machine. The supporting collar B (resting upon this support) is provided with a steel pointer, to indicate, by means of index i and 2 on the supplementary support, the position of the sliding carriage as regards the emery wheel. The sliding carriage, while pre-serving the same general design, has been materially increased in weight, has an in-creased capacity of 3 inches in length, and a convenient rack and pinion feed has been added; and there is now obtained a direct hand feed, rack feed and screw feed, with quick changes from one to either of the others. The cross feed (operated by screw) is now arranged to be moved by thousandths of an inch, by means of the graduated hand wheel M and adjustable pointer N. The cross-feed screw is oiled through the oil cup P, at its center. As it has been the aim of the manufac-turers to build a machine that should be strictly universal in its range, and -to meet a demand for surface grinding under the emery wheel, also for formed cutter grind-ing, an increased vertical adjustment of 5 inches has been provided. Fig. I is a part vertical section through the machine, and Fig. 2 is a part horizontal section through the binding and elevating devices. It will be seen that the supplementary support for the table is a part of the column top E, and also that a hub or collar El is formed around the center of the same, at the top. The supporting collar B is clamped to this hub by means of the ball-handle screw L. The supporting collar B is in turn formed with a hub at the top, telescoping into the lower end of the hub of the main table A, and a dowel C is provided, allowing a yertical movement of the table by means of the feed screw D, but preventing lateral
movement except in unison with the col-lar B. A hub Al, on the main table A telescopes into the bottom of the grinder head R, which is rigidly fastened to the adjustable post a, at its upper end. Table A, collar B and column top E are each centrally bored for the insertion of the adjustable post G, said post having rack teeth on one side of its lower extremity
- _
Expanding and Binding Screw
NUMBER 21.
side, operated by the gripping screw I, and upon the opposite side with a bearing for the elevating pinion H, made solid with its shaft and operated by the external hand wheel S. To adjust the post G, the binding screw I of the column and the binding screw K of the main table are loosened; the binding screw L remaining tightened, to hold the table and carriage
Changeable Collet
Oil Hole 1
Vertical Feed
Supplementary Support
Index 2
Index 1
Drip Cup
Fig. 1
VERTICAL SECTION OF GRINDER.
and being splined to the column top E, with stops to limit its vertical travel in each direction. The lower end of the post G enters a drip cup inside of the column, and forms a conduit for all the waste oil from the spindle boxes. The column top E is provided at its under side with a long hub split on one
Fig. 2 SECTION THROUGH CLAMPING DEVICE.
rigid with the column top. After adjust-ing post G, the same screws are tightened. and the whole device is again rigid. To insure the freeing of the clamping device from the post G, a simple device in the form of a right and left-threaded bushing J and J-1, Fig. 2, is employed. It will be seen that these binding screws
***************************************************************************************************************************************************
512-2 page 2
are each provided with two threaded portions of different diameters, the smaller size on each being right-handed and the larger left-handed. The inside of the bushings is tapped to fit the left-handed thread; while the outside of the bushings is cut right-handed, of the same pitch as the smaller diameter threads at the end of the binding screws, to enable the same to be screwed into place. The operation of the device is obvious, and it will be noticed that when slacked the binder is positively forced open. To provide for the slackening of the spindle belt when the grinder head is elevated, an automatically adjusted belt tightener is arranged on the regular five-speed countershaft which accompanies the machine. The countershaft and tightener are shown in Fig. 3, and further de-tails of tightener are illustrated in Figs. 4, 5 and 6. A weight Q, by force of graity, maintains the proper tension of the driving belt at all times. A notable feature of the belt tightener lies in the construction of the pulley T, which is rigidly mounted on a shaft U, the shaft having a bearing in a hub on the tightener arm. This pulley is so constructed that the belt pull is over the center of the shaft bearing. The shaft is oiled at the center, and the whole arrangement goes far to overcome the objectionable features of the ordinary loose pulleys. The drip cup W is hung ill a groove on the tightener hub, and will maintain its contents inside the cup no matter what the angle of the arm may be. The machine is manufactured by the Northern Emery Wheel Co., Worcester, Mass.
AMERICAN MACHINIST
May 21, 1896.
THE IMPROVED WALKER TOOL GRINDER.
A Commercial Tour of South America. The managers of the National Associa-tion of Manufacturers of the United States are organizing a commercial tour of South America. It is the intention to have representa-
tive men ,connected with the various branches of manufacturing to form the
No
Drilled Hole
Fig. 3 COUNTERSHAFT WITH TIGHTENERS.
Fig. 5 Fig, 6 BELT TIGHTENER AND DRIP CUP.
party, and it is intended to sail from New York July 1st by the "St. Paul," for Southampton, from which a steamer will be taken for Rio Janeiro, thus giving the manufacturers a vivid illustration of the fact that, in order to reach Rio Janeiro from New York, one must sail about five times the distance that would be required if we had a direct line of steamers. Official assurances have been received that the members of the party will be cordially received in the various Smith American countries which it is proposed to visit, and it is expected that about three months' time will be required for the trip. A By making a speed of 16.2079 knots on her trial trip, the new battle-ship "Massa-chusetts" earned for the Cramps, her builders, a premium of $100,000, and for herself, it is claimed, the proud distinc-tion of being the fastest vessel of her class in the world. Foreign vessels have made higher speeds for a single measured mile, but it is not believed that they could steam for four hours at the same speed. The Massachusetts Institute of Tech-nology sends us a pamphlet announcing summer courses of study which are to be followed at the Institute this season. These include courses in mathematics, chemistry, physics, languages, mechan-ism, shop work, etc.

div id="e2-page-2-small "
style="position:absolute;left:1299;top:2701;width:1160;height:626;">

AMERICAN-MACHINIST-1897-page 3 Piston Valves I.
********************************************************************************************************************
page-40
May 21, 1896.
Piston Valves I.
My recent notes on a peculiar form of piston valve have apparently attracted some attention, and I can perhaps best answer inquiries by giving a brief description of the valve I had in my mind and which is constructed on the principles I have named; that is, with a due and proper consideration of the importance of not placing in sliding contact two discontinuous surfaces. In • most types of piston
American Machinist Fig. 1 PISTON VALVE.
valve the valve appears to be an 'ordinary block piston, with spring rings almost identical with an ordinary steam piston; and yet it is called on to pass to and fro across ports which would allow the rings to spring into the ports and catch on the edges, if it were not for bridge bars cast—sometimes spirally—across the ports, to prevent, or try to prevent, such accident. I do not know who invented the continuous-bodied piston valve, for I have seen it made by several engineering firms. It consisted simply of a cylindrical hollow body with longitudinal ribs cast , in, and a grinding face at each end upon which there were ground the covers or end pieces of the valve, the completed valve having the appearance of Fig. I. These valves—there was one at each end of the cylinder—were worked in side shells of cast iron, as in Fig. 2, the ports
American Machinist
Fig. 2 PISTON-VALVE SHELL.
being cut in these shells, and usually being separated by inclined divisions. Sometimes there was provision made for rotating these valves as they worked to and fro, with the idea of better pre-serving their circularity—the means of doing this being by an arm attached to the valve spindles and carrying a roller which entered between two inclined plates, and these gave a slight swiveling motion to the arm and rotated the valve through a small angle. Fig. 3 shows this.
AMERICAN MACHINIST
The shells in which the valves worked were usually forced tightly into bored seats in the cylindrical valve chests, cast in one piece with the cylinder very frequently, as in Fig. 4; the passage A, properly made narrow at the side further from the cylinder, forming the passage to take steam from the several shell ports to the cylinder port B. The construction of the valve thus in-volves the simplest of mechanical work—that of the lathe and boring mill—and these were reduced to a minimum by the provision of suitable turning bands upon' the shells where they fitted in the bored chests and were pressed into place with a smear of red lead at c C. These simple valves were actuated in the usual way by eccentrics. They had some elasticity. When cast and rough-turned they were slotted longitudinally and com-pressed by an encircling clip, and turned up at the ends, and a V-piece fitted in a
Pig. 3 VALVE ROTATING DEVICE.
V-recess on the inside of the valve, the slot through the body being along the apex of the V. The V-piece was provided with a spring and a folding wedge com-bination, or other means of setting up. The curves were then ground on; and by means of paper inserted between the covers and the valve ends, the valve could be so tightly held by the grip of the covers, when drawn up by a bolt, that the encircling clip could be removed and the valve then turned to its proper finished diameter. Thus made, it possesses an initial elasticity and does not require any setting-out pressure from the V, whose duty is simply to keep closed the longitudinal slot. Apart from this the body of the valve is a continuous and unbroken surface, with nothing to get loose or to project and catch in the port openings. It is needless to point out that with piston valves there can be no frictional resistance to movement beyond that due to the elasticity of the valve; there is no steam pressure. Preferably, steam is ad-mitted between the two valves, so placing the valve spindle in tension, and exhaust takes place over their outer ends. It is important, if the waste spaces are wanted to be kept to a minimum, that the breadth of the annular port round the shell should be a minimum at A, and should gradually widen towards the cylinder port to provide an area proportionate. to the number of ports between A and the cylinder port B.
3-513
This, then, is the simple piston valve, or, as often termed, plug valve, and I think it must have been as an evolution from this valve that the automatic variable-expansion piston-valve gear came into being. The automatic valve is simply the plug valve with certain additions; the shell in which it works is identical, except for the shape of the ports; the fixing of the shell in the steam chest or side pipe is just the same, and there is the same rotation of the valve about its own axis, with the difference only that the angle of rotation is more accurately fixed and the time of rotation is variable, as will be seen from the drawings and description which I must defer for another letter—merely premising that the details of construction then shown will be equally applicable to the plug valve now described. I would merely add at present that the lead of a piston valve is best obtained, as shown in Fig. 4, by means of V-shaped notches cut in the steam edge of the shell ports. As regards construction, the shells being pressed into the seatings require careful turning so that the ports come properly in between the seating ribs c c. When the shells are in place the valve spindle which connects the valves is then finished at the junction socket, so as to bring the two valves to their proper relative positions. As a proof of the superiority to slide valves, a child can move a pair of piston valves if the eccentric rod be unhooked and the usual lever placed in the rock-, shaft socket which is provided for the purpose. The piston valve has one fault. It will not—cannot—lift off its face to let out water from the cylinder. Relief valves for this are an essential feature in a piston-valve engine. The setting-out V is an im-
American Machinist
Fig. 4 SHELL IN PLACE,
important feature of a piston valve. It ought to be softer than the rest of the valve in order that, as it moves out, it will wear away quickly to the level of the valve body —otherwise it would tend to cut a groove in the shell. At the same time, it will not do to cut away the apex of the V entirely, or there would be a gate for the through passage of steam. London. W. H. Boo'.
American-Machinist-Feb-12-1887-May-1-pg-3-Piston-Valves.jpeg page 3
pg 3 AMERICAN MACHINIST 1896
-pg 40
May 21, 1896. -40
May 21, 1896.
. London. W. H. Boo'.
.
<
AMERICAN-MACHINIST-1887-page 5 January-22-Vol-10-No 4
AMERICAN-MACHINIST-1887-page 5 January-22
A SPECIAL REED LATHE.
May 21, 1896. AMERICAN MACHINIST, page 4
A Special " Reed " Lathe.
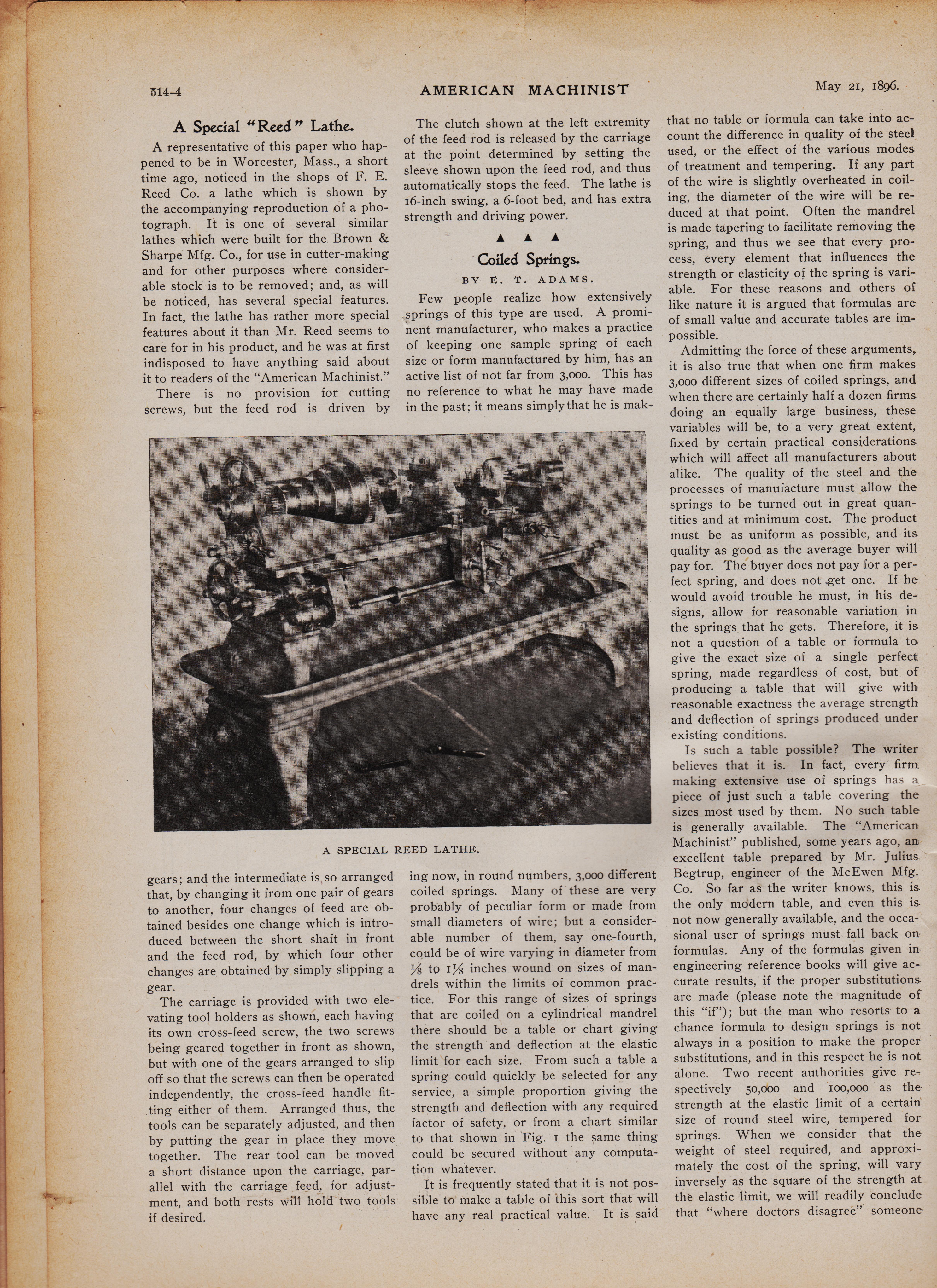
A representative of this paper who hap-pened to be in Worcester, Mass., a short time ago, noticed in the shops of F. E. Reed Co. a lathe which is shown by the accompanying reproduction of a pho-tograph. It is one of several similar lathes which were built for the. Brown & Sharpe Mfg. Co., for use in cutter-making and for other purposes where consider-able stock is to be removed; and, as will be noticed, has several special features. In fact, the lathe has rather more special features about it than Mr. Reed seems to care for in his product, and he was at first indisposed to have anything said about it to readers of the "American Machinist." There is no provision for cutting screws, but the feed rod is driven by The clutch shown at the left extremity of the feed rod is released by the carriage at the point determined by setting the sleeve shown upon the feed rod, and thus automatically stops the feed. The lathe is i6-inch swing, a 6-foot bed, and has extra strength and driving power.
Coiled Springs. BY E. T. ADAMS.
Few people realize how extensively springs of this type are used. A promi-nent manufacturer, who makes a practice of keeping one sample spring of each size or form manufactured by him, has an active list of not far from 3,000. This has no reference to what he may have made in the past; it means simply that he is mak-
A SPECIAL REED LATHE.
gears; and the intermediate is so arranged that, by changing it from one pair of gears to another, four changes of feed are ob-tained besides one change which is intro-duced between the short shaft in front and the feed rod, by which four other changes are obtained by simply slipping a gear. The carriage is provided with two ele-vating tool holders as shown, each having its own cross-feed screw, the two screws being geared together in front as shown, but with one of the gears arranged to slip off so that the screws can then be operated independently, the cross-feed handle fit-ting either of them. Arranged thus, the tools can be separately adjusted, and then by putting the gear in place they move together. The rear tool can be moved a short distance upon the carriage, par-allel with the carriage feed, for adjust-ment, and both rests will hold two tools if desired.
ing now, in round numbers, 3,000 different coiled springs. Many of these are very probably of peculiar form or made from small diameters of wire; but a consider-able number of them, say one-fourth, could be of wire varying in diameter from to 1 i/8 inches wound on sizes of man-drels within the limits of common prac-tice. For this range of sizes of springs that are coiled on a cylindrical mandrel there should be a table or chart giving the strength and deflection at the elastic limit for each size. From such a table a spring could quickly be selected for any service, a simple proportion giving the strength and deflection with any required factor of safety, or from a chart similar to that shown in Fig. 1 the same thing could be secured without any computa-tion whatever. It is frequently stated that it is not pos-sible to make a table of this sort that will have any real practical value. It is said
May 21, 1896.
that no table or formula can take into ac count the difference in quality of the steel used, or the effect of the various modes of treatment and tempering. If any part of the wire is slightly overheated in coil-ing, the diameter of the wire will be re-duced at that point. Often the mandrel is made tapering to facilitate removing the spring, and thus we see that every pro-cess, every element that influences the strength or elasticity of the spring is vari-able. For these reasons and others of like nature it is argued that formulas are of small value and accurate tables are im-possible. Admitting the force of these arguments, it is also true that when one firm makes 3,000 different sizes of coiled springs, and when there are certainly half a dozen firms doing an equally large business, these variables will be, to a very great extent, fixed by certain practical considerations which will affect all manufacturers about alike. The quality of the steel and the processes of manufacture must allow the springs to be turned out in great quan-tities and at minimum cost. The product must be as uniform as possible, and its quality as good as the average buyer will pay for. The buyer does not pay for a per-fect spring, and does not .get one. If he would avoid trouble he must, in his de-signs, allow for reasonable variation in the springs that he gets. Therefore, it is not a question of a table or formula to give the exact size of a single perfect spring, made regardless of cost, but of producing a table that will give with reasonable exactness the average strength and deflection of springs produced under existing conditions. Is such a table possible? The writer believes that it is. In fact, every firm making extensive use of springs has a piece of just such a table covering the sizes most used by them. No such table is generally available. The "American Machinist" published, some years ago, an excellent table prepared by Mr. Julius Begtrup, engineer of the McEwen Mfg. Co. So far as the writer knows, this is the only modern table, and even this is not now generally available, and the occa-sional user of springs must fall back on formulas. Any of the formulas given in reference books will give ac-curate results, if the proper substitutions, are made (please note the magnitude of this "if") ; but the man who resorts to a. chance formula to design springs is not always in a position to make the proper substitutions, and in this respect he is not alone. Two recent authorities give re-spectively 50,000 and ioo,000 as the strength at the elastic limit of a certain size of round steel wire, tempered for springs. When we consider that the weight of steel required, and approxi-mately the cost of the spring, will vary inversely as the square of the strength at the elastic limit, we will readily conclude that "where doctors disagree" someone
5. AMERICAN-MACHINIST-1887-page 5
5. AMERICAN-MACHINIST-1896-page 5
5 pic test 6-24
top
May 21, 1896. AMERICAN MACHINIST page 5
May 21, 1896. AMERICAN MACHINIST page 5 A Fixture for Grinding Profile Cutters.
May 21, 1896. AMERICAN MACHINIST
A Fixture for Grinding Profile Cutters.
and the writer believes that this decision should be arrived at by testing a great number—a thousand or more—of springs bought in the open market. The price of each spring should be known, and the averages arrived at from these tests should take into account the price as well as the size. It will be in-teresting to know whether a change in quality affects the price in the same way and to the same extent that such a change affects the weight of steel. For example: With an allowable fiber stress of 6o,000 pounds, a certain spring weighs, say, 3o
cf.
300
200
150
100
50
0
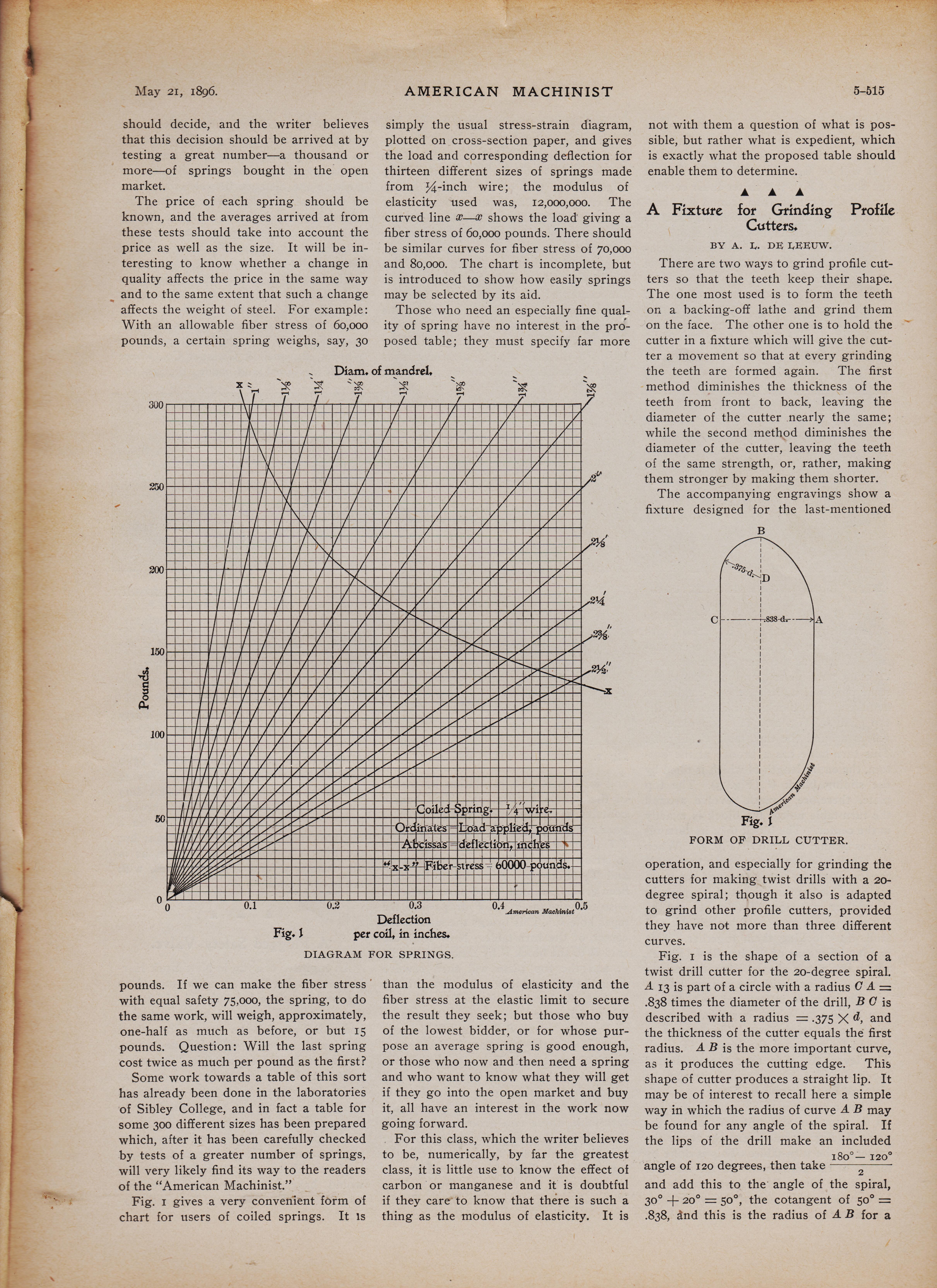
x
simply the usual stress-strain diagram, plotted on cross-section paper, and gives the load and corresponding deflection for thirteen different sizes of springs made from 1/4-inch wire; the modulus of elasticity used was, 12,000,000. The curved line x—x shows the load giving a fiber stress of 6o,000 pounds. There should be similar curves for fiber stress of moo() and 8o,000. The chart is incomplete, but is introduced to show how easily springs may be selected by its aid. Those who need an especially fine qual-ity of spring have no interest in the pro-posed table; they must specify far more
Diam. of mandrel.
Load applied, poun-deflectilmitifehes 1 60000-ponds.
Abcissas
Fiber- tress=
0
0.1
Fig. 1
0 2 0.3 Deflection per coil, in inches.
DIAGRAM FOR SPRINGS.
pounds. If we can make the fiber stress with equal safety 75,000, the spring, to do the same work, will weigh, approximately, one-half as much as before, or but 15 pounds. Question: Will the last spring cost twice as much per pound as the first? Some work towards a table of this sort has already been done in the laboratories of Sibley College, and in fact a table for some 300 different sizes has been prepared which, after it has been carefully checked by tests of a greater number of springs, will very likely find its way to the readers of the "American Machinist." Fig. 1 gives a very convenient form of chart for users of coiled springs. It is
0 4_American Machinist0.5
24 234. 2y: than the modulus of elasticity and the fiber stress at the elastic limit to secure the result they seek; but those who buy of the lowest bidder, or for whose pur-pose an average spring is good enough, or those who now and then need a spring and who want to know what they will get if they go into the open market and buy it, all have an interest in the work now going forward. For this class, which the writer believes to be, numerically, by far the greatest class, it is little use to know the effect of carbon or manganese and it is doubtful if they care to know that there is such a thing as the modulus of elasticity. It is
5-515
not with them a question of what is pos-sible, but rather what is expedient, which is exactly what the proposed table should enable them to determine.
A Fixture for Grinding Profile Cutters.
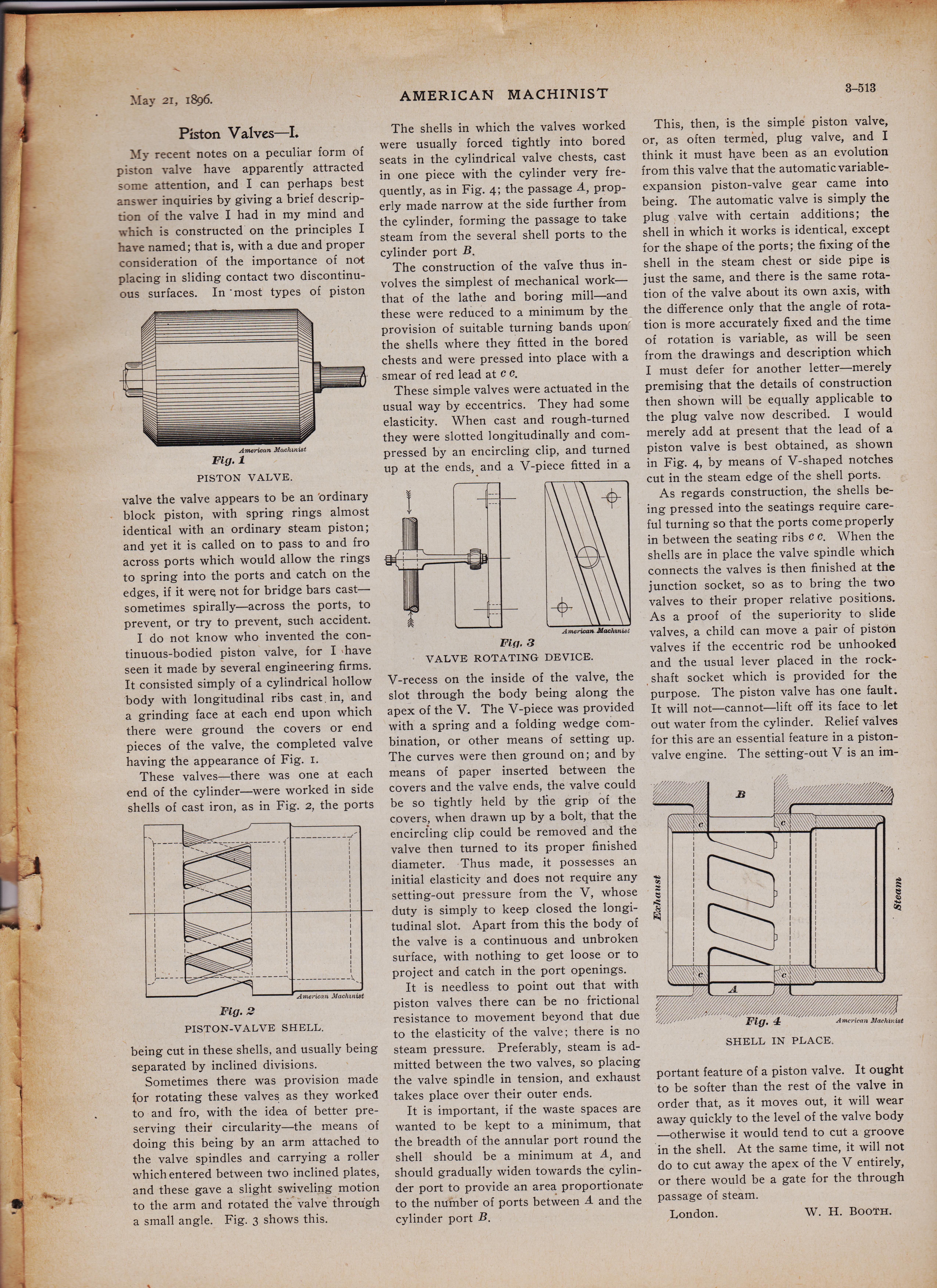
BY A. L. DE LEuuw. There are two ways to grind profile cut-ters so that the teeth keep their shape. The one most used is to form the teeth on a hacking-off lathe and grind them on the face. The other one is to hold the cutter in a fixture which will give the cut-ter a movement so that at every grinding the teeth are formed again. The first method diminishes the thickness of the teeth from front to back, leaving the diameter of the cutter nearly the same; while the second method diminishes the diameter of the cutter, leaving the teeth of the same strength, or, rather, making them stronger by making them shorter. The accompanying engravings show a fixture designed for the last-mentioned
Fig. 1 FORM OF DRILL CUTTER.
operation, and especially for grinding the cutters for making twist drills with a 20-degree spiral; though it also is adapted to grind other profile cutters, provided they have not more than three different curves. Fig. I is the shape of a section of a twist drill cutter for the 20-degree spiral. A 13 is part of a circle with a radius C A = .838 times the diameter of the drill, B C is described with a radius = .375 X d, and the thickness of the cutter equals the first radius. A B is the more important curve, as it produces the cutting edge. This shape of cutter produces a straight lip. It may be of interest to recall here a simple way in which the radius of curve A B may be found for any angle of the spiral. If the lips of the drill make an included i8o°— 12o° angle of 120 degrees, then take 2 and add this to the angle of the spiral, 30° 20° = 5o°, the cotangent of 50° = .838, And this is the radius of A. B for a
6. AMERICAN-MACHINIST-
AMERICAN MACHINIST May 21, 1896. page 6
AMERICAN MACHINIST
PAGE 6 AMERICAN MACHINIST May 21, 1896.
516-6
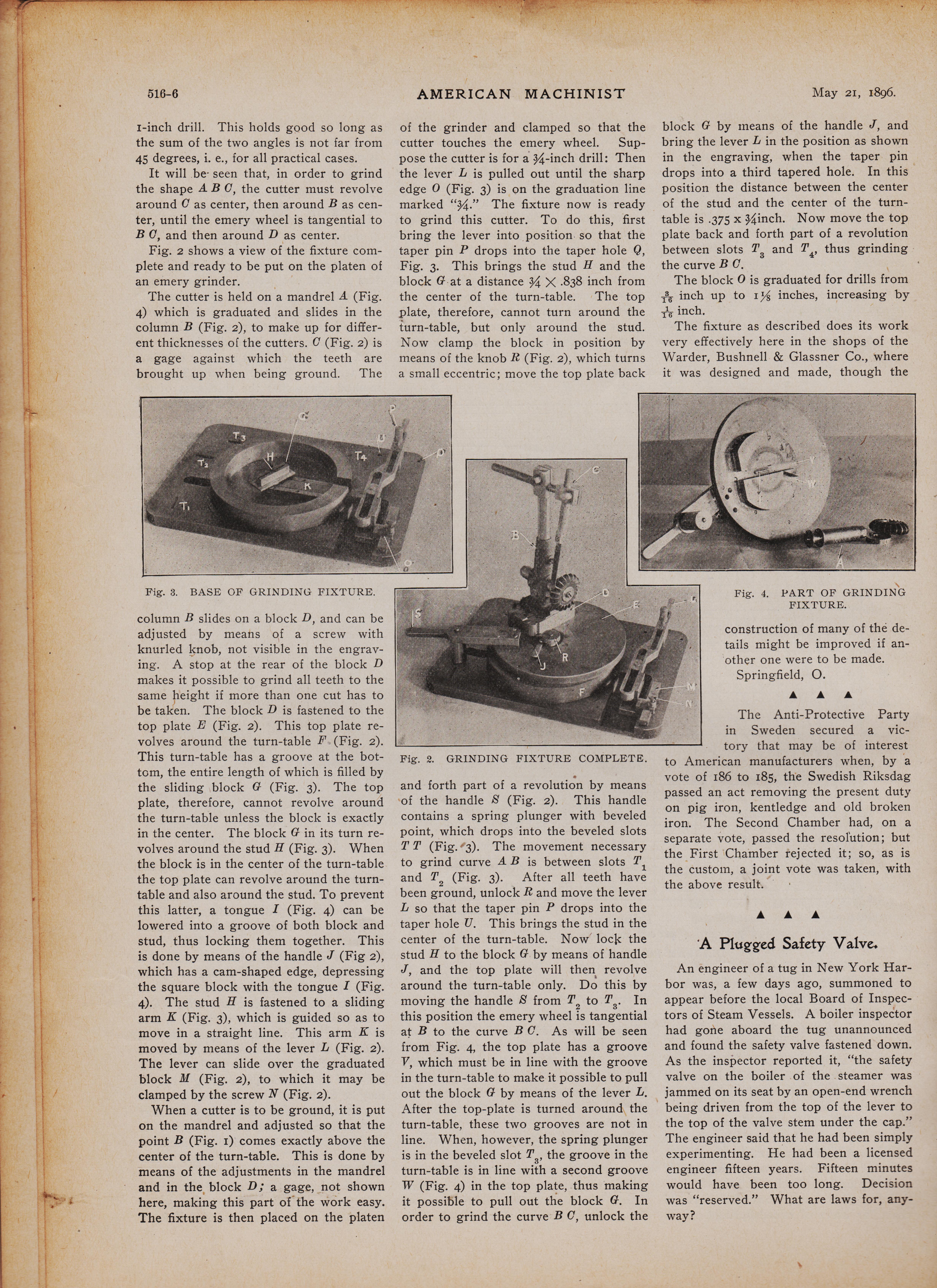
I-inch drill. This holds good so long as the sum of the two angles is not far from 45 degrees, i. e., for all practical cases. It will be seen that, in order to grind the shape A. B C, the cutter must revolve around C as center, then around B as cen-ter, until the emery wheel is tangential to B C, and then around D as center. Fig. 2 shows a view of the fixture com-plete and ready to be put on the platen of an emery grinder. The cutter is held on a mandrel A. (Fig. 4) which is graduated and slides in the column B (Fig. 2), to make up for differ-ent thicknesses of the cutters. C (Fig. 2) is a gage against which the teeth are brought up when being ground. The
AMERICAN MACHINIST May 21, 1896.
of the grinder and clamped so that the cutter touches the emery wheel. Sup-pose the cutter is for a Y4-inch drill: Then the lever L is pulled out until the sharp edge 0 (Fig. 3) is on the graduation line marked "Y4." The fixture now is ready to grind this cutter. To do this, first bring the lever into position so that the taper pin P drops into the taper hole Q, Fig. 3. This brings the stud H and the block G at a distance 3/4 X .838 inch from the center of the turn-table. The top plate, therefore, cannot turn around the turn-table, but only around the stud. Now clamp the block in position by means of the knob B (Fig. 2), which turns a small eccentric; move the top plate back
Fig. 3. BASE OF GRINDING FIXTURE.
column B slides on a block D, and can be adjusted by means of a screw with knurled knob, not visible in the engrav-ing. A stop at the rear of the block D makes it possible to grind all teeth to the same height if more than one cut has to be taken. The block D is fastened to the top plate E (Fig. 2). This top plate re-volves around the turn-table F (Fig. 2). This turn-table has a groove at the bot-tom, the entire length of which is filled by the sliding block G (Fig. 3). The top plate, therefore, cannot revolve around the turn-table unless the block is exactly in the center. The block G in its turn re-volves around the stud H (Fig. 3). When the block is in the center of the turn-table the top plate can revolve around the turn-table and also around the stud. To prevent this latter, a tongue I (Fig. 4) can be lowered into a groove of both block and stud, thus locking them together. This is done by means of the handle J (Fig 2), which has a cam-shaped edge, depressing the square block with the tongue I (Fig. 4). The stud H is fastened to a sliding arm K (Fig. 3), which is guided so as to move in a straight line. This arm K is moved by means of the lever L (Fig. 2). The lever can slide over the graduated block M (Fig. 2), to which it may be clamped by the screw N (Fig. 2). When a cutter is to be ground, it is put on the mandrel and adjusted so that the point B (Fig. I) comes exactly above the center of the turn-table. This is done by means of the adjustments in the mandrel and in the block D; a gage, not shown here, making this part of the work easy. The fixture is then placed on the platen
block G by means of the handle J, and bring the lever L in the position as shown in the engraving, when the taper pin drops into a third tapered hole. In this position the distance between the center of the stud and the center of the turn-table is .375 x ginch. Now move the top plate back and forth part of a revolution between slots T3 and T4, thus grinding the curve B C. The block 0 is graduated for drills from 1r inch up to i N inches, increasing by inch. The fixture as described does its work very effectively here in the shops of the Warder, Bushnell & Glassner Co., where it was designed and made, though the
Fig. 2. GRINDING FIXTURE COMPLETE.
and forth part of a revolution by means of the handle S (Fig. 2). This handle contains a spring plunger with beveled point, which drops into the beveled slots T T (Fig. 3). The movement necessary to grind curve A B is between slots T1 and T2 (Fig. 3). After all teeth have been ground, unlock B and move the lever L so that the taper pin P drops into the taper hole U. This brings the stud in the center of the turn-table. Now lock the stud H to the block G by means of handle J, and the top plate will then revolve around the turn-table only. Do this by moving the handle S from T2 to T3. In this position the emery wheel is tangential at B to the curve B C. As will be seen from Fig. 4, the top plate has a groove V, which must be in line with the groove in the turn-table to make it possible to pull out the block G by means of the lever L. After the top-plate is turned around the turn-table, these two grooves are not in line. When, however, the spring plunger is in the beveled slot T3, the groove in the turn-table is in line with a second groove TT7 (Fig. 4) in the top plate, thus making it possible to pull out the block G. In order to grind the curve B C, unlock the
Fig. 4. PART OF GRINDING FIXTURE.
construction of many of the de-tails might be improved if an-other one were to be made. Springfield, 0.
A
The Anti-Protective Party in Sweden secured a vic-tory that may be of interest
to American manufacturers when, by a vote of 186 to 185, the Swedish Riksdag passed an act removing the present duty on pig iron, kentledge and old broken iron. The Second Chamber had, on a separate vote, passed the resolution; but the First Chamber rejected it; so, as is the custom, a joint vote was taken, with the above result.
'A Plugged Safety Valve. An engineer of a tug in New York Har-bor was, a few days ago, summoned to appear before the local Board of Inspec-tors of Steam Vessels. A boiler inspector had gone aboard the tug unannounced and found the safety valve fastened down. As the inspector reported it, "the safety valve on the boiler of the steamer was jammed on its seat by an open-end wrench being driven from the top of the lever to the top of the valve stem under the cap." The engineer said that he had been simply experimenting. He had been a licensed engineer fifteen years. Fifteen minutes would have been too long. Decision was "reserved." What are laws for, any-way?
*************************************************************************
&&&&&&&&&&& 7
. AMERICAN-MACHINIST-1887-page 8-Jan 22

AMERICAN MACHINIST May 21, 1896. page7
AMERICAN MACHINIST
PAGE-7 AMERICAN MACHINIST May 21, 1896.
May 21, 1896 PG 7.
Bicycle Tools—XXV. CONE AND CUP GRINDING
. The case-hardening of the ball cones and cups will be treated under the general division of case-hardening, which will be made full as possible, and will give the latest practice of some of the best shops. From the case-hardening room the cones and cups in some shops go to the polishing room, where they are simply brightened and then passed for assem-bling. It is very difficult to case-harden a thin piece like the ball cup without some distortion, and it would seem almost a necessity that the cones and cups should be carefully ground after case-hardening. Those shops which do not go to the trouble and expense of this careful grind-ing say that (I) the cup and cone are very little changed in form by case-hardening; (2) the cups are restored to shape by being forced into the true hubs; (3) the cone and cup do not need to be absolutely true—they need only be smooth to make as good a bearing for wear and ease of running as can possibly be made; and hence (4), it is a waste of time and money to do more than to simply polish the ball track sur-faces of the cone and cup. As often pre-viously mentioned, it is not within the scope of this record of cycle-tool practice to sit in judgment on means, methods or results. Actual practice is given and con-trasted, in all cases, from sources worthy the highest respect. Different theories obtain a footing in different shops, sus-tained always by examples of successful practice; and time and use, sure touch-stones of merit, alone can determine what is really the correct thing. Those shops which grind the cone and ball cup use a great variety of different grinding machines. Small speed lathes
AMERICAN MACHINIST
are often arranged for cup and cone grind-ing machines, by fitting them with cross-slides carrying a grinding wheel spindle which has a lengthwise hand-lever actuated travel and a hand-screw cross-adjust-
7-517
ment, the cups and cones to be ground being secured on the lathe spindle. In the Gormully & Jeffery shops a special machine built by Brown & Sharpe for a sewing-machine needle-bar-
L 30 T.
F-
Fig. 157. GRINDER FOR BALL BEARINGS.
'3
20 T.
32
314"
Fig. 158 LOZIER REAR BARREL HUB.
Jan-22-1896 AMERICAN MACHINIST page 8
>518-8
grinding job, grinds the cones and cups with excellent results both as to time and quality of work produced, and is shown at work in Fig. 157. This machine has one
AMERICAN MACHINIST
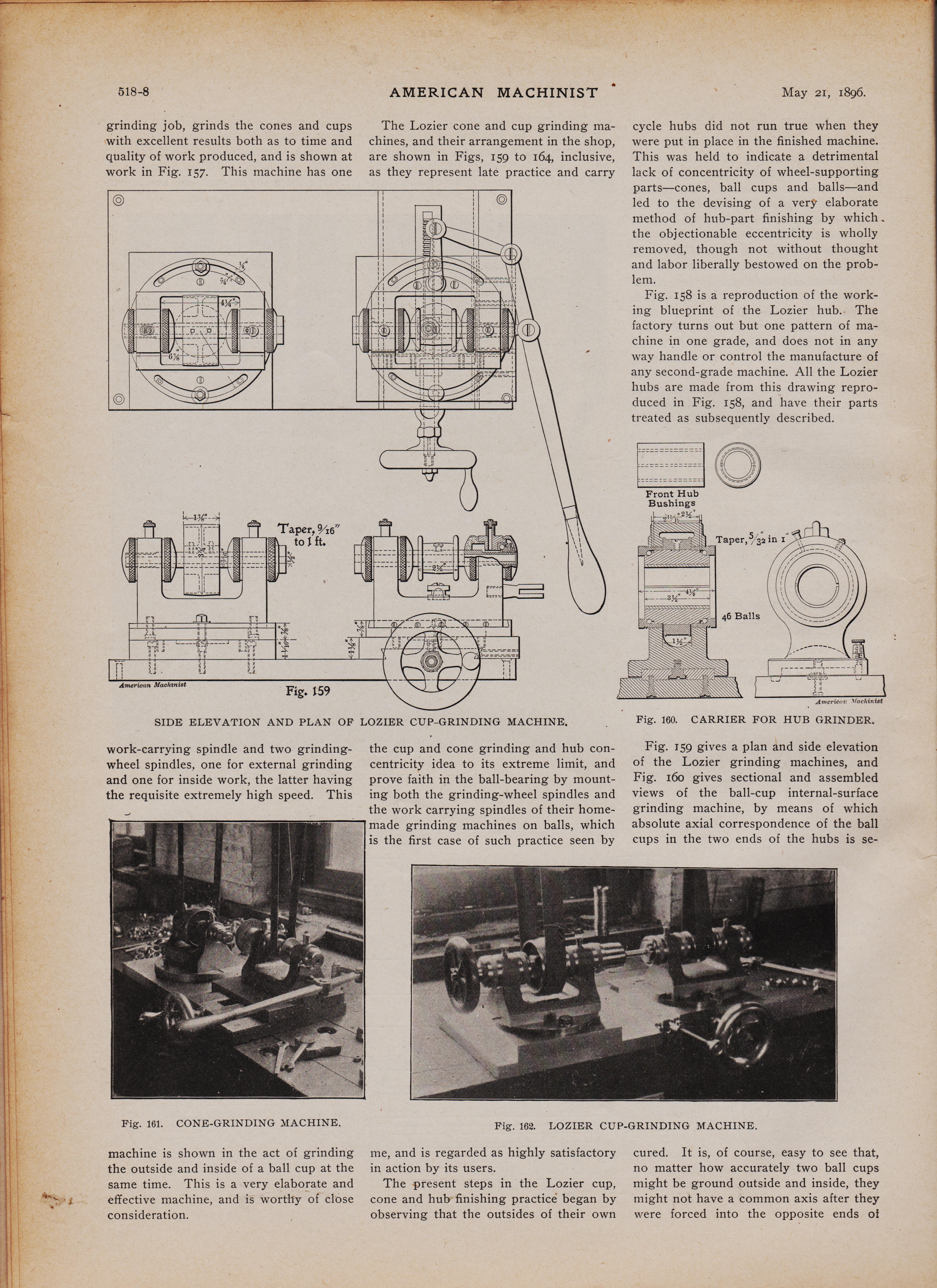
The Iozier cone and cup grinding ma-chines, and their arrangement in the shop, are shown in Figs, 159 to 164, inclusive, as they represent late practice and carry
American Machrnist
Fig. 159
May 21, 1896.
cycle hubs did not run true when they were put in place in the finished machine. This was held to indicate a detrimental lack of concentricity of wheel-supporting parts—cones, ball cups and balls—and led to the devising of a very elaborate method of hub-part finishing by which the objectionable eccentricity is wholly removed, though not without thought and labor liberally bestowed on the prob-lem. Fig. 158 is a reproduction of the work-ing blueprint of the Lozier hub.. The factory turns out but one pattern of ma-chine in one grade, and does not in any way handle or control the manufacture of any second-grade machine. All the Lozier hubs are made from this drawing repro-duced in Fig. 158, and have their parts treated as subsequently described.
SIDE ELEVATION AND PLAN OF LOZIER CUP-GRINDING MACHINE.
work-carrying spindle and two grinding-wheel spindles, one for external grinding and one for inside work, the latter having the requisite extremely high speed. This
Fig. 161. CONE-GRINDING MACHINE.
machine is shown in the act of grinding the outside and inside of a ball cup at the same time. This is a very elaborate and effective machine, and is worthy of close consideration.
the cup and cone grinding and hub con-centricity idea to its extreme limit, and prove faith in the ball-bearing by mount-ing both the grinding-wheel spindles and the work carrying spindles of their home-made grinding machines on balls, which is the first case of such practice seen by
Fig. 160. CARRIER FOR HUB GRINDER,
Fig. 159 gives a plan and side elevation of the Lozier grinding machines, and Fig. 16o gives sectional and assembled views of the ball-cup internal-surface grinding machine, by means of which absolute axial correspondence of the ball cups in the two ends of the hubs is se-
Fig. 162. LOZIER CUP-GRINDING MACHINE.
me, and is regarded as highly satisfactory in action by its users. The present steps in the Lozier cup, cone and hub finishing practice began by observing that the outsides of their own
cured. It is, of course, easy to see that, no matter how accurately two ball cups might be ground outside and inside, they might not have a common axis after they were forced into the opposite ends of
nery.

Jan-22-1896 AMERICAN MACHINIST page 9
>518-9
May 21, 1896.
NEW HEAVY MILLING MACHINE.
K, and when the automatic stop lever L i3 thrown out by the stop on the side of the carriage, the worm drops out of mesh in the worm wheel M, which stops the feed and allows the carriage to be oper-ated by hand with hand wheel at side. These machines are built in five standard sizes, admitting work i6 x i6, 20, 30, 36 and 48 inches. The carriages are made to mill 4 feet long at the shortest, but are made to any length required.
the screw-machine-made cycle hub.
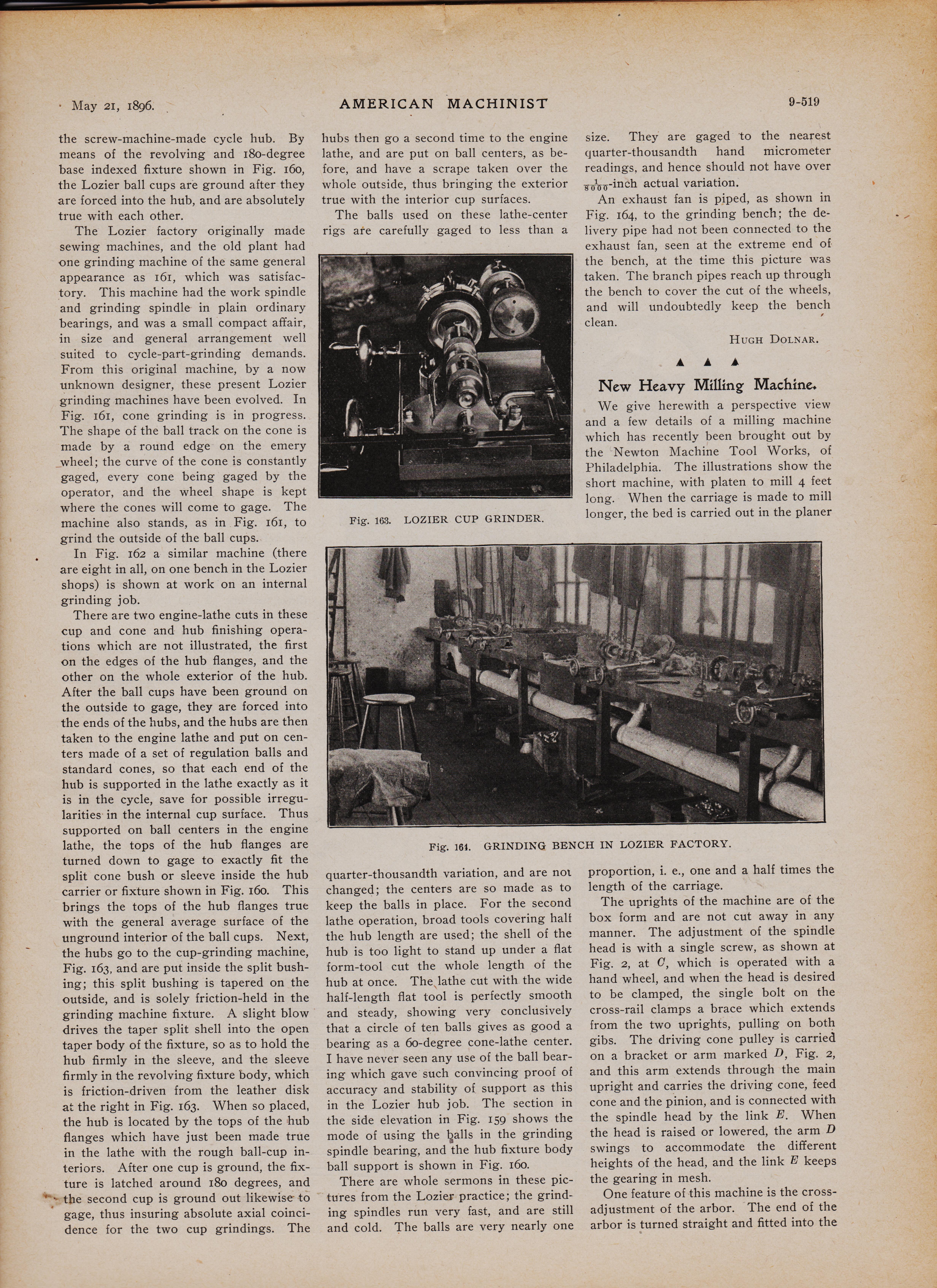
By means of the revolving and 18o-degree base indexed fixture shown in Fig. 160, the Lozier ball cups are ground after they are forced into the hub, and are absolutely true with each other. The Lozier factory originally made sewing machines, and the old plant had one grinding machine of the same general appearance as 161, which was satisfactory. This machine had the work spindle and grinding spindle in plain ordinary bearings, and was a small compact affair, in size and general arrangement well suited to cycle-part-grinding demands. From this original machine, by a now unknown designer, these present Lozier grinding machines have been evolved. In Fig. 161, cone grinding is in progress. The shape of the ball track on the cone is made by a round edge on the emery wheel; the curve of the cone is constantly gaged, every cone being gaged by the operator, and the wheel shape is kept where the cones will come to gage. The machine also stands, as in Fig. 161, to grind the outside of the ball cups. In Fig. 162 a similar machine (there are eight in all, on one bench in the Lozier shops) is shown at work on an internal grinding job. There are two engine-lathe cuts in these cup and cone and hub finishing operations which are not illustrated, the first on the edges of the hub flanges, and the other on the whole exterior of the hub. After the ball cups have been ground on the outside to gage, they are forced into the ends of the hubs, and the hubs are then taken to the engine lathe and put on centers made of a set of regulation balls and standard cones, so that each end of the hub is supported in the lathe exactly as it is in the cycle, save for possible irregularities in the internal cup surface. Thus supported on ball centers in the engine lathe, the tops of the hub flanges are turned down to gage to exactly fit the split cone bush or sleeve inside the hub carrier or fixture shown in Fig. 16o. This brings the tops of the hub flanges true with the general average surface of the unground interior of the ball cups. Next, the hubs go to the cup-grinding machine, Fig. 163, and are put inside the split bush-ing; this split bushing is tapered on the outside, and is solely friction-held in the grinding machine fixture. A slight blow drives the taper split shell into the open taper body of the fixture, so as to hold the hub firmly in the sleeve, and the sleeve firmly in the revolving fixture body, which is friction-driven from the leather disk at the right in Fig. 163. When so placed, the hub is located by the tops of the hub flanges which have just been made true in the lathe with the rough ball-cup interiors. After one cup is ground, the fix-ture is latched around 18o degrees, and the second cup is ground out likewise- to gage, thus insuring absolute axial coincidence for the two cup grindings. The
AMERICAN MACHINIST
hubs then go a second time to the engine lathe, and are put on ball centers, as be-fore, and have a scrape taken over the whole outside, thus bringing the exterior true with the interior cup surfaces. The balls used on these lathe-center rigs are carefully gaged to less than a
Fig. 163. LOZIER CUP GRINDER. 9-519
size. They are gaged to the nearest quarter-thousandth hand micrometer readings, and hence should not have over -.,7,115.0--inch actual variation. An exhaust fan is piped, as shown in Fig. 164, to the grinding bench; the de-livery pipe had not been connected to the exhaust fan, seen at the extreme end of the bench, at the time this picture was taken. The branch pipes reach up through the bench to cover the cut of the wheels, and will undoubtedly keep the bench clean.
HUGH DOLNAR. A • A New Heavy Milling Machine. We give herewith a perspective view and a few details of a milling machine which has recently been brought out by the Newton Machine Tool Works, of Philadelphia. The illustrations show the short machine, with platen to mill 4 feet long. When the carriage is made to mill longer, the bed is carried out in the planer
Fig. 161. GRINDING BENCH IN LOZIER Bicycle FACTORY.
quarter-thousandth variation, and are not changed; the centers are so made as to keep the balls in place. For the second lathe operation, broad tools covering half the hub length are used; the shell of the hub is too light to stand up under a flat form-tool cut the whole length of the hub at once. The lathe cut with the wide half-length flat tool is perfectly smooth and steady, showing very conclusively that a circle of ten balls gives as good a bearing as a 6o-degree cone-lathe center. I have never seen any use of the ball bearing which gave such convincing proof of accuracy and stability of support as this in the Lozier hub job. The section in the side elevation in Fig. 159 shows the mode of using the balls in the grinding spindle bearing, and the hub fixture body ball support is shown in Fig. 16o. There are whole sermons in these pictures from the Lozier practice; the grinding spindles run very fast, and are still and cold. The balls are very nearly one
proportion, i. e., one and a half times the length of the carriage. The uprights of the machine are of the box form and are not cut away in any manner. The adjustment of the spindle head is with a single screw, as shown at Fig. 2, at C, which is operated with a hand wheel, and when the head is desired to be clamped, the single bolt on the cross-rail clamps a brace which extends from the two uprights, pulling on both gibs. The driving cone pulley is carried on a bracket or arm marked D, Fig. 2, and this arm extends through the main upright and carries the driving cone, feed cone and the pinion, and is connected with the spindle head by the link E. When the head is raised or lowered, the arm D swings to accommodate the different heights of the head, and the link E keeps the gearing in mesh. One feature of this machine is the cross adjustment of the arbor. The end of the arbor is turned straight and fitted into the
520-10
spindle, as shown at F, and driven with a key. The cross-adjustment, for conveni-ence in setting the cutters, is operated by screw G, the end of which is screwed into the arbor. This allows an adjust-ment of about 2 inches. Referring to the feed mechanism, Fig.
AMERICAN MACHINIST May 21, 1896.
3, the feed screw H is very large and of a steep pitch, and is clamped stationary to the carriage. The nut, which is made of phosphor bronze, is a part of the bevel gear 1, which revolves around the screw and feeds the carriage. The worm box is fulcrumed on the stud of the worm at
Those Cheap Japanese Manufactures. A press dispatch from San Francisco may do something to relieve the minds of some of our countrymen, who should be too intelligent to be frightened by the bugaboo referred to. In the dispatch re-ferred to, Edwin Dun, of Ohio, Minister to Japan, is quoted as saying: "The supposition that Japan has grown arrogant after her victories is entirely wrong. And about Japanese manufac-tured goods and Japanese laborers com-ing here, there has been an unnecessary excitement. It is all 'poppy-cock! There is nothing in it at all. I get letters con-stantly, and from all over, inquiring about those matters. I can only give one an-swer to all. "I get letters particularly inquiring about bicycles. Well, there is no such thing as a Japanese bicycle. The bicycles that people use there are all made in the United States or in Europe, and so they will continue to be. No one need have any fear of that. "In her own line, Japan is going ahead, and rapidly, too. I refer now to silk goods, and she is making great efforts, too, in cotton goods and cotton yarns. The lat-ter lines many affect European interests, but won't affect ours."
Plan section on Tine A-B
Fig. 2
DRIVING MECHANISM AND ARBOR ADJUSTMENT.
1
American Machinist
FEED MECHANISM OF MILLING MACHINE
. AMERICAN-MACHINIST-18967-page 10-
AMERICAN MACHINIST Electrical Machinery 1896 page 11
May 21, 1896. AMERICAN MACHINIST pg 11
May 21, 1896.
AMERICAN MACHINIST ELECTRICAL MACHINERY.
Slipping Clutch for Electrically-Driven Punches and Shears.
The driving of heavy punches and shears by electric motors offers some con-ditions which are peculiar to such work. The work is intermittent and of short duration, and for its performance the momentum of a heavy fly-wheel is de-pended upon. Each cut by the punch or shear reduces the velocity of the fly-wheel by a certain amount, and the driv-ing power, whatever it may be, is ex-pected to restore this loss of velocity be-fore the machine makes its next cut. At times when the work is of such a nature as to bring the cuts in rapid succession, the motor does not have time to restore the speed between cuts unless it be of
cx,
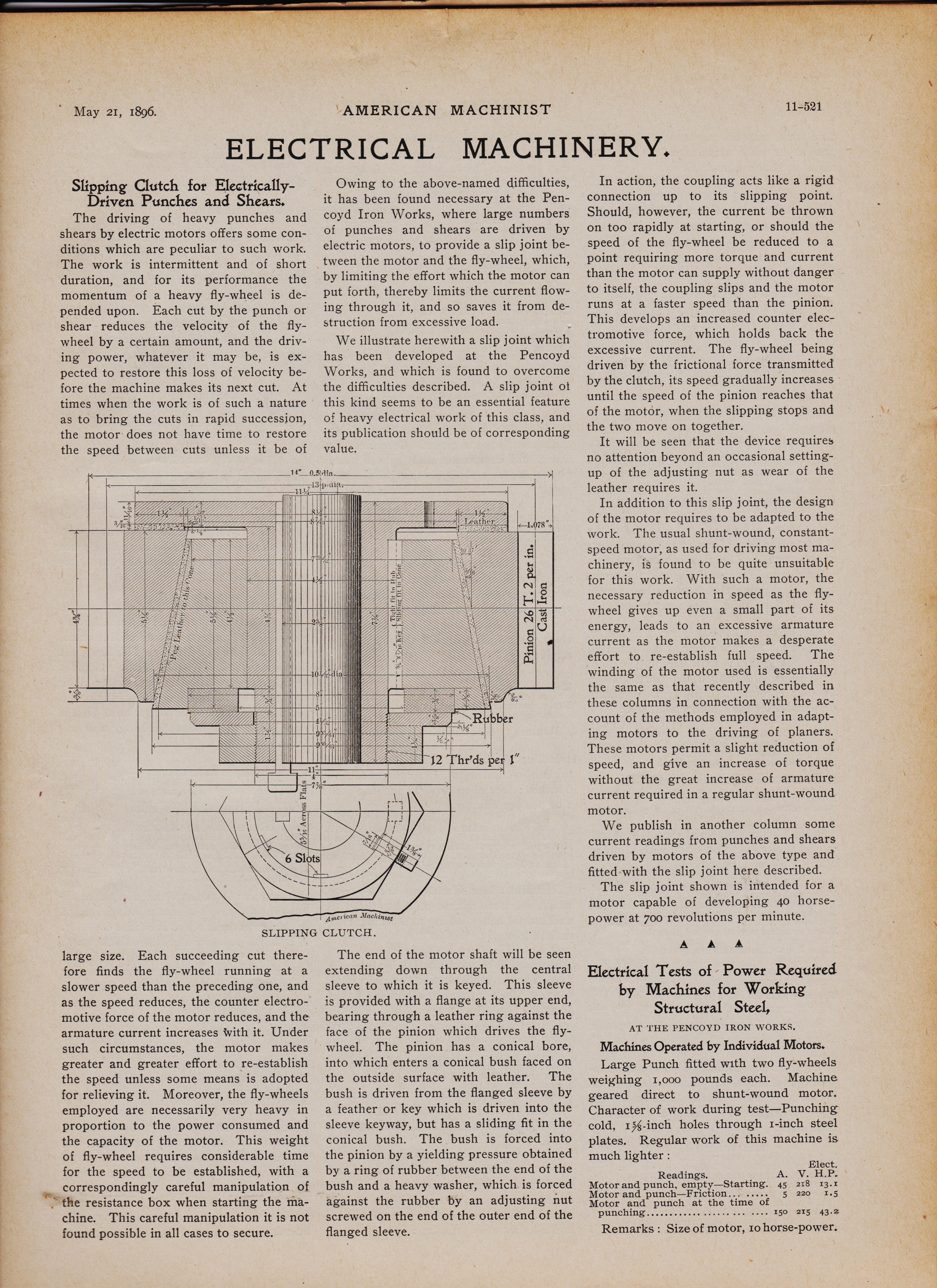
Owing to the above-named difficulties, it has been found necessary at the Pen-coyd Iron Works, where large numbers of punches and shears are driven by electric motors, to provide a slip joint be-tween the motor and the fly-wheel, which, by limiting the effort which the motor can put forth, thereby limits the current flow-ing through it, and so saves it from de-struction from excessive load. We illustrate herewith a slip joint which has been developed at the Pencoyd Works, and which is found to overcome the difficulties described. A slip joint of this kind seems to be an essential feature of heavy electrical work of this class, and its publication should be of corresponding value.
SLIPPING
large size. Each succeeding cut there-fore finds the fly-wheel running at a slower speed than the preceding one, and as the speed reduces, the counter electro-motive force of the motor reduces, and the armature current increases With it. Under such circumstances, the motor makes greater and greater effort to re-establish the speed unless some means is adopted for relieving it. Moreover, the fly-wheels employed are necessarily very heavy in proportion to the power consumed and the capacity of the motor. This weight of fly-wheel requires considerable time for the speed to be established, with a correspondingly careful manipulation of the resistance box when starting the ma-chine. This careful manipulation it is not found possible in all cases to secure.
CLUTCH
The end of the motor shaft will be seen extending down through the central sleeve to which it is keyed. This sleeve is provided with a flange at its upper end, bearing through a leather ring against the face of the pinion which drives the fly-wheel. The pinion has a conical bore, into which enters a conical bush faced on the outside surface with leather. The bush is driven from the flanged sleeve by a feather or key which is driven into the sleeve keyway, but has a sliding fit in the conical bush. The bush is forced into the pinion by a yielding pressure obtained by a ring of rubber between the end of the bush and a heavy washer, which is forced against the rubber by an adjusting nut screwed on the end of the outer end of the flanged sleeve.
In action, the coupling acts like a rigid connection up to its slipping point. Should, however, the current be thrown on too rapidly at starting, or should the speed of the fly-wheel be reduced to a point requiring more torque and current than the motor can supply without danger to itself, the coupling slips and the motor runs at a faster speed than the pinion. This develops an increased counter elec-tromotive force, which holds back the excessive current. The fly-wheel being driven by the frictional force transmitted by the clutch, its speed gradually increases until the speed of the pinion reaches that of the motor, when the slipping stops and the two move on together. It will be seen that the device requires no attention beyond an occasional setting-up of the adjusting nut as wear of the leather requires it. In addition to this slip joint, the design of the motor requires to be adapted to the work. The usual shunt-wound, constant-speed motor, as used for driving most ma-chinery, is found to be quite unsuitable for this work. With such a motor, the necessary reduction in speed as the fly-wheel gives up even a small part of its energy, leads to an excessive armature current as the motor makes a desperate effort to re-establish full speed. The winding of the motor used is essentially the same as that recently described in these columns in connection with the ac-count of the methods employed in adapt-ing motors to the driving of planers. These motors permit a slight reduction of speed, and give an increase of torque without the great increase of armature current required in a regular shunt-wound motor. We publish in another column some current readings from punches and shears driven by motors of the above type and fitted with the slip joint here described. The slip joint shown is intended for a motor capable of developing 4o horse-power at 70o revolutions per minute.
Electrical Tests of Power Required by Machines for Working Structural Steel,
AT THE PENCOYD IRON WORKS.
Machines Operated by Individual Motors. Large Punch fitted with two fly-wheels weighing i,000 pounds each. Machine geared direct to shunt-wound motor. Character of work during test—Punching cold, IN-inch holes through 1-inch steel plates. Regular work of this machine is much lighter :
Elect. Readings. A. V. H.P. Motor and punch, empty—Starting. 45 218 13.1 Motor and punch—Friction ..... 5 220 1.5 Motor and punch at the time of punching 150
215 43.2
Remarks : Size of motor, io horse-power.
&&&&&&&&&&&&&&&&&& 10 &&&&&&&&&&&&&&&&&&&&&&&&&
no 11
12
13
. AMERICAN-MACHINIST-18967-page 10-

AMERICAN-MACHINIST-1887 page 14
pg 14
JANUARY 15, 1897 AMERICAN MACHIN1ST pg 14
524-14 AMERICAN MACHINIST
May 21, 1896. pg 14
Letters from Practical Men.
scends the slope to the power house be- with copper, and shot a line of holes low, having a length at 2,380 feet and a through with a rifle from a distance of Standard Size for Technical Journals. total fall of 38o feet to the wheels. about 3o feet, and cut out the intervening Editor American Machinist: The power house is built on a small flat edges, doing the whole job in a very short If all mechanical papers would adopt at the foot of the slope, and is 35 feet wide time. a standard size, as you have done, it would by zoo feet long, in two stories, the lower W. J. SILITER. be a great convenience to the advertisers. story 20 feet and the upper one 12 feet. It Salt Lake City, Utah. Take a large house, for instance, run- is built of brick, with brick and cement A A • ning a quarter-page advertisement in ten floors and roof supported on 20-inch steel papers: It is now necessary to use differ- beams, and is fireproof. The Abuse of Formulae. ent size cuts, and to make up ten different In the power house are four 500-kilo- Editor American Machinist: "ads," to suit the various size papers. If watt, three-phase generators, built by the Mr. Griffin, in his able article under the they were of a standard size, the same General Electric Co. On the same shafts above heading, in your issue of April 23d, size cut and same style "ad" could be used are the Pelton wheels, from the Pelton makes some very interesting and instruc-in all ten papers, which would be an ap- Co., of New York; they run at 300 revolu- tive points—points that are timely and that preciable saving not only of time, but in tions per minute. There are also four can hardly fail to be of advantage to the the cost of cuts, to every advertiser. Edison exciters, each run by its own young engineer, who is, naturally enough, Most of these papers have advocated wheel, with two other small wheels for rather likely to hang his hopes on a blind standard size catalogs, standard size regulation. The supply to the large adherence to formulae, the branches of cards, etc. Now, why not get down to a wheels is controlled by a system of levers which, alas! sometimes break just when "standard" themselves? facing the switch board, one to each wheel, most needed. If a traveler who was told The Davis & Egan Mach. Tool Co. with a center lever controlling the whole that he could ford a distant river at a cer-B. B. QuILLEN, at once. taro point should, upon arriving there, Secretary. Covering the whole station is a tray- find the river swollen above its banks by A ersing crane running on rails on the side rains, he would doubtlessly modify his • • walls, powerful enough to lift with ease plans. As Mr. Griffin intimates, it is just „ An Interesting Electric Generating any part of the ponderous machinery of so in the use of formulae. A blind ad-Plant—Rifle Bullets in Place the generators. herence to them is worse than no knowl-of Cape Chisels. On the upper floor will be the trans- edge at all. Editor American Machinist: formers, raising the potential from 525 An engineer who is largely engaged in In company with about seventy-five of volts as generated to io,000 volts, for designing steam engines, for example, our citizens, comprising high Church transmission to the station near the Knuts- may not, if called upon to design one of a officials, the Governor of the State, mem- ford Hotel in Salt Lake City, where the different size, and otherwise different from bers of the County Court, City Council current will be reduced and distributed. anything he has previously designed, con-and other officials, your correspondent The pole line is of very solid construc- sult any formulae which he has, so far as paid a visit to the works of the Big Cot- tion, and is in some places in very diffi- steam engines go, laid aside with the tonwood Power Co. recently. cult locations, as, owing to the steepness things of the past—forgotten. He may The works are situated at a point called, of the canyon sides, it was sometimes hard really believe that he receives no benefit from its excessive steepness, "The Stairs," work to find a footing, in many places the from them. This I do not believe. Their in Big Cottonwood Canyon, about 14 post holes having to be blasted out of the consideration years before has left an un-miles from Salt Lake City. Here the rock. There are four sets of three wires defined impression on his mind, through company have built a dam across one side each, interchanged on the supports to the influence of which he fixes sizes and of a natural basin at the upper part, and neutralize the induction, and one pair of proportions intuitively, as it were, about have tunneled through a rock spur for the telephone wires. in accordance with the knowledge he has pipe outlet, so that they obtain a high fall The company have expended about gained from them, modified by experi-with a comparatively moderate dam, about $350,000 and expect to be ready in two or ence. I believe many things come to the 500 feet long and 35 feet high at the deep- three weeks. They already have con- engineer in that way. Without, appal-- est part. The area of the reservoir is about tracts to supply about 2,000 horse-power ently, using formulae in his work, even eight acres and will hold sufficient water to the present Electric Light Co., the with a belief that he does not, he is making to run the plant for about 3o hours, in street railroads and others. use of them all through his work, al-case of washouts or other accidents to the This enterprise owes its inception and though he has quite forgotten their ex-stream above. Across the reservoir is laid execution entirely to Mr. Robt. M. Jones, pressions. a pipe 5o inches diameter, 1,372 feet long, formerly of Cheyenne, who started in at But what the engineer has the most built of wooden staves with steel bands, first with a few friends, and after doing reason to complain of—or the mechanic to convey the water from the creek direct considerable work, finding their means at least—is not referred to by Mr. Griffin; to the penstock, in case, from any cause, insufficient for the project, looked about that is, a lack of agreement amongst it should be necessary to empty the reser- for other help. Mr. Jones took a trip to formulae makers; "lack of consistency," voir. New York and succeeded in enlisting it might be termed. This, and a rather The overflow and discharge gates from Eastern capital in the enterprise. The general lack of the result of modifying the reservoir open into a channel cut in whole of the work has been built under conditions, lead many engineers to fabri-the solid rock, 3o feet in width, allowing Mr. Jones' personal inspection and super- cate their own formulae instead of using ample room for any sudden rise, as the vision, and is of a very complete and per- those found in text-books, which is, after main channel of the creek is full open on manent character. all, often a wise proceeding for more than one side of the reservoir site and has not Mr. Jones showed us a novel method of one reason. been obstructed in any way. perforating iron plates, which was inter- Referring to lack of consistency, several At the lower end of the reservoir is a esting to the engineer members of the years ago, after I had to do with the de-penstock 7 feet diameter, 14 feet high, into party. It was required to cut four 48-inch signing and construction of a considerable which the wooden pipe delivers; it also openings in the 7-foot penstock for pipe number of steam engines, using precedent has two 48-inch inlets from the reservoir. connections, and the plates were IA inch and what others were doing rather freely From the penstock is led the 48-inch steel thick. They commenced cutting through in the matter of fly-wheels, in building pipe, which, after passing through a tun- with cape chisels; but as that was tedious, different sizes of a new engine I deter-nel for 426 feet, cut in the solid rock, de- they procured some steel bullets cased mined to get right in this matter, and for
ter turn belts and bevel gears. T. H. ALMOND, Mfr., 83 0 80 Wallington Street BROOKLYN, N. Y.
AMONO
AMERICAN-MACHINIST-1887-page 15-Dec-31
same as as above

2
AMERICAN-MACHINIST- page 15
May 21, 1896. Page 15
Charging a Cupola.
Editor of American Machinist:
Having had thirty-five years of active experience in the foundry, and having read a great many letters in papers de-voted to mechanical subjects, and having also read most of the books on iron found-ing, I have seen very little said regarding the details of cupola working; while a record of the mishaps that have taken place, and the losses which have been in-curred by the proprietors, through a want of knowledge regarding the melting of iron in the cupola, or thrOugh careless-ness in charging, or both, would fill a large book. The object of this letter is to state as clearly as possible some of the causes of the hanging of charges in the cupola. These may be caused in a variety of ways: 1st. In not having the cupola bricked up plumb, leaving a lower course of bricks sticking out a little further than the course
this purpose read everything I had on the subject—everything I had or could get hold of. The result was that, taking those authors whom we are apt to rever-ence as "eminent authority," I could find that al-most any weight of fly-wheel would be right—that is, if I took the right author as authority. I was obliged, in sheer desperation, to make a formula of my own. The formulae I consulted were. given with-out any modifications or references to con-ditions; and as they were given in some instances, one would call for a fly-wheel that would weigh more than twice as much as in another, and this in the in-stance of engines of any size. Something very similar to this is the case with many things of common use, the strength of the teeth of gear wheels being a notable example. It is such discrepancies as these that dis-gust the engineer and confuse and mislead the mechanic. There should be more consistency. Lack of it brings all sorts of formulae into disrepute. It reminds one of a good many publications that gravely tell the reader that a condenser on a steam engine will add 20 to 3o per cent. to the power without so much as a hint as to whether the steam pressure is 5 pounds or 15o pounds. This may not trouble the engineer, but it m
ay be worse than Greek to the plain mechanic, who could give the engineer a pocketful of points on turning shafts and boring holes. FRANK GLEASON. Testing Lubricating Oils. Editor American Machinist: In your issue of April 23d was an in-quiry for a cheap device for getting at the lubricating properties of machine oils. Such a device is shown in the ac-companying cut. Get a box at least as long as the diam-eter of the shaft; have it babbitted, and drill a hole through the top and nearly through the babbitt, so that a thermom-eter will nearly reach the shaft. Put a clamp on the box as shown, hav-ing one side long, so as to have a hinged support fastened to the floor on the short end and a weight on the long end. Pro-vide a sight-feed oil cup so as to feed a certain amount of oil for, say, ten min-utes. If you have a standard oil, screw the clamp together, adding weight as neces-sary, until in the ten minutes the tem-perature will rise twenty-five degrees, or thereabouts. When your oil agent comes around, put in some of his oil and get it feeding right so as to consume the same amount, and then screw up the clamp until the weight is lifted and note the rise in tem-perature. This will give the property for lubrication. Then note whether it feeds freely, so that there would be no :Irouble in this direction. Then learn the cold test, or how it would feed in cold
AMERICAN MACHINIST
weather, in exposed places, and when rooms get cold in the cold winter morn-ings. There is another condition comes in now: If an electric station, or if the oil is to be caught and filtered, it is impor-tant that a straight mineral oil shall be used—in the first case, so that one kind
-71
Thermometer
A
FRICTION DEVICE FOR TESTING OILS.
of oil can be used for engines, shafting, dynamos, commutators, blowers, etc.; and second, because if a compound oil is used it will thicken up every time it is filtered, and in a short time will be un-fit for further use. Then there are en-gines, like the "Ideal," that have a case containing oil, and also the water that comes from the piston rod. Animal oil will mix with water by agitation, as well as with alkalies, and in such situations compounded oils are in-admissible, as in a short time they get thick like soap, and do not feed, and a straight mineral product is the only proper thing to use. Now, these straight mineral oils will heat up quicker in the device described than some mixtures of animal oil, so that the temperature shown by the thermom-eter is not the only test in all cases. If in a mill, and the oil is not to be filtered, then the oil showing the least rise in tem-perature is the better if it feeds well, does not gum, and will work the year through. If for the other purposes, and you have an oil that shows up well for a lubricant, then the alkali test, as described for cylinder oils, will tell whether it is straight mineral or not. Another thing should be taken into ac-count, and that is the weight and speed. Light, high-speed machinery requires a thinner oil than heavy machinery. A careful record of coal used from week to week will often show the effects of using different oils. W. E. CRANE. • • • Technical Education. Editor American Machinist: The letters which have appeared re-cently in your valuable paper, concerning the requirements for admission to me-chanical engineering colleges, and Cor-nell University in particular, have been perused by me with interest, as I at one time had the pleasure of being a student at Cornell. In reading over the list of studies pur-sued, one would judge that there was much in them that a mechanical engineer
15-525
could well dispense with; but in our times, it is well for a man to have general as well as specific knowledge, so that when the occasion demands he will not be found deficient. One difficulty I believe is that young men who learn trades before entering col-lege often overrate the value of their practical training; and when principles are explained to them, they only see what they knew before, but the reasons for which were not clear to them. In my own case, I had spent years in the shop and had picked up enough knowledge of drawing to be able to do a little of it; but when I presented some of my work to the professor in charge, and he placed me in the elementary department, I thought that my time was being mis-spent. After eight years' experience as a practical draftsman, I have often felt thankful for the knowledge I gained while there. There were several other young mechanics of my acquaintance who entered the course at the same time I did, and we were all deficient in mathematics, which, of course, was due to the fact that we did not know the value of those studies until we were placed in a position where their application was necessary. My advice to young men who have a desire and an opportunity to take a technical course, would be to prepare carefully before entering college, and then the task will not be so laborious. As I remarked previously, the studies laid out are calculated to broaden a man's intellect, and the range is not so confined as to make him too thoroughly mechanical in his knowledge. Many a man who has been financially successful as a manufacturer, superintendent or designer, has paved the way to success by his knowledge of principles and facts that bear indirectly on his profession.
OMEGA.
AMERICAN-MACHINIST-1887-page 15-Dec-31
same as as above
2
AMERICAN-MACHINIST- page 16
pg 16
526-16 Charging A Cupola Furnace cont.
above it. 2d. In charging the cupola in a careless manner,
by throwing in pieces of scrap iron with many angles, so that they will lock in the sides of the brick and cause the furnace to hang, and the coke burns out from under them.
3d. Overcharging; that is, putting in more iron to a charge than the fuel is able to melt.
4th (This is oftener the cause than all the others combined). An insufficiency of fuel on the bed;
and this, I claim, is the most important thing connected with the working of the cupola, and particularly so in the melting of chilled iron. I have seen, time and again, in various places where I have worked, in big shops and in small, that after tapping out about the first charge, the cupola would refuse to melt and the bottom would have to be dropped; or, if it kept on melting, it would be where there was an excess of fuel be-tween the charges, and the iron would melt so slow and dull that the work would generally be spoiled, and the men, after standing around from half-an-hour to an hour, would be sent home and some of them laid off for want of floor room until the heat was finally taken off. When a cupola acts in this manner, it is plainly a case of insufficiency of fuel in the bed and too much between the charges. Now, there is a rule for the charging of fuel in the cupola which has never failed me since I found it out. It is a long way from the theoretical amount of fuel it should take to melt iron, but in practice it is correct. This refers strictly to cu-polas in which coke is used entirely; hav-ing been in the West for the past twenty-five years, I have not had much experi-ence with anthracite coal, not having used much for that length of time. Take, for example, a cupola 3o inches inside diameter, of brick, with 15 inches from iron bottom of cupola to bottom of tuyeres. This cupola will take a bed of coke of 571 pounds, with charges of iron of 1,250 pounds. This is as much iron as ought to be charged for safety if the iron is pig and heavy scrap; but if the scrap iron is light and compact, the charge may be safely increased to 1,50o pounds. The remaining charges of coke should be 75 pounds to 1,250 pounds of iron, or 162/3 to I. If it should be light, compact scrap, this can also be increased to 1,500 pounds charges. This will bring your iron down hot and fast, provided, of course, that the coke be Connelsville or its equal, and the cupola has been charged intelligently. Taking a 3o-inch cupola and 571 pounds charges of coke with 1,250 pounds charges of iron as units, then to charge a 42-inch cupola, 3o : 42 : 571 : W, the answer wanted ; or, 571 X 42 30 = 799, or 800 pounds of coke for a 42-inch cupola bed. The charges of iron would read 125o X 42 3o : 42 : : 1,250 : X ; or,30 = 1,75o pounds of iron would be. a safe charge for a 42-inch cupola.
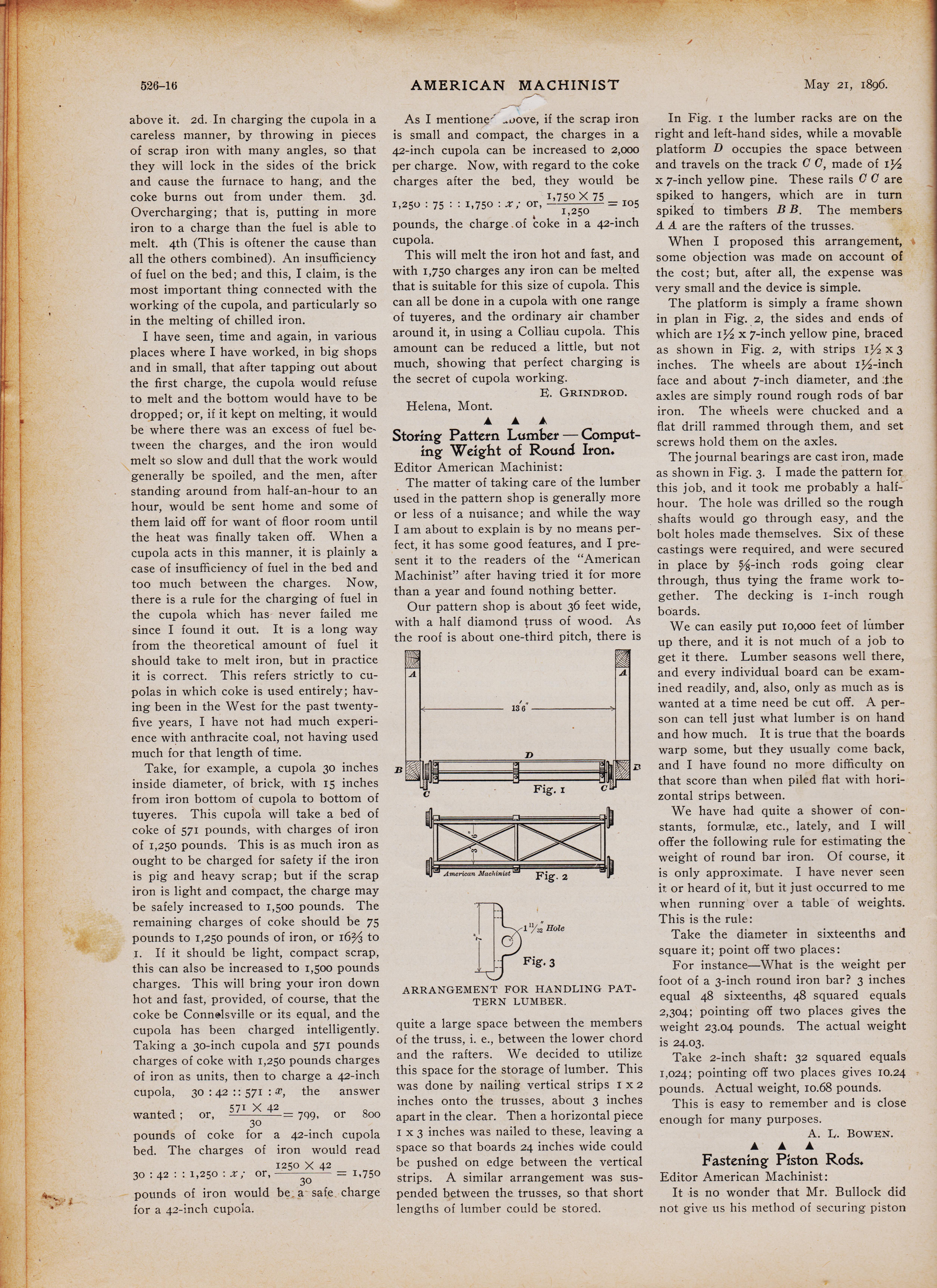
AMERICAN MACHINIST _ - As I mentione- -cove, if the scrap iron is small and compact, the charges in a 42-inch cupola can be increased to 2,000 per charge. Now, with regard to the coke charges after the bed, they would be 1,25o : 75 : : 1,75o : x; or, ,750 X 75= 105 1,250 pounds, the charge . of 'coke in a 42-inch cupola. This will melt the iron hot and fast, and with 1,750 charges any iron can be melted that is suitable for this size of cupola. This can all be done in a cupola with one range of tuyeres, and the ordinary air chamber around it, in using a Colliau cupola. This amount can be reduced a little, but not much, showing that perfect charging is the secret of cupola working. GRINDR OD. Helena, Mont. A A A Storing Pattern Lumber — Comput-ing Weight of Round Iron. Editor American Machinist: The matter of taking care of the lumber used in the pattern shop is generally more or less of a nuisance; and while the way I am about to explain is by no means per-fect, it has some good features, and I pre-sent it to the readers of the "American Machinist" after having tried it for more than a year and found nothing better. Our pattern shop is about 36 feet wide, with a half diamond truss of wood. As the roof is about one-third pitch, there is
116"
IV
Fig.
11A; Hole
Fig. 3
ARRANGEMENT FOR HANDLING PAT-TERN LUMBER.
quite a large space between the members of the truss, i. e., between the lower chord and the rafters. We decided to utilize this space for the storage of lumber. This was done by nailing vertical strips I x 2 inches onto the trusses, about 3 inches apart in the clear. Then a horizontal piece I x 3 inches was nailed to these, leaving a space so that boards 24 inches wide could be pushed on edge between the vertical strips. A similar arrangement was sus-pended between the trusses, so that short lengths of lumber could be stored.
May 21, 1896.
In Fig. I the lumber racks are on the right and left-hand sides, while a movable platform D occupies the space between and travels on the track C C, made of VA x 7-inch yellow pine. These rails C C are spiked to hangers, which are in turn spiked to timbers B B. The members A. A are the rafters of the trusses. When I proposed this arrangement, some objection was made on account of the cost; but, after all, the expense was very small and the device is simple. The platform is simply a frame shown in plan in Fig. 2, the sides and ends of which are x 7-inch yellow pine, braced as shown in Fig. 2, with strips II/2 x 3 inches. The wheels are about VA-inch face and about 7-inch diameter, and the axles are simply round rough rods of bar iron. The wheels were chucked and a flat drill rammed through them, and set screws hold them on the axles. The journal bearings are cast iron, made as shown in Fig. 3. I made the pattern for this job, and it took me probably a half-hour. The hole was drilled so the rough shafts would go through easy, and the bolt holes made themselves. Six of these castings were required, and were secured in place by 5/8-inch rods going clear through, thus tying the frame work to-gether. The decking is 1-inch rough boards. We can easily put io,000 feet of lumber up there, and it is not much of a job to get it there. Lumber seasons well there, and every individual board can be exam-ined readily, and, also, only as much as is wanted at a time need be cut off. A per-son can tell just what lumber is on hand and how much. It is true that the boards warp some, but they usually come back, and I have found no more difficulty on that score than when piled flat with hori-zontal strips between. We have had quite a shower of con-stants, formulae, etc., lately, and I will offer the following rule for estimating the weight of round bar iron. Of course, it is only approximate. I have never seen it. or heard of it, but it just occurred to me when running over a table of weights. This is the rule: Take the diameter in sixteenths and square it; point off two places: For instance—What is the weight per foot of a 3-inch round iron bar? 3 inches equal 48 sixteenths, 48 squared equals 2,304; pointing off two places gives the weight 23.04 pounds. The actual weight is 24.03. Take 2-inch shaft: 32 squared equals 1,024; pointing off two places gives 10.24 pounds. Actual weight, io.68 pounds. This is easy to remember and is close enough for many purposes.
A. L. BOWEN.
Fastening Piston Rods. Editor American Machinist: It is no wonder that Mr. Bullock did not give us his method of securing piston
AMERICAN-MACHINIST-1887-page 15-Dec-31

2
AMERICAN-MACHINIST- page 21
15-inch Hendey Shaper
pg 21 May 21, 1896. AMERICAN MACHINIST
IMPROVED 21-531 15-inch Hendey Shaper
LATEST IMPROVEMENTS. USEFUL ATTACHMENTS. STRONG AND POWERFUL.
For Die Work, Tool Room, or General Machine Shop Work.
This Cut shows how stroke can be Adjusted with Machine in mo-tion by the Micrometer Adjust-ment, fine and delicate.
HENDY IMPROVED I5-INCH PILLAR SHAPER.
The Stroke can be adjusted for Curves with machine in motion. The Stroke can be adjusted for Angles with machine in motion. The Stroke can be adjusted for Irregular work with machine in motion. It has Adjustable Table for planing Taper Work. The Table can be removed for fastening work to the Apron. It has a strong, graduated swivel vise.
Quick work, rapid changes, modern ideas Buy the best.
The Henley Machine Co.,
Send for Circular. TORRINGTON, CONN.
EUROPEAN AGENTS Chas. Churchill & Co., Ltd , 21 Cross Street, Finsbury, London. Schuchardt & Schutte, 59 Spandauer Strasse, Berlin. Eugen Soller, Basel , Switzerland.
(Continued from page 20.) —which in this case extends over a period of twenty-seven years—and in the giving of it to pay particular attention to those questions which most often come up be-tween steel workers and users and steel makers. In this book very many of the fruitful causes of trouble and dissatisfac-tion with steel are taken up, the bad prac-tice which causes them described, and the way to better practice pointed out. The book is well calculated to dispel many of the mysteries attending the working and use of steel, and at the same time to cause increased respect for this most useful of materials. Every chapter is valuable; but if there were no others than those en-titled "General Properties of Steel," "Heating," "Annealing," "Hardening and Tempering," and "Humbugs," these would make the book invaluable to all who have much to do with steel, and no book has appeared for some time that is capable of doing so much good in indus-trial establishments where steel is used. It should be read by every tool-smith and all others who are concerned in machine construction. The only point we can find to criticize about the book is the ab-sence of an index—a feature which we think all books should possess
Commercial Review.
NEW YORK, SATURDAY EVENING, MAY 16th.
Dynamos and Motors. Outwardly, at least, the electrical ap-pears one of the most prosperous branches of the machinery trade. A number of those engaged in the business talk as though the tendency were now somewhat upward. While it is hard to find any tangible evidence of large increase, the at-mosphere strikes one less gloomy than during the winter; yet further inquiry into conditions, and especially the inferences to be drawn from the present demoraliza-tion of prices, show the rashness of "bull-ish" talk. It is not admitted that list prices have undergone any especial change, but it is the discounts, and not the lists, which principally determine the market, and these have been running wild for a year or more past. According to reports derived from various sources, recent concessions have been very great, and perhaps the market may, in some quarters, be con-sidered weaker now than it was even a month or two ago. One of the best lines of work at this season, and for the companies which en-gage in it, perhaps the best of all, is sup-plying the demand for street railways. One local company has experienced con-siderable improvement recently in that line. However, this has not proved a re-markably good year for street railway work, and the principal demand is said to be caused by the extension or renewal of established roads, rather than by the installation of new enterprises.
AMERICAN-MACHINIST-24 May 21, 1896.
2
AMERICAN-MACHINIST- page 24
The Toledo Machine and Tool Co.
AMERICAN MACHINIST May 21, 1896.
The Toledo Machine and Tool Co.
MANUFACTURERS OF POWER PUNCHING, DROP, TRIMMING, STAMPING, RIVETING, EMBOSSING PRESSES, With Automatic Feeds. MACHINES FOR WORKING BAR AND SHEET METALS. Complete Outfits for Can Making.
S
END FOR CATALOGUE A
The Toledo Machine and Tool Co. Oak and Jackson Ave., TOLEDO, 0., U. S. A.
D Lowest Cash Discounts allow-ed on Architectural, Scientific, Electrical, Mechanical, Indus-trial and Technical Books.-Cat alogue and Discount Sheet Free. WM. T. COMSTOCK. 23 Warren St . New York.
NEW HAVEN MFG. CO. Lathes Planers ect
manufacturers of IRON WORKING MACHINERY, Planers, Lathes, Slotters, etc. CATALOGUE AC.
F. W. Wheeler & Co., West Bay City, Mich.,
will rebuild their recently burned blacksmith shop in steel department; it will be of steel construction, 75 x 250 feet; engine,shearing, bending and punching machinery, trip hammers and other sheet steel working machinery will be put in. Two of the 400-feet steel boats of Rockafeller's new flect are being built at this yard. The United States Projectile Co., of Brooklyn, N. Y , are erecting a new building to meet the large demand for their products. The new building will be 100 feet wide and 450 feet long, of steel skeleton structure throughou . The steel work for the building has been designed and will be erected by the Berlin Iron Bridge Co.. of East Berlin, Conn. The trusses have a clear span of 100 feet, and the general construction is such that it will make one of the finest buildings of the kind in the country.
Howard Chainless Bicycle.
The first man in any town who buys one will be allowed an agent's discount and offered an agent-cy, whereby he gets commissions that will pay for his wheel, or at least reduce the cost. Address HOWARD, 77i Summer Av„ Newark. N.J.
Don't Expect of any book. It can't sup-ply brains and use them Too Much too. It can only point out the way and show you how to work out the problem.
furnished by two of Rand Drill Co.'s 16 x 14 x 22 class C compressors. James Minnes, Thos. Campbell Wilson, Geo. Sears, John Carson, and Geo. Alfred McGowan are the provisional directors in a $4,000 (four thousand) joint stock company for the manufacture of horse shoes, stamping, forging, etc. Business and factory to be located in Kingston, Ont. Col. James M. Moore, Acting Quartermaster General, U. S. A , Army Building, New York, N. Y., is inviting sealed proposals until May 26th, for in-stalling a new compound engine etc.. in the U. S. S. S. Ordnance." Plans and specifications may be obtained by addressing the above-named officer.
The Congress of Honduras has passed an act granting a concession to New York capitalists for the building of an inter-oceanic railroad from Puerto Cortes to Amapala. Before carrying out their concession, the company have to consolidate the foreign debt and make an arrangement with the holders of the former concession for the same road.
The Hobbs Hardware Company, of London, Ont., have decided to go into the manufacture of bicycles. A portion of the Rideout Street factory will be used for that purpose. They are now looking up the latest methods, and will endeavor to secure the best and up-to-date machinery, and intend to have several thousand wheels ready for the trade of 189:".
The Utica Drop Forge & Tool Co.
has been organized at Utica,, N. Y. to manufacture a complete line of nippers and plyers. They are the owners of the patents under which Hall's I ippers are manufactured, and have purchased the tools and special machinery of the Interchangeable Tool Co., formerly of Boonton, N. J. The new company is under the direction of prominent men in Utica, and the superintendent will be Mr. Fred C. McClary, who will be assisted by H. Lawrence White.
The Pendleton Manufacturing Co.. of Carbon-dale, Pa., manufacturers of spinning and winding bobbins, in non-corrosive metal, for silk mill use, have recently enlarged their manufacturing facil-ities by the addition of another floor, 40 x 60 feet, and have ordered additional new machinery from the Ferracute Machine Co., of Bridgeton, N. J. Until this enlargement of the plant was made, the shops of the company were working double shift. The orders now in hand will keep the plant busily occupied for two or three months to come.
There are three sizes of Standard Catalogs, first authorized by the Master Car Builders' Association,
9" x 12", 6" x 9" and 3W x 6". We recommend the 6" x 9" size for machinery catalogs. When they must be larger or smaller, one of the other standard sizes should be adopted if possiblp. Mitts & Merrill, Saginaw, Mich , send us catalog of their new Giant key-seater, in which they pub-lish perspective and sectional views of the ma-chine and also parts showing its construction and method of operation The catal,g is standard size, 6 x 9 inches.
MACHINE - SHOP ARITHMETIC
not only tells you how to solve any shop problem, but tells why, and all in the plainest language. That's why so many shopmen buy it. Have you ordered yours? 50 Cents, 2c. stamps taken. Practical Publishing Co., East Orange, N. J.
" AKRON " BELTING
is guaranteed for the most ex-acting service. Defective Belts Replaced Free. THE AKRON BEIJING CO. Manufacturers of Belting and pomor Mill Supplies. 401,140 AKRON, OHIO, U. S. A.
Valuable Hand-Book Free.
Practical Books for Practical Men
Catalogue of the leading and most important works on STEAM, STEAM ENGINES, ME-CHANICS, MACHINERY, MECHA NICAL and ELECTRICAL ENGINEERING, sent free to any address. PHILADELPHIA BOOK CO. Practical and Scientific Books, 19 South Ninth Street, PHILADELPHIA, PA.
WATER POWER GOVERNED
for electrical and other work, with results equal to the best Corliss engine prac-tice. Send for Illustrated Cat-alogue "A."
THE REPLOGLE GOVERNOR WORKS, Akron, 0., U. S. A. MARK A. REPLOGLE, Chief Engineer.
DISCOUNTS COMBINED DRILL AND COUNTERSINK FOR CENTERING LATHE WORK.
DE FRIES & CO., DUSSELDORF, Germany, Engineers and Importers of American machines, want to represent in Germany and neighboring countries American manufactories of Tool-engines and other specialties.
Neat HANGERS From Pr Designs Get A Bookletiy
Armstrong's Pipe Threading and Cutting=off Machines Both Hand and Power. Sizes 1 to 6 in. Stocks and Dies universealy acknowledged to be THE BEST. Send for Catalog. The Armstrong Mfg. Co. Bridgeport, Conn.
SAW I
WITH THE " FLEETWOOD" and " DEXTER " Foot or Power.
TRUMP BROS. MACHINE CO., Mfrs.
WILMINGTON, DELAWARE, 1-,J. S. A. For sale by CHAS. CHURCHILL & CO., Ltd. London, England.
J. M. ALLEN, President. WM. B. FRANKLIN, Vice-President. F. B. ALLEN, Second Vice-President. J. B. PIERCE, Secretary and Treasurer.
Automatic Solid Die Bolt.
THREADING MACHINES.
Two Styles. Four Sizes. Send for Catalogue "A." WEBSTER & PERKS TOOL CO. Cur. Spring and Monroe Sts., Springfield, Ohio.
https://antiquemachinery.com/images-1896/American-Machinist-Feb-12-1887-May-1-pg-34-24-inch-swing-F-E-Reed-Lathe.jpeg

AMERICAN-MACHINIST-page 34 May 21, 1896.
2
AMERICAN-MACHINIST- page 34
May 21, 1896
AMERICAN MACHINIST May 21, 1896 pg 34
24-INCH SWING ENGINE LATHE.
F. E. REED COMPANY, Worcester, Mass.
Engine Lathes from 10 to 30 inch Swing Inclusive.
QUINT'S TURRET DRILLS
With from 2 to 12 Spindles, will drill and tap at same operation. ESPECIALLY ADAPTED FOR BICYCLE AND ELECTRICAL WORK. Only the spindle in use revolves. All tools work to same point in center of table. A. 0. QUINT, Hartford, Conn.
$26.60 an 8 Light 16 C P.110 Volt Dynamo. This Little Wonder is a high grade machine tally guaranteed. Do your own lighting. Just the thing to light your Shop. Only one horse power required to run it. Sold at above low price to introduce our larger ma-chines. BIND sos czacriAz so. 6=. ROTH BROS. CO. 30 to 34 Market Street, Chicago, Ill, u. a. A.
Eocomotive Engineering
44•
It
is the most interesting and finest illustrated railroad paper pub-lished. Price $2.00 a year. . . .
SINCLAIR & HILL, 256 Broadway, New York.
Specimen copy free,
LeCOUNT'S HEAVY STEEL CLAMP
MANUFACTURED BY WM. G. LeCOUNT, SUCCESSOR TO C. W. LE COUNT, South Norwalk, Conn.
Send for "Catalog A," full line of machine tools
PITTSBURGH, PA. CHICAGO, ILL. NEW YORK, N. Y. DENVER, COL.
CI
e. We have reduced the cost of getting out work in a good many shops, by supply-ing BETTER tool and die steel than was formerly used. .4 .4 .4 .0 ,4 Perhaps we can help you in this direction. .4 06 .4 ot
SOFT CASTINGS,
Made from best grades of Pig Iron for Light Machinery, Electric Work, etc.
THE BURR & HOUSTON CO., 33 to 39 frankli. St., BROOKLYN, N. Y.
Kidd Drill Rods and Needle Wire Manufactured by the Kidd Steel Wire Co., Ltd., Sharpsburg, Pa. Superior Quality for all Purposes-- Complete Stocks in Our Warehouses. ABBOTT, WHEELOCK & COMPANY, NEW YORK. BOSTON. CHICAGO.
STURTEVANT HORIZONTAL AND VERTICAL.
SINGLE AND DOUBLE. =DLO:E. ENGINES. SIMPLE AND COMPOUND.
BOSTON.
B. F. STIJRTEVANT CO, NEW YORK, CHICAGO. LONDON, ENG.

AMERICAN-MACHINIST-page 37 May 21, 1896.
AMERICAN-MACHINIST- page 37
May 21, 1896
AMERICAN MACHINIST May 21, 1896 pg 37
May 21, 1896.
AMERICAN MACHINIST
page 37
Almond Drill Chuck
Sold at all Machinists' Supply Stores. T. R. ALMOND, 88 a 85 Washington St., BROOKLYN, N. Y.
NEWTON MACHINE TOOL WORKS, PHILADELPHIA.
CONSULTING MECHANICAL ENGINEERS. AAA
WM. H. BOOTH, Mem. A. S. C. E. Steam and Hydraulic Engineer. Inventions introduced to Financiers and others. 17 Shaftsbury avenue, LONDON, W.
L. P. BRECKENRIDGE, Mem. A. S. M. E., Consulting M. E., Champaign, Ill.
W. E. CRANE, M. E., New England Engineering Co.' Electric Light and Power Plants, 17 Harrison Avenue, Waterbury, Conn.
CHARLES A. HAGUE, Consulting Engineer. Pumping Plants, Power Plants, Steam, Water, Electricity, Designing and Experting, 39 Cortlandt Street, New York City.
WILLIAM H. HONISS, Mech. Engineer and Solicitor of Patents. Designer and Supervising Constructor of Automatic and Special Machinery. Inventions Developed. Hartford, Conn.
HENRY F. NOYES, Solicitor of Patents and Mechanical Expert, 523 Monadnock Block, Chicago, Ill.
W. H. ODELL, Power Measured — Specialty. Economical Generation and Application of Steam. Yonkers, N. Y.
C. L REDFIELD, Designer of Special Machinery. Expert in Patent Causes. Room 604, 269 Dearborn Street, Chicago, Ill.
WM. 0. WEBBER, Consulting Engineer. Shop Methods and Economic Production a Specialty. No. 78 Mason Building (Tel. 2102), Boston, Mass.
GOT YOURS YET ?
9 CATALOGUE OUR NEW CA is waiting for you to ask for it-pages of the best of modern fine tools and cutters-12 entirely new pages— it's a book every mechanic needs. THE L. S. STARRETT CO., Box 96, Athol, Mass.
Send for Catalog A. M. JOHN STARK.
222 Moody Street, Waltham, Mass., U. S. A. goTUERK BROS., 35-45 West Randolph street, Chicago, Ill. V ;15 CHAS. CHURCHILL & CO., Ltd., 21 Cross street, Finsbury, London E. C. England. 41S0
Almond Drill Chuck
Sold at all Machinists' Supply Stores. T. R. ALMOND, 88 a 85 Washington St., BROOKLYN, N. Y.
NEWTON MACHINE TOOL WORKS, PHILADELPHIA.
Horizontal Boring and Milling Machine.
Electric Power
25 H. P. Induction Motors Driving Machinery in Miami Cycle Works, Middletown, Ohio. Each Belted to a SeParate Shaft 180 Feet Long, with 80 Belts.
MOTORS for driving all kinds of machinery, from largest to small-est, with economy, convenience and efficiency.
Slow Speed Direct Current Motor.
We are the largest producers of Motors, Dynamos and all Electric Machinery.
Register your Name and Address now, for Free Copy of our forthcoming Book on Electrical Power of great value to every Mechanic and Power User. otot0eAPC,,stototoe
General Electric Co., 44 Broad Street, New York City, U. S. A.

AMERICAN-MACHINIST-page 37 May 21, 1896.
AMERICAN-MACHINIST- page 37 May 21, 1896
AMERICAN MACHINIST May 21, 1896 pg 39
May 21, 1896.
AMERICAN MACHINIST
BROWN & SHARPE MFG. CO. PROVIDENCE, R. I.
END MILL ST SLOT CUTTERS
Chicago Office and Store, 23 S. Canal st. England—BUCK & HICK1VIAN, 280 Whitechapel Road, London, E. England—CHAS. CHURCHILL & CO., Ltd., 21 Cross st., Finsbury, London, E. C. Germany—SCHUCHARDT & SCHUTTE, 59 Spandauerstrasse, Berlin, C. (Small Tools). Germany—GUSTAV DIECHMANN & SOHN, Zimmerstrasse 87, Berlin, S. W. 12. France—F. G. KREUTZBERGER, FENWICK FRERES & CO., 21 Rue Martel, Paris.
53 Sizes Listed in Catalogue.
Leading Hardware and Supply Dealers have in stock the sizes most commonly used. .
WARNER & SWASEY
CLEVELAND, OHIO. MANUFACTURERS OF
7
SCREW FACHINES
0 IRON AND BRASS WORKING MACHINERY. SEND FOR ILLUSTRATED CATALOGUE.
We have a few of our common lathes in stock, new, as follows; will sell at a low price, guaranteeing them strictly first-class:
One x6 inches by x2 feet with taper attachment.
One IS TWO 2i One 24 One 24 "
THE HENDEY MACHINE CO., TORRINCTON, CONN.
THE HAYDEN & DERBY MFG. CO.
MANUFACTURERS OF METROPOLITAN nnlibin illioctors. 4.4:1 U
E.
AMER
The Standard the world over. High Grade Reliable. Durable.
Send for our book—' Practical Infor-mation on Injectors." Sent free
OFFICE & SALESROOM, 111 & 113 LIBERTY ST., NEW YORK.
424 TELEPHONE BUILDING, I 60 SOUTH CANAL ST. PITTSBURGH, PA. CHICAGO, ILL.
16" Lathe with Taper Attachment.
The
Accurate. Easy ana quick to operate. No backlash or lost motion. All changes can be made from front of lathe. THE BEST. (LATHER & COMPANY, - NASHUA, N. H.
Wanted—An Idea
Who can think of some simple thing to patent? Protect your ideas; they may bring you wealth. Write JOHN WEDDERBURN & CO., Patent Attor-neys, Washington, D. C., for their $1.800 prize offer and list of two hundred inventions wanted.
1 Ih
Fine Grade Drop Forgings. 'WYMAIN&GOIIDONT, WORCESTER,MASS.
THE STIRLING Water-Tube Safety Boilers. SAFE. ECONOMICAL DURABLE. • • A No cast metal. No flat surfaces. No mul-titudinous hand-hole plates and gaskets to remove, clean and make tight with every cleaning, and our man-holes give access to in-terior of every tube. Write for Catalogue Z. THE STIRLING CO., Gen'l Offices, Pullman Building, Chicago. Branches in All Cities.
Finest Line of CALIPERS. All Tool Steel, AT SAME PRICE YOU PAY FOR SOFT STEEL.
Till July 1st, a sample pair, 4 inch, will be mailed for . . STANDARD TOOL CO., Athol, Mass., U. S. A.
MANUFACTUREAs OF MECHANICS' FINE TOOLS- CATALOG FREE.
JONES & LAMSON MACHINE COMPANY, SPRINGFIELD, VT.
(SEE SECOND COVER PACE.)
FLAT TURRET LATHE.
https://antiquemachinery.com/images-1896/Milling-Machine-Horiz-Davis-and-Egan-Machine-tool-co-Bicylle-Milling-Machinery-Milling-American-Machinist-1887.jpeg
AMERICAN-MACHINIST-page 37 May 21, 1896.
AMERICAN-MACHINIST- page 40 May 21, 1896 BAUSH & HARRIS MACHINE TOOL CO.
AMERICAN MACHINIST May 21, 1896 pg 40
May 21, 1896. AMERICAN MACHINIST page cover back inside.
BAUSH & HARRIS MACHINE TOOL CO. HOLYOKE, MASS.
MANUFACTURERS OF j Patent Radial — Drills OF EVERY_ DESCRIPTION.
'44
MACHINES, the Latest and Best. HURLBUT ROGERS MACHINE CO.,
SO. SUDBURY. MASS.
Miner & Peck Mfg. Co., New Haven, Conn.
FINE TIPS.
Tapper, Bolt, Hobs, Patch Bolt, Boiler, Pipe, etc., etc., every variety made. Also a large line of Screw-Cutting Tools and Machinery. Manufactured by WELLS BROS. ..SL, CREENFIELD, MASS., U. S. A. SEND FOR CATALOG "A."
TIlE WATERBURY
SPECIAL , U R MACHINERY FOR MAKING STEEL AND BRASS GOODS, SILVER-WARE, HARDWARE, PLETE CATALOGUE OF OVER 300 PAGES.
Roots' new Acme band Blowers
FORCE BLAST
CHEAP. P.N. 8, F. M. ROOTS, Connersville, Ind. BOX 3768. CHICAGO, ILL., 1405-10 :Manhattan Blg.
iri:b° ' Liberty J. B. Stewart, mgr.
Chicago TROGRESSIVE AND Randolph
APARTMENT TYPES 22 and 24 West Street. BUFFALO, N.Y. U.S
PUSH I T THAT'S WHAT IT'S MADE FOR.
One man. broke [14" lathes] two x It" [16" lathes] tools on his, [IS" lathes] and was then satisfied it was [20" lathes] put up all right [24" lathes] and had the power " in it." [27" lathes]. It has stiffness [30" lathes] too.
OUR CATALOGUE TELLS OF 36 OTHER GOOD POINTS *Ask for copy of his letter about that breakage 111 The Lodge & Shipley Machine Tool Co.
CINCINNATI, 0., U. S. A.
ASBESTOS CEMENT FELTING, FOR LAGGING LOCOMOTIVE BOILERS. Samples and Descriptive Price List Free by Mad.
We are prepared to take Contracts for applying Steam Pipe and Boiler Coverings in any part of the United States.
H. W. JOHNS MANUFACTURING CO.
87 Maiden Lane, NEW YORK.
Universal Grinders
Will not only grind Cutters and Reamers rapidly 11$10 and surface grinding. Most Complete and yet 411, and correctly, but are also arranged for circular simple. Write for pamphlet. THE CINCINNATI MILLING MACHINE CO. Station B. • . • CINCINNATI, 0.
Armstrong Cool holders FaonrdTgornriinnt IiiDelatartn.g
OVER 50,000 NOW IN USE.
Especially adapted for the economical use of Self-Hardening Steel. Saves all Blacksmith Work. 70 per cent. Grinding.-90 per cent. Tool Steel. Guaranteed to some their cost in 30 days use. MANUFACTURED ONLY BY ARMSTRONG BROTHERS TOOL CO., No. 98 W. Washington Street, Chicago.

AMERICAN-MACHINIST-page 37 May 21, 1896.
AMERICAN-MACHINIST- inside cover
May 21, 1896
AMERICAN MACHINIST May 21, 1896 inside cover
May 21, 1896.
AMERICAN MACHINIST
>AMERICAN MACHINIST May 21, 1896-Cover-inside
AMERICAN MACHINIST
BROWN & SHARPE MFG. CO. PROVIDENCE, R. I.
ENDMILL SLOT CUTTERS
Chicago Office and Store, 23 S. Canal st. England—BUCK & HICK1VIAN, 280 Whitechapel Road, London, E. England—CHAS. CHURCHILL & CO., Ltd., 21 Cross st., Finsbury, London, E. C. Germany—SCHUCHARDT & SCHUTTE, 59 Spandauerstrasse, Berlin, C. (Small Tools). Germany—GUSTAV DIECHMANN & SOHN, Zimmerstrasse 87, Berlin, S. W. 12. France—F. G. KREUTZBERGER, FENWICK FRERES & CO., 21 Rue Martel, Paris.
53 Sizes Listed in Catalogue.
Leading Hardware and Supply Dealers have in stock the sizes most commonly used. .
WARNER & SWASEY
CLEVELAND, OHIO. MANUFACTURERS OF sCREW MACHINES
0 IRON AND BRASS WORKING MACHINERY. SEND FOR ILLUSTRATED CATALOGUE.
We have a few of our common lathes in stock, new, as follows; will sell at a low price, guaranteeing them strictly first-class:
One x6 inches by x2 feet with taper attachment.
THE HENDEY MACHINE CO., TORRINCTON, CONN.
THE HAYDEN & DERBY MFG. CO.
MANUFACTURERS OF METROPOLITAN
AMERICAN
The Standard the world over. High Grade Reliable. Durable.
Send for our book' Practical Infor-mation on Injectors." Sent free
OFFICE & SALESROOM, 111 & 113 LIBERTY ST., NEW YORK.
424 TELEPHONE BUILDING, I 60 SOUTH CANAL ST. PITTSBURGH, PA. CHICAGO, ILL.
16" Lathe with Taper Attachment.
FLATHER & COMPANY, NASHUA, N. H.
Accurate. Easy ana quick to operate. No backlash or lost motion. All changes can be made from front of lathe. THE BEST.
FLATHER & COMPANY, NASHUA, N. H.
Wanted An Idea
Who can think of some simple thing to patent? Protect your ideas; they may bring you wealth. Write JOHN WEDDERBURN & CO., Patent Attor-neys, Washington, D. C., for their $1.800 prize offer and list of two hundred inventions wanted.
Fine Grade Drop Forgings. 'WYMAIN & GOIIDONT, WORCESTER,MASS.
THE STIRLING Water-Tube Safety Boilers. SAFE. ECONOMICAL DURABLE.
A No cast metal. No flat surfaces. No mul-titudinous hand-hole plates and gaskets to remove, clean and make tight with every cleaning, and our man-holes give access to in-terior of every tube. Write for Catalogue Z. THE STIRLING CO., Gen'l Offices, Pullman Building, Chicago. Branches in All Cities.
Finest Line of CALIPERS. All Tool Steel, AT SAME PRICE YOU PAY FOR SOFT STEEL.
Till July 1st, a sample pair, 4 inch, will be mailed for . . STANDARD TOOL CO., Athol, Mass., U. S. A.
MANUFACTUREAs OF MECHANICS' FINE TOOLS- CATALOG FREE.
JONES & LAMSON MACHINE COMPANY, SPRINGFIELD, VT.
(SEE SECOND COVER PACE.)
FLAT TURRET LATHE.
AMERICAN-MACHINIST-page 37 May 21, 1896.
AMERICAN-MACHINIST- inside back cover
May 21, 1896 BAUSH & HARRIS MACHINE TOOL CO
BAUSH & HARRIS MACHINE TOOL CO. HOLYOKE, MASS.
MANUFACTURERS OF j Patent Radial — Drills OF EVERY_ DESCRIPTION. CUT OFF
MACHINES, the Latest and Best. HURLBUT ROGERS MACHINE CO.,
SO. SUDBURY. MASS.
Miner & Peck Mfg. Co., New Haven, Conn.
FINE TIPS.
Tapper, Bolt, Hobs, Patch Bolt, Boiler, Pipe, etc., etc., every variety made. Also a large line of Screw-Cutting Tools and Machinery. Manufactured by WELLS BROS. ..SL, CREENFIELD, MASS., U. S. A. SEND FOR CATALOG "A."
TIlE WATERBURY
OHNLNDEECT4 CV SPECIAL , U R MACHINERY FOR MAKING STEEL AND BRASS GOODS, SILVER-WARE, HARDWARE, PLETE CATALOGUE OF OVER 300 PAGES.
Roots' new Acme band Blowers
FORCE BLAST
CHEAP. P.N. 8, F. M. ROOTS, Connersville, Ind. BOX 3768. CHICAGO, ILL., 1405-10 :Manhattan Blg.
iri:b° ' Liberty J. B. Stewart, mgr.
Chicago TROGRESSIVE AND Randolph FAQ rill G ,APARTMENT TYPES 22 and 24 West Street. BUFFALO, N.Y. U.S
PUSH I T THAT'S WHAT IT'S MADE FOR.
One man. broke [14" lathes] two x It" [16" lathes] tools on his, [IS" lathes] and was then satisfied it was [20" lathes] put up all right [24" lathes] and had the power " in it." [27" lathes]. It has stiffness [30" lathes] too.
OUR CATALOGUE TELLS OF 36 OTHER GOOD POINTS *Ask for copy of his letter about that breakage 111 The Lodge & Shipley Machine Tool Co.
CINCINNATI, 0., U. S. A.
ASBESTOS CEMENT FELTING, FOR LAGGING LOCOMOTIVE BOILERS. Samples and Descriptive Price List Free by Mad.
We are prepared to take Contracts for applying Steam Pipe and Boiler Coverings in any part of the United States.
H. W. JOHNS MANUFACTURING CO.
87 Maiden Lane, NEW YORK.
Universal Grinders
Will not only grind Cutters and Reamers rapidly 11$10 and surface grinding. Most Complete and yet 411, and correctly, but are also arranged for circular simple. Write for pamphlet. THE CINCINNATI MILLING MACHINE CO. Station B. • . • CINCINNATI, 0.
Armstrong Cool holders F
OVER 50,000 NOW IN USE.
Especially adapted for the economical use of Self-Hardening Steel. Saves all Blacksmith Work. 70 per cent. Grinding.-90 per cent. Tool Steel. Guaranteed to some their cost in 30 days use. MANUFACTURED ONLY BY ARMSTRONG BROTHERS TOOL CO., No. 98 W. Washington Street, Chicago.
$ &&&&&&&&&&&& -Cover-back- &&&&&&&&&&& &&&&&&&& $-->

AMERICAN-MACHINIST-page 37 May 21, 1896.
AMERICAN-MACHINIST- inside back cover May 21, 1896
AMERICAN MACHINIST May 21, 1896-Cover-inside
The GREY PLANER
G A Grey Co
THE W. P. DAVIS MACHINE CO.
THE ACME Machinery Co. CLEVELAND, 0.
MANUFACTURERS OF ACME BOLT AND RIVET HEADERS, ACME SINGLE AND ;DOUBLE AUTO-MATIC BOLT CUT-TERS, cutting from I-8 in. to 6 in. diem.
ALSPIESAEDVAWEDIES.
THE GARVIN MACHINE CO
MANUFACTURERS OF UNIVERSAL Cutter and Tool Grinders,
PLAIN AND UNIVERSAL MILLING MACHINES, SCREW MACHINES, TAPPING MACHINES, GEAR CUTTERS, HAND LATHES, DRILL PRESSES, SPRING COILERS, ETC. SPECIAL BICYCLE MACHINERY. ALSO DEALERS IN
METAL WORKING MACHINERY
OF ALL KINDS. Over 600 Various Rolm Tools for Immediate Delivery. Spring and Varick Streets, - New York Also 51 N. lth Street, - Philadelphia.
THE NILES TOOL WORKS Co.,
HAMILTON, OHIO.
Builders of Fine ENGINE LATHES, From la to 3o inch swing. UPRIGHT DRILLS, From Io inch Sensitive to 36 in., with B. G. and P. F. ALSO KEYSEATING and CUTTING-OFF MACHINES.
ROCHESTER, N. Y., U. S. A. Send for Circulars and Photographs. NEW YORK,
NO. 1 PLATE PLANER, COMPOUND REST
PrOOIL.N.
BOSTON, CHICAGO, PHILADELPHIA, PITTSBURGH.
HAVE YOU EXAMINED
PHILADELPHIA.
THE NEW TOOL GRINDER No. 2 ? THE CENTRIFUGAL SAND MIXER ? THE VICARS' MECHANICAL STOKER ? THE NEW RESTARTING INJECTOR ? These may be seen in operation at our establishment. Descriptive Circulars Mailed on Application.
THE GARVIN MACHINE CO
MANUFACTURERS OF UNIVERSAL Cutter and Tool Grinders,
PLAIN AND UNIVERSAL MILLING MACHINES, SCREW MACHINES, TAPPING MACHINES, GEAR CUTTERS, HAND LATHES, DRILL PRESSES, SPRING COILERS, ETC. SPECIAL BICYCLE MACHINERY. ALSO DEALERS IN
METAL WORKING MACHINERY
OF ALL KINDS. Over 600 Various Rolm Tools for Immediate Delivery. Spring and Varick Streets, - New York Also 51 N. lth Street, - Philadelphia.
AN X RAY PHOTOGRAPH. Jones & Lamson Machine Co., Springfield, Vermont, Sole Builders and Sole Agents in U. S. A.
THE DEANE
OF HOLYOKE
STEAM PUMPS
FOR EVERY SERVICE.
BOILER FEED PUMP.
DEANE STEAM PUMP CO.,
HOLYOKE, MASS. NEW YORK. BOSTON. CHICAGO.
************************************************************************************************
2nd scan AMERICAN-MACHINIST-1889-page 6
Buying-A M E R I C A N M A C H I N I S T-Section Vol. 56, No. 1
Cut Production Costs-With Modern Equipment.
LET'S START RIGHT NOW
to do those things necessary to bring conditions back to normal. We've faced business stag- nation long enough
now to know what it means; so /et's go- let's get started on the right track again. This business de- pression will last
just as long as the people of this co\untry sit back and wait for something to happen-we've got to make things
happen.
We can accomplish nothing by waiting for the other fellow to start something-the chances are he is sitting back
waiting for us. We've simply got to realize that it is up to everyone to do his share, and there never was a better
time than right now to start the "ball a'rolling."
Then there is another and probably a much more threaten- ing angle to the situation. The period of prosperity just
passed has witnessed a tremendous over-expansion in practically every industry, not only in this country, but
throughout the entire civilized world. `As a consequence, today, and likely for many years to come, the facilities for
production will be greater than the powers of absorption-which means the keenest kind of competition and the
weeding out of the less stable and less progressive concerns in each industry. Business houses today are fighting
for their very existence, and those who survive will be the ones that start now to reduce their costs and better
their methods, in order to meet the keenest competition on a fair basis. ~
How should we begin? Where should we start?
If every manufacturer in the metal working industry would start by putting his own house in order, by replacing his
old worn'-out tools with new and better machines, by weeding out bis obsolete equipment, and installing more
modern, more prohtable equipment in its place, the first thing you know, we would have better business, things
would begin to move again, and industry once more would "hit the trail" of progress. We, The American Tool Works
Company, have already started. Since Jan. 1921, we have weeded out of our own plant, eighty-three machines of
different kinds, and are now replacing them with the latest and most modern tools. By this we have provided
business for the foundries, orders for the steel mills, and work for a number of men-in other words, we have "gone
into action" in our own plant.
If you will do the same in yours, the other fellow the same in his, and so on, ad infinitum, this country would soon
forget that there was a business depression, a readjustment period or a deflation spasm. It is up to every one of us
to put our shoulder to the wheel, so let's go-a slang expression -yes-but chuck full of meaning and good advice.
The American Tool Works Co.
Cincinatti, Ohio, U. S. A.
LATHES PLANERS--SHAPERS RADIALS
This is the 6rst of a series of cost reducing advertisements. The president of every metal Fabricatz.ng plant in t
country should hz.mselF read each and every one oF th advertisements, and then refer them to hz.s manager c
superintendent.
36 AMERICAN MACHINIST May 21, 1896 .
Things can be overdone just as easily as underdone. You can be so economical as to be miserly. You can overdo or underdo your advertising. You can measure all mediums by the price paid the poorest. Or you may do just the opposite. What do you advertise for, anyway ? Results, of course. Then advertising that brings results is what you want. It does not matter how much it costs. Results in proportion to cost is cheap advertising, be the price what it may. Do it different. Do it better. Don't put a small card in and leave it until eternity ; that's the way turtles lay eggs in the sand. Vary your ad in size, shape and text. The cheapest and best ad for a machinery manu-facturer is our special wholesale contract — 500 inches of matter, within a year, for $2 per inch. Take a page now and then, a quarter about twice in a while, and a card the " off " times. This contract allows you to use space in LOCOMOTIVE ENGINEERING at same rate—it covers the railroad trade. When you have a new tool, get a nice large cut and show it up in your own space, and have your own say about it, instead of trying to get it in the reading columns. If a dealer bought a drill press a week of you, and then wanted you to throw in a lathe, now and again, you'd think it funny he didn't buy the lathe, wouldn't you ? We wonder some hustlers for reading notices don't use their own space to show up their tools. The special contract lets you do this and save the expense between times. It will interest you. Do you want to see it. Going to give a chromo to the first advertiser that buys space at cheap rates and shows up a tool, instead of asking us to illustrate it, just because he has put another tooth in a gear.
THE MANAGEMENT.